Le moulage sous pression utilise un processus de remplissage contrôlé pour améliorer le flux de métal et la cohérence des lots, mais il n'élimine pas complètement les défauts de moulage. Lorsque l'aération, l'alimentation, la qualité de la fonte, la température du moule ou la structure de la pièce ne sont pas correctement contrôlées, la porosité, le retrait, les inclusions d'oxyde, les fermetures à froid, les ratés et les fluctuations dimensionnelles peuvent toujours se produire.
Certains de ces défauts ne sont pas visibles sur le moulage brut et peuvent n'apparaître qu'après l'usinage CNC, les essais de pression ou l'inspection des lots. Cet article passe en revue les défauts courants du moulage sous pression, explique leurs causes typiques et résume les méthodes de prévention pratiques pour les pièces en alliage d'aluminium telles que les boîtiers, les corps de pompe, les supports, les roues et les brides.
Qu'est-ce que le moulage sous pression ?
Moulage sous pression est un procédé de moulage qui utilise une basse pression contrôlée pour pousser l'aluminium fondu d'un four de maintien ou d'un creuset dans un moule métallique. L'aluminium en fusion pénètre généralement dans la cavité du moule par le bas au moyen d'un tube ascendant et maintient la pression pendant la solidification afin d'alimenter les zones de rétrécissement.
Ce procédé est couramment utilisé pour les pièces industrielles telles que les boîtiers en alliage d'aluminium, les corps de pompe, les roues, les supports et les brides. Son avantage réside dans le fait qu'il s'agit d'un procédé de remplissage relativement stable, adapté aux pièces moulées exigeant une qualité interne élevée et une constance des lots, bien que la qualité réelle dépende du contrôle de la pression, de l'aération, de l'alimentation, de la température et de la conception du moule.
Quels sont les défauts les plus courants dans le moulage sous pression ?
Le tableau ci-dessous donne un aperçu des types de défauts les plus courants et de leurs méthodes de prévention :
| Type de défaut | Apparence commune | Méthodes de prévention |
| Porosité | Petits trous, vides internes | Optimiser l'aération, le dégazage et la stabilité du remplissage |
| Rétrécissement | Rétrécissement interne dans les zones épaisses | Améliorer la conception de l'alimentation, de la pression et du refroidissement |
| Inclusions d'oxyde | Inclusions superficielles ou internes | Amélioration de la filtration, réduction des turbulences de la matière fondue |
| Fermeture à froid | Lignes de fusion médiocres | Contrôle de la température du moule/de la matière fondue, de la trajectoire de remplissage |
| Faux pas | Remplissage incomplet | Optimisation de la pression de remplissage, des canaux, de la ventilation |
| Fluctuation dimensionnelle | Écart de taille, allocation inégale | Stabiliser la température du moule, le refroidissement et le temps de démoulage |
Les sections suivantes détaillent chaque type de défaut, y compris son apparence typique, ses causes communes et les méthodes pratiques de prévention.
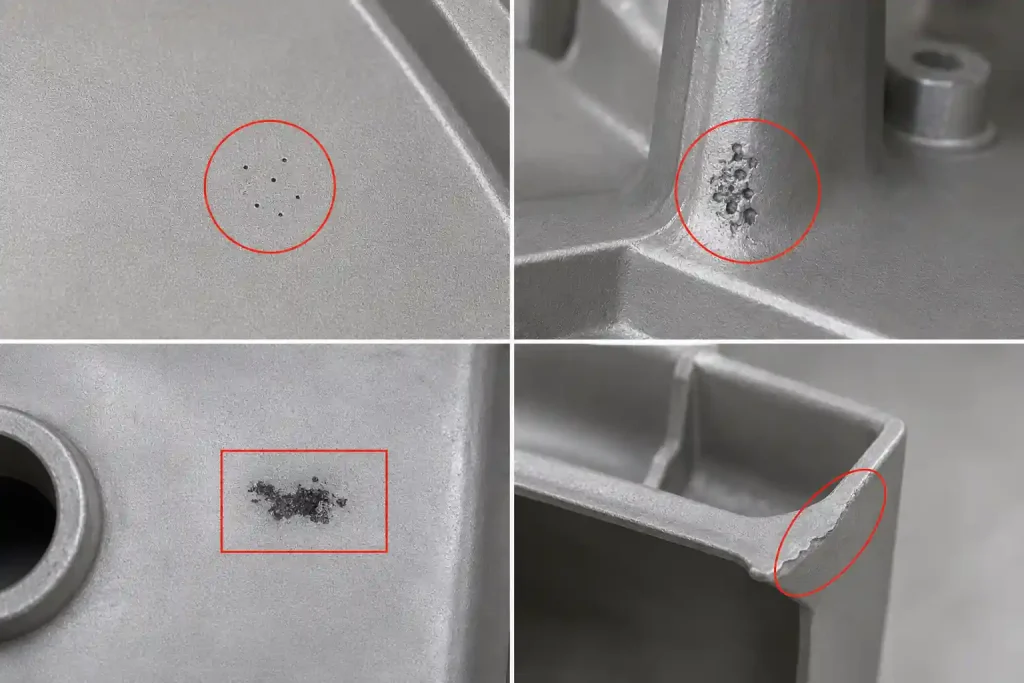
Porosité
La porosité apparaît généralement sous forme de vides à l'intérieur de la pièce ou à la surface après l'usinage CNC, souvent dans les zones usinées, les faces d'étanchéité ou les sections à parois épaisses. Pour les composants tels que les boîtiers et les corps de pompe nécessitant une étanchéité à l'air, la porosité peut affecter le taux de réussite de l'essai de pression et augmenter le risque de reprise ou de mise au rebut.

