Beim Niederdruckguss wird ein kontrolliertes Füllverfahren eingesetzt, um den Metallfluss und die Chargenkonsistenz zu verbessern, doch lassen sich Gussfehler nicht vollständig ausschließen. Wenn die Entlüftung, die Speisung, die Schmelzequalität, die Formtemperatur oder die Struktur der Teile nicht richtig kontrolliert werden, können Porosität, Schrumpfung, Oxideinschlüsse, Kaltverschlüsse, Fehlläufe und Maßschwankungen auftreten.
Einige dieser Fehler sind am Rohgussteil nicht sichtbar und können erst nach der CNC-Bearbeitung, der Druckprüfung oder der Chargenprüfung auftreten. Dieser Artikel gibt einen Überblick über häufige Niederdruckgussfehler, erklärt ihre typischen Ursachen und fasst praktische Vorbeugungsmethoden für Teile aus Aluminiumlegierungen wie Gehäuse, Pumpenkörper, Halterungen, Räder und Flansche zusammen.
Was ist Niederdruckgießen?
Niederdruck-Druckguss ist ein Gießverfahren, bei dem geschmolzenes Aluminium mit kontrolliertem Unterdruck aus einem Warmhalteofen oder Tiegel in eine Metallform gedrückt wird. Das geschmolzene Aluminium tritt in der Regel von unten durch ein Steigrohr in den Formhohlraum ein und hält den Druck während der Erstarrung aufrecht, um die Schrumpfungsbereiche zu versorgen.
Dieses Verfahren wird häufig für Industrieteile wie Gehäuse aus Aluminiumlegierungen, Pumpengehäuse, Räder, Halterungen und Flansche verwendet. Sein Vorteil liegt in einem relativ stabilen Füllverfahren, das sich für Gussteile eignet, die eine hohe innere Qualität und Chargenkonstanz erfordern, obwohl die tatsächliche Qualität von der Druckregelung, der Entlüftung, der Speisung, der Temperatur und der Formgestaltung abhängt.
Was sind die häufigsten Fehler beim Niederdruckguss?
Die nachstehende Tabelle gibt einen Überblick über die häufigsten Fehlerarten und ihre Verhütungsmethoden:
| Defekt Typ | Gemeinsames Auftreten | Methoden der Prävention |
| Porosität | Kleine Löcher, innere Hohlräume | Entlüftung, Entgasung, stabile Befüllung optimieren |
| Schrumpfung | Interne Schrumpfung in dicken Bereichen | Verbesserung der Zuführung, des Drucks und der Kühlung |
| Oxideinschlüsse | Oberflächen- oder innere Einschlüsse | Verbesserte Filtration, geringere Schmelzeturbulenzen |
| Kälteschutz | Schlechte Fusionslinien | Kontrolle der Werkzeug-/Schmelzetemperatur, Füllweg |
| Irrfahrten | Unvollständige Befüllung | Optimieren Sie Fülldruck, Kanäle, Entlüftung |
| Dimensionsschwankung | Größenabweichung, ungleiche Zulage | Stabilisierung von Formtemperatur, Kühlung und Entformungszeitpunkt |
In den folgenden Abschnitten werden die einzelnen Fehlertypen ausführlich beschrieben, einschließlich ihres typischen Erscheinungsbildes, der häufigsten Ursachen und praktischer Präventionsmethoden.
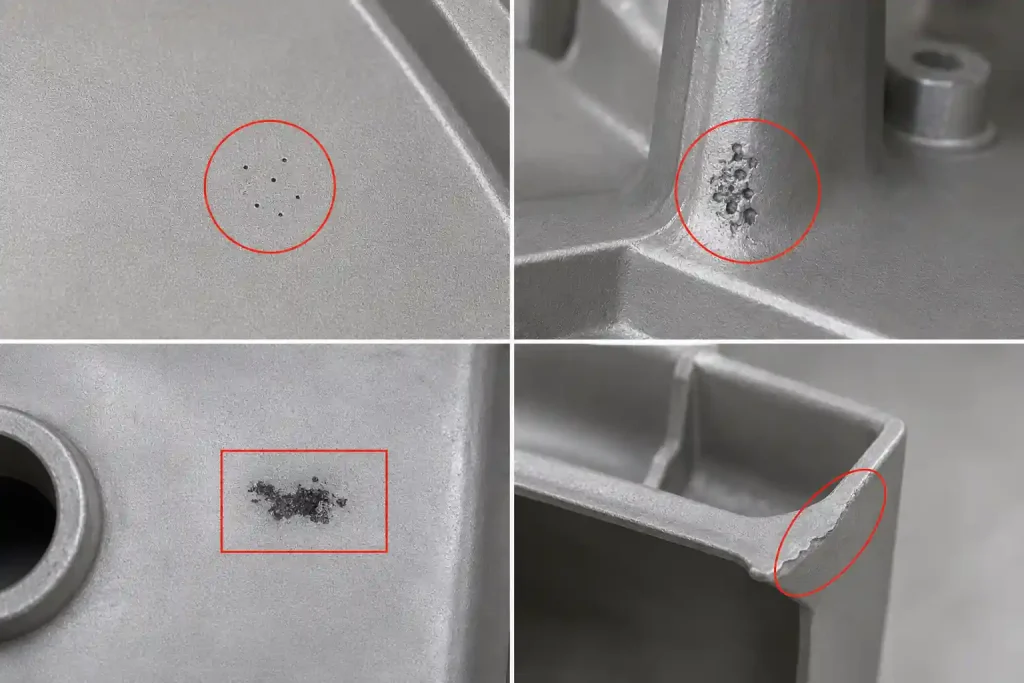
Porosität
Porosität tritt in der Regel in Form von Hohlräumen im Inneren des Teils oder an der Oberfläche nach der CNC-Bearbeitung auf, häufig in bearbeiteten Bereichen, Dichtflächen oder dickwandigen Abschnitten. Bei Bauteilen wie Gehäusen und Pumpengehäusen, die luftdicht sein müssen, kann sich Porosität auf die Erfolgsrate der Druckprüfung auswirken und das Risiko von Nacharbeit oder Ausschuss erhöhen.

