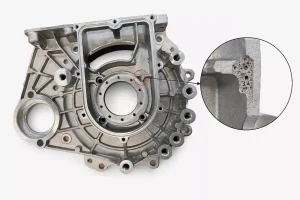
Bei der Herstellung von Aluminiumgussteilen treten einige Fehler nicht direkt auf der Oberfläche des Gussteils auf. Ein Teil kann die Sichtprüfung bestehen, aber nach der CNC-Bearbeitung können innere Hohlräume freigelegt werden, oder es kann bei der Druckprüfung zu Undichtigkeiten kommen. Schrumpfungshohlräume und Schrumpfungsporosität sind typische Beispiele für diese versteckten Gussfehler.
Für Niederdruckguss, KokillengussBei der Herstellung von Gussteilen aus Aluminium, Sandguss und Aluminiumdruckguss können Schwindungsdefekte in unterschiedlicher Form auftreten, aber der grundlegende Mechanismus ist ähnlich: geschmolzenes Aluminium zieht sich während der Erstarrung zusammen, ohne dass es kontinuierlich zugeführt wird.
Dieser Artikel erläutert die Ursachen, Nachweismethoden, Vorbeugungsmaßnahmen und praktischen Fallbeispiele für Schrumpfungsporosität und hilft Ingenieuren, dieses Fehlerrisiko bei Aluminiumgussprojekten zu verringern.
Was sind Schrumpfungshohlräume und Porosität in Aluminiumguß?
Die Hauptursache für Schrumpfungsfehler ist die Volumenkontraktion von Aluminium während seiner Erstarrungsphase ohne ausreichende Zufuhr von geschmolzenem Metall.
Aluminiumlegierungen erfahren beim Übergang vom flüssigen in den festen Zustand in der Regel eine Volumenkontraktion von etwa 4% bis 6%. Wenn ein bestimmter Abschnitt des Gussteils erstarrt, während die äußeren Speisewege bereits gefroren oder verengt sind, entsteht in diesem Abschnitt ein Massendefizit, das zu rauen, unregelmäßigen inneren Hohlräumen führt.
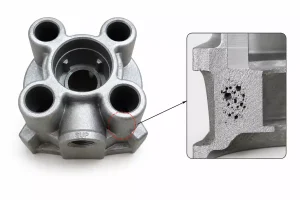
Typische Formen von Schwindungsfehlern sind Lunker und Schwindungsporosität. Schwindungshohlräume treten in der Regel als größere, konzentrierte Hohlräume in dicken Abschnitten, Hot Spots oder Bereichen auf, die zuletzt erstarren, und ihre inneren Oberflächen sind oft rau und unregelmäßig. Schrumpfungsporosität ist in der Regel feiner und verteilter und bildet sich oft zwischen dendritischen Körnern als kleine, miteinander verbundene Poren oder schwammartige Hohlräume.
Hauptursachen für Schrumpfungsdefekte
Schwindungsprobleme bei Aluminiumgussteilen werden selten durch einen einzigen isolierten Faktor verursacht. Stattdessen sind sie das kollektive Ergebnis der Teilekonstruktion, des Wärmehaushalts der Form und der Prozessparameter.
Produktstruktur und Wanddicke
Bereiche mit dicken Querschnitten, Kreuzungspunkten oder schweren Vorsprüngen kühlen am langsamsten ab und werden als "Hot Spots" bezeichnet. Während der Erstarrung gefrieren die dünneren Abschnitte aufgrund der Formabkühlung schnell und isolieren die dickeren Abschnitte (Hot Spots). Wird der Speiseweg vorzeitig verengt, bilden sich in der Mitte dieser Hot Spots unweigerlich Lunker oder Porosität.
Layout des Anschnitt- und Einspeisesystems
Dies ist der direkte Auslöser für Speisungsfehler. Beim Sand- und Kokillenguss äußert sich dies durch unterdimensionierte Speiser oder ein vorzeitiges Einfrieren des Speiserhalses. Bei Niederdruckguss (LPDC) tritt es auf, wenn die Haltezeit unzureichend ist oder das Steigrohr zu früh einfriert. Beim Druckguss (HPDC) frieren die relativ dünnen Anschnitte oft vor Abschluss der Verstärkungsphase ein, wodurch die sekundäre Speisung der entfernten dicken Abschnitte unterbrochen wird.
Ungleichgewicht zwischen Schimmeltemperatur und Abkühlung
Eine unzureichende Auslegung der Kühlstrecke oder ein lokaler Wärmestau während der Stranggussproduktion können künstliche Hot Spots erzeugen. Dadurch wird das Prinzip der gerichteten Erstarrung gestört, bei dem das Gussteil von den entferntesten Bereichen aus allmählich in Richtung Anschnitt/Speisung erstarrt.
