Die Konstruktion von Aluminiumgussteilen beeinflusst den Aufbau der Gussform, den Metallfluss, das Entformen, den Schwund, Heißstellen, das Bearbeitungsaufmaß und die Maßhaltigkeit. Bei industriellen Bauteilen wie Gehäusen, Endkappen, Halterungen, Pumpengehäusen und Flanschen müssen in der Regel die Gestaltung der Trennlinien, die Wandstärke, der Entformungsschrägung, die Verrundungen, die Vorsprünge, die Versteifungsrippen und die Bohrungspositionen berücksichtigt werden, bevor mit dem Werkzeugbau begonnen wird.
Dieser Leitfaden fasst 10 gängige Konstruktionsfaktoren zusammen, die Ingenieuren helfen sollen, bereits in der Entwurfsprüfungsphase zu erkennen, welche strukturellen Merkmale die Formgebung des Gussteils, die Machbarkeit der Form sowie die anschließende Bearbeitung beeinflussen.
Was versteht man unter dem Begriff „Aluminiumgusskonstruktion“?
Bei der Konstruktion von Aluminiumgussteilen geht es nicht nur darum, ein 3D-Modell zu erstellen, sondern auch darum, die Funktionalität des Bauteils, die Gussverfahren, die Formkonstruktionen, die Entformungsmethoden, den Schwundausgleich, die Bearbeitungszugaben und die Prüfanforderungen gemeinsam zu bewerten.
In der Konstruktionsphase muss zwischen Gussmerkmalen und Bearbeitungsmerkmalen unterschieden werden. Die allgemeine Geometrie, Rippen und Vorsprungsformen können als reine Gussmerkmale betrachtet werden, während Dichtflächen, Befestigungsflächen, Passbohrungen, Lagerbohrungen und Gewindebohrungen in der Regel Bearbeitungszugaben erfordern. Gusstoleranzen und Bearbeitungstoleranzen sollten separat festgelegt werden, um den Anforderungen der Montage gerecht zu werden.
Warum sollte die Konstruktion von Aluminiumgussteilen vor der Werkzeugherstellung überprüft werden?
Der Nutzen einer Überprüfung vor der Werkzeugfertigung liegt darin, die Konstruktionsabsicht mit den fertigungstechnischen Einschränkungen in Einklang zu bringen. Probleme hinsichtlich Trennlinien, Wandstärken, Entformungsschrägen, Hotspots, Hinterschneidungen und Bohrungspositionen bei Aluminiumgussteilen treten häufig erst während des Probegusses, der Formkorrektur, der Bearbeitung oder der Montage zutage, wenn sie nicht bereits in der Zeichnungsphase klar berücksichtigt wurden, was zu erhöhten Nacharbeitskosten führt.
Aus Sicht des DFM (Design for Manufacturing) helfen Überprüfungen vor der Werkzeugfertigung dabei, festzustellen, welche Strukturen für den Guss geeignet sind, an welchen Stellen eine nachträgliche Bearbeitung erforderlich ist und in welchen Bereichen Risiken wie Hotspots, Hinterschneidungen, Abweichungen bei der Bohrungsposition oder unzureichende Bearbeitungszugaben bestehen könnten. Dadurch lassen sich Konstruktionszeichnungen, Formkonzepte, Gussrohlinge und Anforderungen an die nachgelagerte Bearbeitung frühzeitig aufeinander abstimmen.
10 Faktoren bei der Konstruktion von Aluminiumgussteilen
Die folgenden 10 Faktoren sind typische Schwerpunkte hinsichtlich Struktur und Prozess bei der Konstruktionsprüfung von Aluminiumgussteilen. Dazu gehören die Legierungsauswahl, die Formtrennung, der Schrumpfausgleich, das Entformen, Wandstärkenübergänge, lokale Überhitzungsstellen, die Bohrungsauslegung und die nachgelagerte Bearbeitung.
