
Dans le processus de moulage des métaux, le métal en fusion se rétracte à mesure qu’il refroidit et se solidifie. Si ce retrait n’est pas compensé par un apport supplémentaire de métal liquide, il entraîne des cavités de retrait et la porosité. Le riser est spécialement conçu pour éviter ces défauts. Cet article explique ce qu’est un riser, son principe de fonctionnement, les types courants et les principales exigences de conception.
Qu'est-ce qu'un « riser » ?
Un canal d'alimentation est un réservoir supplémentaire de métal en fusion intégré au moule, plutôt que de faire partie de la pièce moulée finale elle-même. Une fois que la pièce moulée a refroidi et que le canal d'alimentation a rempli sa fonction d'alimentation, il est généralement retiré ou meulé.
Le rôle d'un massif diffère considérablement de celui du système d'alimentation. Alors que les canaux d'alimentation et les canaux de coulée acheminent le métal en fusion dans la cavité du moule, le massif n'intervient qu'une fois le moule rempli. Il compense la contraction volumétrique qui se produit lors du passage de l'état liquide à l'état solide. En assurant un apport constant de métal liquide vers les « points chauds » (tels que les sections épaisses ou les jonctions) pendant le processus de solidification, la colonne d'alimentation éloigne les défauts de retrait de la pièce moulée et les emprisonne en son sein.
Types courants de colonnes montantes
Les masselottes de coulée sont généralement classées en fonction de leur emplacement et du fait qu'elles soient ouvertes ou fermées. Parmi les types courants, on trouve les masselottes supérieures, les masselottes latérales, les masselottes ouvertes et les masselottes aveugles. Les principales différences concernent le trajet d'alimentation, les pertes thermiques, la visibilité pendant la coulée et la zone où la masselotte sera retirée après solidification.
Les plus fortes hausses
Les canaux d'alimentation supérieurs sont placés au-dessus de la partie de la pièce moulée qui doit être alimentée. Ils sont souvent utilisés pour les parties épaisses supérieures ou les zones sensibles qui se solidifient plus tardivement que les zones environnantes. Le trajet d'alimentation étant généralement court et direct, les canaux d'alimentation supérieurs sont souvent plus faciles à mettre en place lorsque la zone sensible est proche de la surface supérieure.
Lors de l'utilisation d'un montant supérieur, il convient de tenir compte de la zone d'ébauche. Si la surface supérieure est une surface d'usinage, une face d'étanchéité ou une zone visible, il faut prévoir une marge d'usinage et un espace de nettoyage suffisants avant la fabrication du moule.
Montants latéraux
Les masselottes latérales sont raccordées au flanc de la pièce moulée, généralement par l'intermédiaire d'un col de masselotte. Elles sont utilisées lorsque l'espace au-dessus de la pièce moulée est limité, ou lorsque le point chaud peut être alimenté plus directement par le côté.
Le point essentiel concernant les masselottes latérales est la distance d'alimentation. La masselotte doit être suffisamment proche du point chaud. Si le trajet d'alimentation est trop long, ou si le col de la masselotte se solidifie trop tôt, le métal liquide risque de ne pas atteindre la zone de retrait pendant la solidification.
Colonnes ouvertes
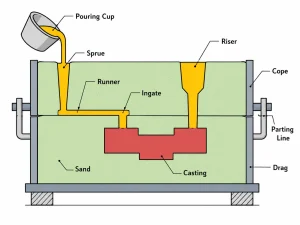
Les masselottes ouvertes sont exposées à l'air libre au sommet du moule. Elles permettent d'observer le niveau du métal pendant la coulée, ce qui facilite la vérification du remplissage de la masselotte. Les masselottes ouvertes sont couramment utilisées dans moulage en sable où la colonne montante peut être installée et observée depuis le haut.
L'inconvénient d'un canal ascendant ouvert réside dans une perte de chaleur plus rapide. Il ne faut pas le choisir uniquement parce qu'il est facile à observer. Le canal ascendant doit en effet rester à l'état liquide suffisamment longtemps pour alimenter la zone de fusion pendant la solidification.
Contremarches aveugles
Les masselottes fermées sont enfermées dans le moule et ne peuvent pas être observées directement pendant la coulée. Comme elles sont entourées de sable de moulage ou de matériau de moulage, elles conservent généralement mieux la chaleur que les masselottes ouvertes et permettent une période d'alimentation plus longue.
Les colonnes aveugles sont souvent utilisées lorsque l'espace extérieur est limité, lorsqu'il faut éviter une colonne apparente ou lorsque le point d'alimentation est mieux placé à l'intérieur du moule. Comme elles ne peuvent pas être contrôlées visuellement pendant la coulée, leur volume, leur position et leur raccordement à la pièce moulée doivent être déterminés avec soin lors de la conception du moule.
Conclusion
L'objectif ultime de la conception des masselottes est de maximiser le rendement de coulée tout en garantissant l'intégrité interne (densité) de la pièce. Un canal de coulée correctement dimensionné et positionné retient en son sein les défauts de retrait, éliminant ainsi efficacement la porosité interne de la pièce moulée. De plus, en recourant à des calculs précis du module de contrainte pour éviter les canaux de coulée surdimensionnés, nous minimisons la surconsommation de métal, ce qui constitue un facteur essentiel pour améliorer le rendement de coulée et maîtriser les coûts de production.


