
Beim Metallguss schrumpft die Metallschmelze beim Abkühlen und Erstarren. Wird diese Schrumpfung nicht durch die Zufuhr von zusätzlichem flüssigem Metall ausgeglichen, führt dies zu inneren Schrumpfhohlräume und Porosität. Der Steigkanal wurde speziell entwickelt, um diese Fehler zu verhindern. In diesem Artikel werden die Definition eines Steigkanals, sein Funktionsprinzip, gängige Ausführungen sowie die wichtigsten Konstruktionsanforderungen erläutert.
Was ist ein Riser?
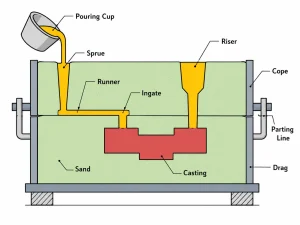
Ein Anguss ist ein zusätzlicher Vorrat an geschmolzenem Metall, der in die Gussform integriert ist und nicht Teil des fertigen Gussteils selbst ist. Sobald das Gussteil abgekühlt ist und der Anguss seine Aufgabe bei der Metallzufuhr erfüllt hat, wird er in der Regel entfernt oder abgeschliffen.
Die Funktion eines Angusses unterscheidet sich erheblich von der des Angusssystems. Während die Angüsse und Angusskanäle die Metallschmelze in den Formhohlraum einleiten, kommt der Anguss erst nach dem Befüllen der Form zum Einsatz. Er gleicht die Volumenschrumpfung aus, die beim Übergang vom flüssigen in den festen Zustand auftritt. Indem der Anguss während des Erstarrungsprozesses die „Hot Spots“ (wie dickwandige Bereiche oder Verbindungsstellen) kontinuierlich mit flüssigem Metall versorgt, leitet er Schrumpfungsfehler vom Gussstück weg und bindet sie in sich ein.
Gängige Arten von Steigrohren
Gießsteige werden üblicherweise nach ihrer Position und danach klassifiziert, ob sie offen oder geschlossen sind. Zu den typischen Typen zählen Obersteige, Seitensteige, offene Steige und Blindsteige. Die Hauptunterschiede liegen im Zuführweg, im Wärmeverlust, in der Sichtbarkeit während des Gießvorgangs und in dem Bereich, in dem der Steig nach dem Erstarren entfernt wird.
Die größten Aufsteiger
Oberangusskanäle werden oberhalb des Gussabschnitts angebracht, der mit Schmelze versorgt werden muss. Sie werden häufig für dickwandige Bereiche im oberen Teil oder für „Hot Spots“ verwendet, die später erstarren als die umgebenden Bereiche. Da der Zuführweg in der Regel kurz und direkt ist, lassen sich Oberangusskanäle oft leichter anordnen, wenn sich der „Hot Spot“ nahe an der Oberseite befindet.
Bei Verwendung eines oberen Angusses sollte der Entformungsbereich berücksichtigt werden. Handelt es sich bei der Oberseite um eine Bearbeitungsfläche, eine Dichtfläche oder einen sichtbaren Bereich, sollten vor dem Formenbau ausreichend Bearbeitungszugabe und Freiraum eingeplant werden.
Seitliche Steigrohre
Seitliche Angüsse werden an der Seite des Gussteils angebracht, in der Regel über einen Angusshals. Sie kommen zum Einsatz, wenn über dem Gussteil nur begrenzter Platz zur Verfügung steht oder wenn der „Hot Spot“ direkter von der Seite gespeist werden kann.
Der entscheidende Punkt bei seitlichen Steigkanälen ist die Zuführstrecke. Der Steigkanal sollte nahe genug am Hot Spot liegen. Ist die Zuführstrecke zu lang oder erstarrt der Hals des Steigkanals zu früh, gelangt das flüssige Metall während der Erstarrung möglicherweise nicht bis in den Schrumpfbereich.
Offene Steigleitungen
Offene Angusskanäle sind am oberen Ende der Form der Atmosphäre ausgesetzt. Sie ermöglichen es, den Metallstand während des Gießvorgangs zu beobachten, wodurch sich leichter überprüfen lässt, ob der Angusskanal gefüllt wurde. Offene Angusskanäle sind üblich bei Sandguss wo der Steigrohrabschnitt platziert und von oben beobachtet werden kann.
Der Nachteil eines offenen Steigrohrs ist ein schnellerer Wärmeverlust. Es sollte nicht allein deshalb gewählt werden, weil es leicht zu beobachten ist. Das Steigrohr muss während der Erstarrung noch lange genug flüssig bleiben, um den Hotspot zu versorgen.
Blind-Riser
Blindsteige sind in der Form eingeschlossen und können während des Gießvorgangs nicht direkt beobachtet werden. Da sie von Formsand oder Formmaterial umgeben sind, speichern sie die Wärme in der Regel besser als offene Steige und ermöglichen eine längere Zufuhrzeit.
Blindsteigrohre kommen häufig zum Einsatz, wenn der Platz im Außenbereich begrenzt ist, wenn ein freiliegendes Steigrohr vermieden werden soll oder wenn die Einfüllstelle innerhalb des Formaufbaus besser platziert ist. Da sie während des Gießvorgangs nicht visuell überprüft werden können, sollten ihr Volumen, ihre Position und ihre Verbindung zum Gussstück bei der Formkonstruktion sorgfältig festgelegt werden.
Schlussfolgerung
Das oberste Ziel bei der Gestaltung von Angusskanälen ist es, die Gussausbeute zu maximieren und gleichzeitig die innere Integrität (Dichte) sicherzustellen. Ein richtig dimensionierter und positionierter Anguss fängt Schrumpfungsfehler in sich auf und beseitigt so effektiv innere Porosität im Gussstück. Darüber hinaus minimieren wir durch präzise Modulberechnungen, die eine Überdimensionierung der Angüsse vermeiden, den überschüssigen Metallverbrauch – ein entscheidender Faktor für die Verbesserung der Gussausbeute und die Kontrolle der Produktionskosten.