Legierungszusammensetzung und Erstarrungseigenschaften
Das Erstarrungsverhalten ist bei den verschiedenen Aluminiumsorten sehr unterschiedlich. Legierungen mit breiten Gefrierzonen (die Temperaturlücke zwischen Liquidus- und Soliduslinie, wie z. B. bestimmte Al-Cu- oder Al-Mg-Serien) neigen zu einem breiigen Erstarrungsmodus. Dadurch erhöht sich der Fließwiderstand des geschmolzenen Aluminiums zwischen den Dendriten erheblich, was die Zuführung extrem erschwert und zu einer verstreuten Mikroporosität führt. Im Gegensatz dazu weisen Standard-Al-Si-Legierungen (wie A356) bei korrekter Verarbeitung ein besseres Fließverhalten und eine geringere Neigung zur Mikroschrumpfung auf.
Gängige industrielle Inspektionsmethoden
Je nach Produktionsphase und Qualitätskontrollstandards verwenden Gießereien in der Regel eine Kombination der folgenden zerstörungsfreien Prüfverfahren (NDT) und zerstörenden Prüfverfahren:
| Inspektionsmethode | Produktionsphase | Erkennbare Probleme | Beschränkungen |
| Visuelle Inspektion nach der Bearbeitung | Nachbearbeitung | Erkennt Makroschrumpfung, die an kritischen Dichtflächen oder Gewindebohrungen auftritt. | Ein reaktiver Ansatz; kann unterirdische Defekte in unbearbeiteten Bereichen nicht erkennen. |
| Röntgeninspektion (RT) | Probenahme von Guss-/Fertigteilen | Bewertet große interne Lunker und gebündelte Porosität (2D-Bildgebung). | Weniger empfindlich gegenüber feiner Mikroporosität oder Mikrohohlräumen in extrem dünnen Wänden. |
| Industrielles CT-Scannen | Prototyping / Fehleranalyse | Bietet eine quantitative 3D-Analyse von Porositätsrate, Volumen und räumlicher Konnektivität. | Hohe Gerätekosten und lange Zykluszeiten; unpraktisch für die 100%-Massenproduktionsprüfung. |
| Luftdichtheit Druckprüfung | 100% Fertige Teile | Spürt Lecks durch die Wand hindurch auf, die durch zusammenhängende Porosität verursacht werden (Blasen- oder Druckabfalltest). | Stellt nur fest, ob ein Leck vorhanden ist; kann nicht durchdringende latente Lunker nicht lokalisieren. |
| Schliffbild und metallographische Analyse | Prozessfreigabe / Probenahme | Unterscheidet unter dem Mikroskop zwischen Gasporosität, Schrumpfung und Korngrenzen. | Zerstörende Prüfungen; streng begrenzt auf F&E-Phasen oder Fehlerursachenermittlung. |
Wie verhindert man Schrumpfungsdefekte beim Aluminiumguss?
Die Kernphilosophie zur Beseitigung von Schrumpfung ist einfach: Kontrollieren Sie die Erstarrungsreihenfolge und sorgen Sie für ungehinderte Zufuhrkanäle.
Strukturelle Produktgestaltung
Greifen Sie frühzeitig in die Produktentwicklungsphase ein, um eine einheitliche Wandstärke zu gewährleisten, wo immer dies möglich ist. Bei dicken Befestigungsdomen sollten Sie die Masse durch Auskernung reduzieren und später Rippen hinzufügen, um die strukturelle Steifigkeit zu erhalten. Verwenden Sie großzügige Verrundungen und allmähliche Übergänge zwischen Wanddickenänderungen, um lokale Wärmekonzentrationen zu vermeiden.
Anschnitt- und Zuführungssysteme
Erzeugen Sie künstlich einen geeigneten Temperaturgradienten, um eine gerichtete Erstarrung zu gewährleisten. Passen Sie beim Sand-, Schwerkraft- und Niederdruckguss die Anschnittpositionen an, verwenden Sie örtlich begrenzte Kühlwasserleitungen oder betten Sie Metallkokillen mit hoher Wärmeleitfähigkeit an den Außenwänden der heißen Stellen ein, um eine schnelle Erstarrung zu erzwingen und den Schrumpfungsbereich effektiv in die Speiser zu drücken.
Bei Druckgussteilen mit unvermeidlichen lokalen Wandstärken werden Quetschstifte (lokale mechanische Verstärkung) oder gezielte Punktkühlungen eingesetzt, um die halberstarrende Metallmatrix zu verdichten und zuzuführen.
Kontrolle des thermischen Gleichgewichts der Form
Verwenden Sie Werkzeugtemperaturregler (TCUs) und präzise Kühlkreisläufe (z. B. Hochdruck-Punktkühlung), um die Temperatur von Kernstiften und Blöcken in der Nähe von Hot Spots unabhängig zu regeln. Das Halten der Form innerhalb eines stabilen Zieltemperaturfensters verhindert die Bildung von lokalen Überhitzungen und künstlichen Hot Spots.
Schmelzen und Gießen Prozesskontrolle
Überwachen Sie die Gießtemperatur strengstens. Halten Sie die Gießtemperatur so niedrig wie praktisch möglich, um eine vollständige Füllung des Hohlraums zu gewährleisten und die Gesamtkontraktion der Flüssigkeit zu minimieren. Setzen Sie außerdem CAE-Simulationssoftware (z. B. MAGMA, ProCAST) ein, um Anschnittpläne und die Anordnung der Kühlleitungen vor dem Schneiden des Werkzeugstahls digital zu optimieren.