Low-pressure die casting uses a controlled filling process to improve metal flow and batch consistency, but it does not eliminate casting defects completely. When venting, feeding, melt quality, mold temperature, or part structure is not properly controlled, porosity, shrinkage, oxide inclusions, cold shuts, misruns, and dimensional fluctuation can still occur.
Some of these defects are not visible on the raw casting and may only appear after CNC machining, pressure testing, or batch inspection. This article reviews common low-pressure die casting defects, explains their typical causes, and summarizes practical prevention methods for aluminum alloy parts such as housings, pump bodies, brackets, wheels, and flanges.
What is Low-Pressure Die Casting?
Low-pressure die casting is a casting process that uses controlled low pressure to push molten aluminum from a holding furnace or crucible into a metal mold. The molten aluminum typically enters the mold cavity from the bottom through a riser tube and maintains pressure during solidification to help feed shrinkage areas.
This process is commonly used for industrial parts such as aluminum alloy housings, pump bodies, wheels, brackets, and flanges. Its advantage lies in a relatively stable filling process suitable for castings requiring high internal quality and batch consistency, though actual quality remains dependent on pressure control, venting, feeding, temperature, and mold design.
What are the common defects in low-pressure die casting?
The table below provides an overview of common defect types and their prevention methods:
| Defect Type | Common Appearance | Prevention Methods |
| Porosity | Small holes, internal voids | Optimize venting, degassing, stable filling |
| Shrinkage | Internal shrinkage in thick areas | Improve feeding, pressure, and cooling design |
| Oxide Inclusions | Surface or internal inclusions | Enhance filtration, reduce melt turbulence |
| Cold Shuts | Poor fusion lines | Control mold/melt temperature, filling path |
| Misruns | Incomplete filling | Optimize filling pressure, runners, venting |
| Dimensional Fluctuation | Size deviation, uneven allowance | Stabilize mold temp, cooling, and release timing |
The following sections detail each defect type, including its typical appearance, common causes, and practical prevention methods.
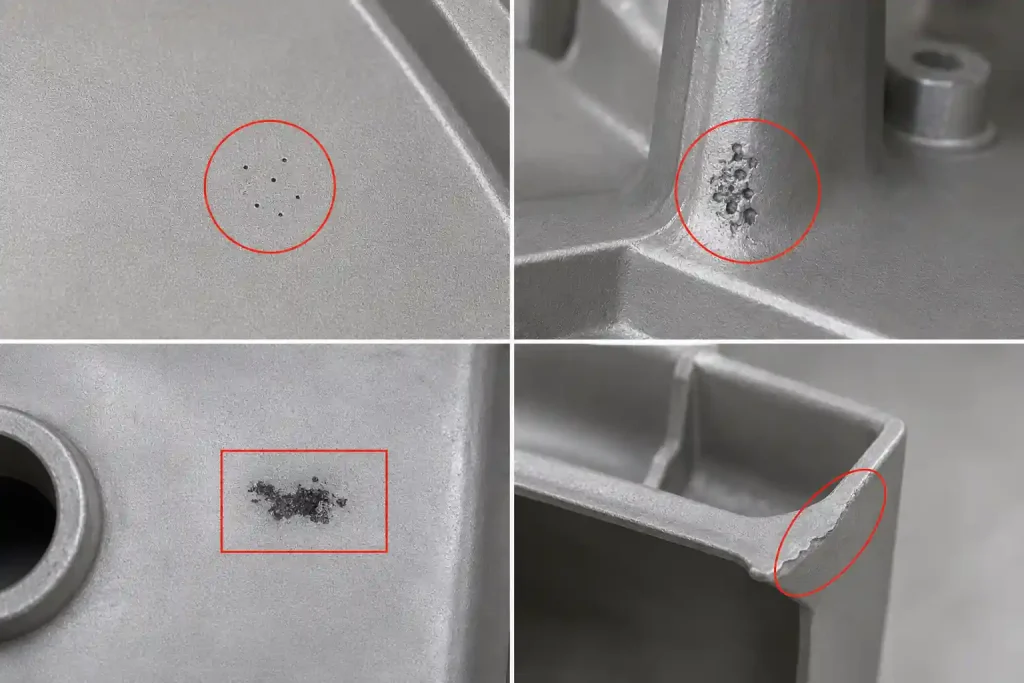
Porosity
Porosity usually appears as voids inside the part or exposed on the surface after CNC machining, often in machined areas, sealing faces, or thick-walled sections. For components such as housings and pump bodies requiring airtightness, porosity may affect the pressure test pass rate and increase the risk of rework or scrap.

