低圧ダイカストは、メタルフローとバッチの一貫性を改善するために制御された充填プロセスを使用しますが、鋳造欠陥を完全に排除することはできません。ベント、供給、溶湯の品質、金型温度、または部品構造が適切に制御されていない場合、ポロシティ、収縮、酸化物介在物、コールドシャット、ミスラン、寸法変動が依然として発生する可能性があります。
これらの欠陥の中には、未加工の鋳物には見えず、CNC機械加工、加圧試験、またはバッチ検査の後に初めて現れるものもあります。この記事では、一般的な低圧ダイカスト鋳造の欠陥を概説し、その典型的な原因を説明し、ハウジング、ポンプ本体、ブラケット、ホイール、フランジなどのアルミニウム合金部品の実用的な防止方法を要約します。
低圧ダイカストとは?
低圧ダイカスト は、制御された低圧を使用して、保持炉またはるつぼから金型に溶融アルミニウムを押し込む鋳造プロセスです。通常、溶融アルミニウムはライザー管を通して底部から金型キャビティに入り、凝固中も圧力を維持することで収縮部分の供給を助けます。
このプロセスは、アルミ合金のハウジング、ポンプ・ボディ、ホイール、ブラケット、フランジなどの工業部品に一般的に使用されている。その利点は、高い内部品質とバッチ一貫性を必要とする鋳造品に適した、比較的安定した充填プロセスにあるが、実際の品質は、圧力制御、ベント、供給、温度、および金型設計に依存したままである。
低圧ダイカストでよくある欠陥とは?
以下の表は、一般的な欠陥の種類とその防止方法の概要である:
| 欠陥の種類 | 一般的な外観 | 予防法 |
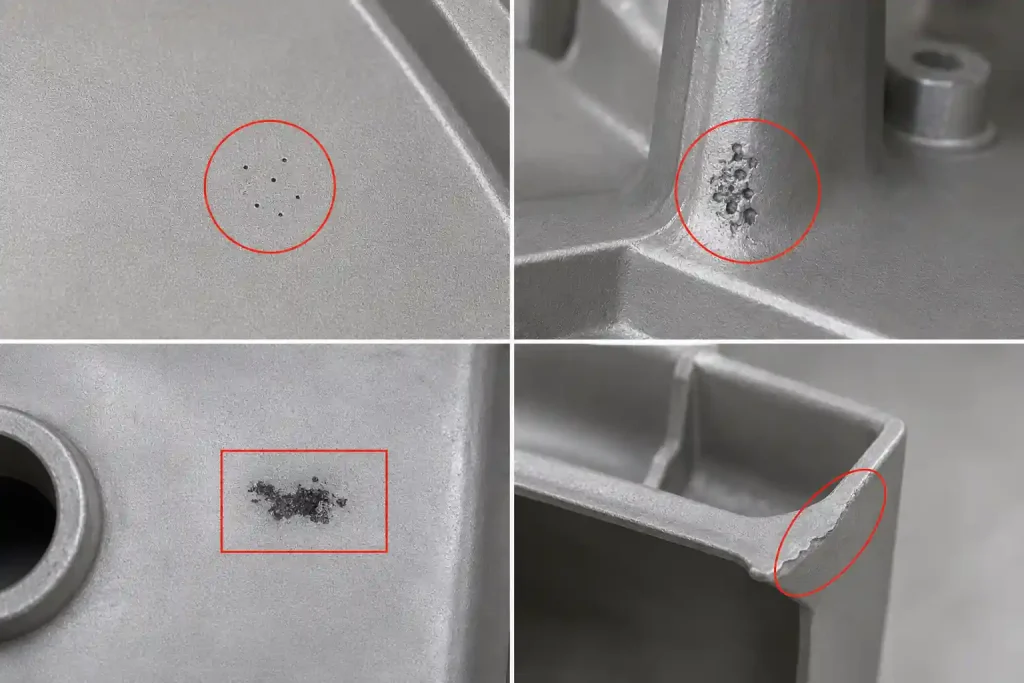
| 多孔性 | 小さな穴、内部の空洞 | ベント、ガス抜き、安定充填の最適化 |
| 収縮 | 厚い部分の内部収縮 | 供給、圧力、冷却設計の改善 |
| 酸化物インクルージョン | 表面または内部のインクルージョン | 濾過を強化し、融液の乱流を減少させる |
| コールドシャット | 貧弱な融合線 | 金型/メルト温度、充填経路の制御 |
| ミスラン | 不完全充填 | 充填圧力、ランナー、ベントの最適化 |
| 寸法変動 | サイズ偏差、不均一な許容範囲 | 金型温度、冷却、離型タイミングの安定化 |
以下のセクションでは、典型的な外観、一般的な原因、実用的な防止方法など、各欠陥タイプについて詳しく説明する。
多孔性
気孔は通常、部品内部の空洞やCNC機械加工後の表面に露出した空洞として現れ、機械加工された部分やシール面、肉厚部分に多く見られます。気密性が要求されるハウジングやポンプ本体などの部品では、気孔があると圧力試験の合格率に影響し、再加工やスクラップのリスクが高まります。