Les causes les plus fréquentes sont les suivantes :
- Ventilation insuffisante ;
- L'air emprisonné ;
- Teneur élevée en hydrogène dans l'aluminium fondu ;
- Processus de remplissage instable.
La prévention passe généralement par l'optimisation de la disposition des évents, la stabilisation de la vitesse de remplissage, le renforcement du dégazage de la matière fondue et la réduction des turbulences au cours du processus de remplissage.
Rétrécissement
Le retrait se produit souvent dans des sections épaisses localisées, des points chauds ou des transitions d'épaisseur de paroi, se manifestant par un retrait interne ou des vides exposés après l'usinage. Pour les composants structurels ou les pièces nécessitant un usinage ultérieur, ces défauts peuvent affecter la résistance structurelle, la stabilité de l'usinage et les taux de réussite des inspections.

Les causes les plus fréquentes sont les suivantes :
- Voies d'alimentation inappropriées ;
- Pression de maintien insuffisante ou temps de maintien inadapté ;
- Refroidissement inégal du moule ;
- Épaisseur locale excessive de la paroi ou transitions brusques de l'épaisseur.
Le contrôle doit se concentrer sur l'optimisation des paramètres de pression de maintien, l'amélioration des voies d'alimentation, l'équilibrage des conceptions de refroidissement et l'adoucissement des transitions d'épaisseur de paroi.
Inclusions d'oxyde
Les inclusions d'oxyde se manifestent sous forme de taches sombres, de points noirs ou de zones discontinues à la surface ou sur les sections usinées, ce qui peut nuire aux propriétés mécaniques et à la qualité de la surface.

Les causes les plus fréquentes sont les suivantes :
- Films d'oxyde piégés ;
- Traitement inadéquat de la fonte ;
- Turbulences excessives pendant le transport ;
- Mauvaise configuration du système de filtration.
En ce qui concerne le processus, il convient d'améliorer le traitement de la matière fondue, de renforcer les effets de la filtration, de réduire au minimum le brassage du métal fondu et de normaliser les procédures de transport quotidiennes.
Fermeture à froid
Les fermetures à froid se présentent comme des lignes linéaires ou filiformes de mauvaise fusion, se produisant généralement là où les flux de métal en fusion convergent, dans les zones à parois minces ou à la fin du parcours de remplissage, ce qui peut affecter l'apparence et la continuité de la structure.