Häufige Ursachen sind:
- Unzureichende Entlüftung;
- Eingeschlossene Luft;
- Hoher Wasserstoffgehalt in der Aluminiumschmelze;
- Instabiler Füllprozess.
Zur Vorbeugung ist es in der Regel erforderlich, die Anordnung der Entlüftungsöffnungen zu optimieren, die Füllgeschwindigkeit zu stabilisieren, die Entgasung der Schmelze zu verstärken und die Turbulenzen während des Füllvorgangs zu verringern.
Schrumpfung
Schrumpfung tritt häufig in lokalisierten dicken Abschnitten, Hot Spots oder Wanddickenübergängen auf und zeigt sich als innere Schrumpfung oder Hohlräume, die nach der Bearbeitung sichtbar werden. Bei strukturellen Komponenten oder Teilen, die nachbearbeitet werden müssen, können solche Defekte die strukturelle Festigkeit, die Bearbeitungsstabilität und die Durchgangsraten bei der Prüfung beeinträchtigen.

Häufige Ursachen sind:
- Ungeeignete Fütterungswege;
- Unzureichender Haltedruck oder unangepasste Haltezeit;
- Ungleichmäßige Abkühlung der Form;
- Übermäßige lokale Wandstärke oder abrupte Dickenübergänge.
Der Schwerpunkt der Kontrolle sollte auf der Optimierung der Nachdruckparameter, der Verbesserung der Zuführungswege, dem Ausgleich der Kühlung und der Glättung der Wanddickenübergänge liegen.
Oxideinschlüsse
Oxideinschlüsse zeigen sich als dunkle Flecken, schwarze Punkte oder unterbrochene Bereiche auf der Oberfläche oder in bearbeiteten Abschnitten, die die mechanischen Eigenschaften und die Oberflächenqualität beeinträchtigen können.

Häufige Ursachen sind:
- Eingeschlossene Oxidfilme;
- Unsachgemäße Behandlung der Schmelze;
- Übermäßige Turbulenzen während des Transports;
- Falsche Konfiguration des Filtersystems.
Im Hinblick auf den Prozess sollte das Augenmerk auf die Verbesserung der Schmelzebehandlung, die Verstärkung der Filtrationswirkung, die Minimierung des Taumelns der Metallschmelze und die Standardisierung der täglichen Transportverfahren gerichtet werden.
Kälteschutz
Kaltverformungen treten als lineare oder fadenförmige Linien schlechter Schmelze auf, die in der Regel dort auftreten, wo die Ströme geschmolzenen Metalls zusammenlaufen, in dünnwandigen Bereichen oder am Ende des Füllpfads, was das Aussehen und die strukturelle Kontinuität beeinträchtigen kann.