一般的な原因は以下の通り:
- 換気が不十分;
- 閉じ込められた空気;
- アルミニウム融液中の高い水素含有量;
- 不安定な充填プロセス。
予防には通常、ベントレイアウトの最適化、充填速度の安定化、メルトデガッシングの強化、充填プロセス中の乱流の低減が必要である。
収縮
収縮は、局所的な厚肉部、ホットスポット、肉厚の変遷で頻繁に発生し、加工後に露出する内部収縮や空隙として現れる。構造部品やその後の機械加工が必要な部品では、このような欠陥が構造強度、加工安定性、検査合格率に影響することがある。

一般的な原因は以下の通り:
- 不適切な給餌経路;
- 保持圧が不十分か、保持時間が不一致;
- 金型の冷却にムラがある;
- 局部的な過度の肉厚または急激な肉厚変化。
制御の焦点は、保持圧パラメータの最適化、供給経路の改善、冷却設計のバランス、肉厚推移のスムーズ化であるべきだ。
酸化物インクルージョン
酸化物系介在物は、表面や加工部分に黒い斑点や不連続な部分として現れ、機械的特性や表面品質を損なう可能性がある。

一般的な原因は以下の通り:
- 巻き込まれた酸化膜;
- 不適切な溶融処理;
- 輸送中の過度の乱気流;
- 不適切なろ過システム構成。
プロセス面では、溶湯処理の改善、濾過効果の強化、溶湯のタンブリングの最小化、日々の輸送手順の標準化に注意を払うべきである。
コールドシャット
コールド・シャットは、融解不良の線状または糸状の線として現れ、通常、溶融金属の流れが収束する場所、薄肉部、充填経路の終点で発生し、外観や構造的連続性に影響を及ぼす可能性がある。

一般的な原因は以下の通り:
- 金型温度が低い;
- 溶融温度不足;
- 充填速度が不十分;
- 過剰な流路や不適切なランナー設計。
これらは通常、金型温度と溶融温度の調整、充填曲線の最適化、熱損失を最小化するためのランナー設計の改善によって対処される。
ミスラン
ミスランは、局所的な不完全充填、材料の欠落、不完全な輪郭として現れ、多くの場合、薄肉、遠距離、または複雑なランナー部分に発生し、寸法精度や組立要件に影響を及ぼす可能性がある。

一般的な原因は以下の通り:
- 充填圧力不足;
- メルトの流動性が悪い;
- 空洞の換気口が詰まっている;
- 金型温度が低い。
主な改善点は、充填圧力の最適化、ランナー設計の最適化、通気経路の確保、金型局所温度制御の改善などである。
寸法変動
寸法変動とは、バッチ間の重要な寸法の不一致、加工許容差の不均一、または組立偏差を指し、CNC加工と組立の安定性に影響を与えやすい。

一般的な原因は以下の通り:
- 周期的な金型温度の変動;
- 冷却回路の効率にムラがある;
- パーツリリース時の変形;
- 不合理な加工代設定、または不十分なパイロット生産の検証。
管理努力は、金型温度システムの安定性、冷却回路の分布、離型タイミングの管理、試用データに基づく合理的な加工許容値の設定に重点を置くべきである。
個々の欠陥に対する工程条件の調整に加え、金型製造前の構造検討も同様に重要である。ハウジング、ポンプ本体、フランジ、またはサポート部品については、肉厚の推移、局所的な厚さ部分、機械加工面の位置、シール面の位置、通気スペース、供給経路、および冷却条件を事前にチェックすることが重要です。
低圧アルミ鋳造プロジェクトを評価する際、早期の設計レビューを行うことで、気孔、収縮、寸法リスクが発生しやすい箇所を特定し、金型製作や試作段階での品質リスクを低減することができます。
結論
低圧ダイカストの欠陥は通常、単一の要因によって引き起こされることはありません。気孔率、収縮、酸化物介在物、コールド・シャット、ミスラン、寸法変動は、多くの場合、溶湯品質、充填安定性、ベント、供給、金型温度、冷却バランス、部品構造に関係しています。従って、欠陥管理は、溶融処理、金型ベント、供給設計、温度管理、試作検証などの工程から早期に開始すべきである。
アルミニウム合金のハウジング、ポンプボディ、ブラケット、ホイール、フランジについては、金型製作前と試作中に設計と工程のレビューを実施する必要があります。肉厚の変遷、局部的な肉厚部、シール面、加工面、通気経路、供給条件に注目することで、加工後のスクラップ、再加工、バッチ品質のばらつきを減らすことができます。