Les causes les plus fréquentes sont les suivantes :
- Faible température de moulage ;
- Température de fusion insuffisante ;
- Vitesse de remplissage insuffisante ;
- Trajets d'écoulement excessifs ou conception inadéquate des glissières.
Ces problèmes sont généralement résolus en ajustant les températures du moule et de la matière fondue, en optimisant les courbes de remplissage et en améliorant la conception des canaux pour minimiser les pertes de chaleur.
Faux pas
Les ratés se manifestent par un remplissage incomplet localisé, un matériau manquant ou des contours incomplets, souvent dans des zones de coulures à parois minces, éloignées ou complexes, ce qui peut affecter l'intégrité dimensionnelle et les exigences d'assemblage.

Les causes les plus fréquentes sont les suivantes :
- Pression de remplissage insuffisante ;
- Mauvaise fluidité de la fonte ;
- L'évent de la cavité est obstrué ;
- Faible température locale de la moisissure.
Les améliorations portent principalement sur l'optimisation de la pression de remplissage, l'optimisation de la conception des canaux, la garantie de voies d'évacuation claires et l'amélioration du contrôle de la température locale du moule.
Fluctuation dimensionnelle
La fluctuation dimensionnelle fait référence à l'incohérence des dimensions critiques d'un lot à l'autre, à des tolérances d'usinage inégales ou à des écarts d'assemblage, qui peuvent facilement affecter la stabilité de l'usinage CNC et de l'assemblage.

Les causes les plus fréquentes sont les suivantes :
- Fluctuations cycliques de la température du moule ;
- Efficacité inégale du circuit de refroidissement ;
- Déformation lors de la libération de la pièce ;
- Réglages déraisonnables de la surépaisseur d'usinage ou vérification insuffisante de la production pilote.
Les efforts de contrôle doivent se concentrer sur la stabilité des systèmes de température des moules, la distribution des circuits de refroidissement, la gestion du calendrier de démoulage et la fixation de tolérances d'usinage raisonnables sur la base de données d'essai.
Outre l'ajustement des conditions du processus pour les défauts individuels, les examens structurels avant la fabrication du moule sont tout aussi importants. Pour les boîtiers, les corps de pompe, les brides ou les composants de support, il est essentiel de vérifier au préalable les transitions d'épaisseur de paroi, les sections épaisses locales, l'emplacement des surfaces usinées, la position des faces d'étanchéité, l'espace d'aération, les voies d'alimentation et les conditions de refroidissement.
Lors de l'évaluation des projets de moulage d'aluminium à basse pression, des examens préliminaires de la conception permettent d'identifier les zones sujettes à la porosité, au retrait ou aux risques dimensionnels, réduisant ainsi les risques de qualité pendant les phases d'outillage et de production d'essai.
Conclusion
Les défauts de moulage sous pression ne sont généralement pas dus à un seul facteur. La porosité, le retrait, les inclusions d'oxyde, les fermetures à froid, les ratés et les fluctuations dimensionnelles sont souvent liés à la qualité de la matière fondue, à la stabilité du remplissage, à l'aération, à l'alimentation, à la température du moule, à l'équilibre du refroidissement et à la structure de la pièce. C'est pourquoi le contrôle des défauts doit commencer tôt avec des processus tels que le traitement de la matière fondue, l'aération du moule, la conception de l'alimentation, le contrôle de la température et la vérification de la production d'essai.
Pour les boîtiers en alliage d'aluminium, les corps de pompe, les supports, les roues et les brides, il convient de revoir la conception et le processus avant l'outillage et pendant la production d'essai. L'attention portée aux transitions d'épaisseur de paroi, aux sections épaisses localisées, aux faces d'étanchéité, aux surfaces usinées, aux voies d'aération et aux conditions d'alimentation permet de réduire les rebuts après usinage, les reprises et les variations de qualité des lots.