1. Auswahl der Legierung und des Verfahrens
Verschiedene Aluminiumlegierungen unterscheiden sich hinsichtlich ihrer Fließfähigkeit, ihres Schrumpfungsverhaltens und ihrer Zerspanbarkeit, was sich auf die Festlegung von Wandstärken, Verrundungen, Bohrungspositionen und Zerspanungszugaben auswirkt. Bei der Konstruktion sollte sichergestellt werden, dass das Material die Anforderungen an Festigkeit, Korrosionsbeständigkeit und die nachfolgende Bearbeitung erfüllt.
Sandguss, Schwerkraftguss/Dauerformguss, Niederdruckguss, und Druckgussverfahren stellen unterschiedliche Anforderungen an den Formaufbau, die Maßhaltigkeit und die Oberflächengüte. Wird das Verfahren später geändert, müssen Trennlinien, Entformungsschrägen, Bohrungspositionen, Wandstärken und Bearbeitungszugaben in der Regel neu bewertet werden.
2. Trennlinie
Die Trennlinie ist die Stelle, an der die beiden Hälften der Form aufeinandertreffen; ihre Ausgestaltung beeinflusst die Größe des Angusses, das Risiko von Passungsfehlern und den Aufwand für die Nachbearbeitung. Wenn die Trennlinie präzise Dichtflächen, kritische Montageflächen oder sichtbare Außenflächen kreuzt, erschwert dies die anschließende Bearbeitung oder das Schleifen.
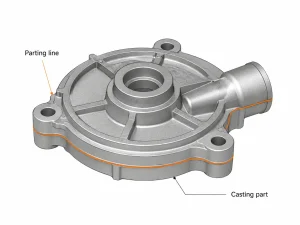
Während der Zeichnungsprüfung sollte die Position der Trennlinie unter Berücksichtigung der Öffnungsrichtung, der Befestigungsschemata für die Bearbeitung und der Prüfbezugspunkte festgelegt werden. Bei Gehäusen oder Flanschen trägt die Festlegung der Trennlinie unter Vermeidung kritischer Funktionsflächen dazu bei, Maßabweichungen aufgrund von Fehlausrichtungen zu reduzieren und somit den Bearbeitungs- und Spannaufwand zu verringern.
3. Schrumpfungsausgleich
Aluminiumlegierungen schrumpfen beim Erstarren und Abkühlen. Das Schrumpfen hängt eng mit dicken Wänden, Vorsprüngen, sich kreuzenden Rippen, großen ebenen Flächen und Schwankungen in der Wandstärke zusammen. In dicken Bereichen kommt es leicht zu Überhitzungen, die zu Schrumpfhohlräumen, Porosität oder inneren Hohlräumen führen können.
Vor der Werkzeugherstellung lassen sich Risiken durch eine Verringerung der lokalen Wandstärke, die Anpassung von Verrundungen, die Festlegung von Zuführbedingungen oder die Optimierung der Kühlung reduzieren. Zulieferer steuern diese Abweichungen in der Regel durch Einstellungen der Schrumpfungsrate, Formkompensation und Zuführschemata. Anhand von Maßberichten nach dem Probeguss wird ermittelt, ob lokale Formkorrekturen oder Anpassungen der Kühlung erforderlich sind.
4. Entwurfswinkel
Der Entformungswinkel sorgt dafür, dass sich das Gussteil reibungslos aus der Form lösen lässt. Der Entformungswinkel muss bei Außenwänden, Innenwänden, tiefen Hohlräumen, Lochwänden, Stegen und Vorsprüngen berücksichtigt werden.
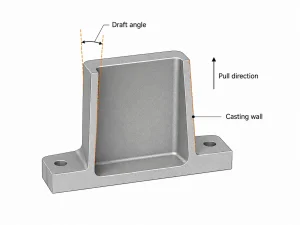
Innenwände, Lochwände und Oberflächen, die mit Kernen in Verbindung stehen, neigen aufgrund von Schrumpfung eher dazu, an der Form oder am Kern zu haften, und erfordern daher sorgfältige Schrägeinstellungen. Eine unzureichende Schräge kann zu Oberflächenabrieb, Festkleben, Verformungen beim Auswerfen oder Formverschleiß führen. Bei Dichtflächen, Befestigungsflächen oder Passbezugspunkten sollte, falls die Gussoberflächen nicht geeignet sind, ein Bearbeitungsaufmaß für die nachträgliche Zerspanung vorgesehen werden.