Häufige Ursachen sind:
- Niedrige Formtemperatur;
- Unzureichende Schmelztemperatur;
- Unzureichende Füllgeschwindigkeit;
- Zu große Fließwege oder unsachgemäße Konstruktion des Kanals.
Diese werden in der Regel durch die Anpassung der Werkzeug- und Schmelzetemperaturen, die Optimierung der Füllkurven und die Verbesserung der Angusskonstruktion zur Minimierung der Wärmeverluste angegangen.
Irrfahrten
Fehlläufe manifestieren sich als örtlich unvollständige Füllung, fehlendes Material oder unvollständige Konturen, oft in dünnwandigen, weit entfernten oder komplexen Läuferbereichen, die die Maßhaltigkeit und die Montageanforderungen beeinträchtigen können.

Häufige Ursachen sind:
- Unzureichender Fülldruck;
- Schlechte Fließfähigkeit der Schmelze;
- Verstopfte Hohlraumentlüftung;
- Niedrige lokale Formtemperatur.
Die Verbesserungen betreffen in erster Linie die Optimierung des Fülldrucks, die Optimierung des Angusskanals, die Sicherstellung klarer Entlüftungswege und die Verbesserung der lokalen Werkzeugtemperaturregelung.
Dimensionsschwankung
Unter Maßschwankungen versteht man die Inkonsistenz von kritischen Maßen über Chargen hinweg, ungleiche Bearbeitungszugaben oder Montageabweichungen, die die Stabilität der CNC-Bearbeitung und -Montage leicht beeinträchtigen können.

Häufige Ursachen sind:
- Zyklische Temperaturschwankungen im Werkzeug;
- Ungleiche Effizienz des Kühlkreislaufs;
- Verformung während der Freigabe des Teils;
- Unangemessene Einstellungen der Bearbeitungszugabe oder unzureichende Überprüfung der Pilotproduktion.
Die Kontrollbemühungen sollten sich auf die Stabilität der Werkzeugtemperatursysteme, die Verteilung der Kühlkreisläufe, das Management des Freigabezeitpunkts und die Festlegung angemessener Bearbeitungszugaben auf der Grundlage von Versuchsdaten konzentrieren.
Neben der Anpassung der Prozessbedingungen für einzelne Defekte sind strukturelle Überprüfungen vor der Formherstellung ebenso wichtig. Bei Gehäusen, Pumpengehäusen, Flanschen oder Stützkomponenten ist es entscheidend, Wanddickenübergänge, lokale Dickstellen, die Lage der bearbeiteten Oberflächen, die Position der Dichtungsflächen, den Entlüftungsraum, die Zuführungswege und die Kühlbedingungen vorab zu prüfen.
Bei der Bewertung von Niederdruck-Aluminiumgussprojekten helfen frühzeitige Konstruktionsprüfungen dabei, Bereiche zu identifizieren, die anfällig für Porosität, Schrumpfung oder Dimensionsrisiken sind, wodurch Qualitätsrisiken während der Werkzeug- und Versuchsproduktionsphasen reduziert werden.
Schlussfolgerung
Niederdruckgussfehler werden in der Regel nicht durch einen einzigen Faktor verursacht. Porosität, Schrumpfung, Oxideinschlüsse, Kaltverschlüsse, Fehlläufe und Maßschwankungen hängen oft mit der Schmelzequalität, der Füllstabilität, der Entlüftung, der Speisung, der Formtemperatur, dem Kühlungsgleichgewicht und der Struktur des Teils zusammen. Daher sollte die Fehlerkontrolle frühzeitig mit Prozessen wie der Schmelzebehandlung, der Entlüftung der Form, der Gestaltung der Speisung, der Temperaturkontrolle und der Überprüfung der Versuchsproduktion beginnen.
Bei Gehäusen, Pumpengehäusen, Halterungen, Rädern und Flanschen aus Aluminiumlegierungen sollten vor der Werkzeugherstellung und während der Versuchsproduktion Konstruktions- und Prozessüberprüfungen durchgeführt werden. Die Konzentration auf Wanddickenübergänge, lokalisierte dicke Abschnitte, Dichtungsflächen, bearbeitete Oberflächen, Entlüftungswege und Zuführungsbedingungen trägt dazu bei, Ausschuss nach der Bearbeitung, Nacharbeit und Schwankungen der Chargenqualität zu reduzieren.