Common causes include:
- Insufficient venting;
- Entrapped air;
- High hydrogen content in the aluminum melt;
- Unstable filling process.
Prevention typically requires optimizing vent layouts, stabilizing filling speed, strengthening melt degassing, and reducing turbulence during the filling process.
Shrinkage
Shrinkage frequently occurs in localized thick sections, hot spots, or wall thickness transitions, appearing as internal shrinkage or voids exposed after machining. For structural components or parts requiring subsequent machining, such defects can affect structural strength, machining stability, and inspection pass rates.

Common causes include:
- Improper feeding paths;
- Insufficient holding pressure or mismatched holding time;
- Uneven mold cooling;
- Excessive local wall thickness or abrupt thickness transitions.
The focus of control should be on optimizing holding pressure parameters, improving feeding paths, balancing cooling designs, and smoothing wall thickness transitions.
Oxide Inclusions
Oxide inclusions manifest as dark spots, black specks, or discontinuous areas on the surface or machined sections, which may impair mechanical properties and surface quality.

Common causes include:
- Entrapped oxide films;
- Improper melt treatment;
- Excessive turbulence during transport;
- Improper filtration system configuration.
In terms of process, attention should be paid to improving melt treatment, strengthening filtration effects, minimizing molten metal tumbling, and standardizing daily transport procedures.
Cold Shuts
Cold shuts appear as linear or thread-like lines of poor fusion, usually occurring where molten metal streams converge, in thin-walled areas, or at the end of the filling path, potentially affecting appearance and structural continuity.

Common causes include:
- Low mold temperature;
- Insufficient melt temperature;
- Inadequate filling speed;
- Excessive flow paths or improper runner design.
These are typically addressed by adjusting mold and melt temperatures, optimizing filling curves, and improving runner design to minimize heat loss.
Misruns
Misruns manifest as localized incomplete filling, missing material, or incomplete contours, often in thin-walled, distant, or complex runner areas, which may affect dimensional integrity and assembly requirements.

Common causes include:
- Insufficient filling pressure;
- Poor melt fluidity;
- Blocked cavity venting;
- Low local mold temperature.
Improvements primarily involve optimizing filling pressure, optimizing runner design, ensuring clear venting paths, and improving local mold temperature control.
Dimensional Fluctuation
Dimensional fluctuation refers to inconsistency in critical dimensions across batches, uneven machining allowances, or assembly deviations, which can easily affect the stability of CNC machining and assembly.

Common causes include:
- Cyclic mold temperature fluctuations;
- Uneven cooling circuit efficiency;
- Deformation during part release;
- Unreasonable machining allowance settings or insufficient pilot production verification.
Control efforts should focus on the stability of mold temperature systems, the distribution of cooling circuits, the management of release timing, and setting reasonable machining allowances based on trial data.
In addition to adjusting process conditions for individual defects, structural reviews before mold manufacturing are equally important. For housings, pump bodies, flanges, or support components, it is critical to pre-check wall thickness transitions, local thick sections, machined surface locations, sealing face positions, venting space, feeding paths, and cooling conditions.
When evaluating low pressure aluminum casting projects, early design reviews help identify areas prone to porosity, shrinkage, or dimensional risks, thereby reducing quality risks during the tooling and trial production stages.
Conclusion
Low-pressure die casting defects are typically not caused by a single factor. Porosity, shrinkage, oxide inclusions, cold shuts, misruns, and dimensional fluctuation are often related to melt quality, filling stability, venting, feeding, mold temperature, cooling balance, and part structure. Therefore, defect control should start early with processes such as melt treatment, mold venting, feeding design, temperature control, and trial production verification.
For aluminum alloy housings, pump bodies, brackets, wheels, and flanges, design and process reviews should be carried out before tooling and during trial production. Focusing on wall thickness transitions, localized thick sections, sealing faces, machined surfaces, venting paths, and feeding conditions helps reduce post-machining scrap, rework, and batch quality variation.