5. Wandstärke
Die Wandstärke beeinflusst das Füllen, das Abkühlen, das Erstarren und den Schwund. Dünne Wände können zu unvollständigem Füllen, Kaltnähten, Unterfüllungen oder Randhohlräumen führen; umgekehrt können dicke Wände oder abrupte Änderungen der Wandstärke zu Heißstellen, Schwundhohlräumen oder Porosität führen.
Bei der Konstruktion sollte ein gleichmäßiger Übergang der Wandstärke angestrebt werden, wobei abrupte Änderungen zu vermeiden sind. Bei dicken Bereichen lassen sich Risiken durch Aushöhlungen, Gewichtsreduzierung, Rundungsübergänge, Rippenverstärkungen oder die Gestaltung der Zuführung verringern. Kritische Bearbeitungsbereiche erfordern angemessene Aufmaße, sollten jedoch nicht übermäßig dick ausgeführt werden, um diese Aufmaße zu berücksichtigen.
6. Verrundungen und Radien
Verrundungen mildern scharfe Kanten und abrupte Übergänge, verbessern den Metallfluss und verringern Spannungskonzentrationen. Richtig ausgeführte Verrundungen erleichtern Wanddickenübergänge und die Metallausfüllung und reduzieren gleichzeitig lokale Spannungen.
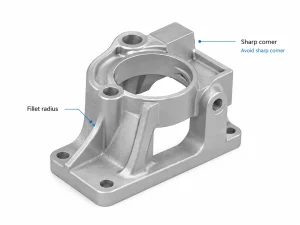
Übermäßig große Angüsse können zu lokalen Metallansammlungen führen und neue Hotspots bilden. Wenn eine rechtwinklige Fügefläche erforderlich ist, empfiehlt es sich, Bearbeitungszugaben für die Nachbearbeitung vorzusehen, anstatt sich ausschließlich auf den Guss zu verlassen, um scharfe Ecken zu erzielen.
7. Chefs
Aufnahmen werden häufig für Befestigungslöcher, Gewindebohrungen, Lagersitze und Positionierungsvorrichtungen verwendet. Sind sie als große massive Blöcke ausgeführt, neigen sie zu lokalen Überhitzungsstellen, was sich auf die Maßhaltigkeit auswirkt.
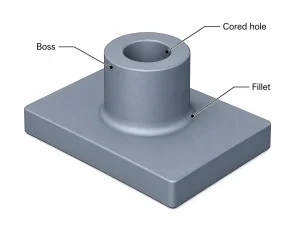
Konstrukteure sollten die Dicke des Ansatzbodens überprüfen, um ein übermäßiges Volumen zu vermeiden und die Befestigungsfestigkeit zu gewährleisten. Die Mitte eines Ansatzes kann mit einer eingegossenen Bohrung oder einer Aufmaßzone für die spätere Bearbeitung gestaltet werden, um Materialansammlungen zu reduzieren. Bei den Ansatzböden sollten Rundungen verwendet und Entformungsschrägen berücksichtigt werden. Gewindebohrungen, Passbohrungen und Lagerbohrungen lassen sich in der Regel leichter kontrollieren, wenn sie nach dem Guss bearbeitet werden.
8. Rippchen
Rippen erhöhen die Steifigkeit und stützen schwache Stellen ab, dienen jedoch nicht dazu, die Hauptwand einfach nur zu verdicken. Zu dicke Rippen oder solche, die sich an einem einzigen Punkt kreuzen, neigen zur Bildung von „Hot Spots“, was zu Zuführungsproblemen führen kann.
Rippenansätze erfordern Filetübergänge, und bei den Rippen selbst müssen Entformungsschrägen berücksichtigt werden. Im Vergleich zu einer einzigen dicken Rippe lassen sich Rippen mittlerer Dicke, die sinnvoll verteilt sind, beim Metallguss und beim Abkühlen leichter kontrollieren und verursachen seltener lokale Verdickungen.
9. Hohlkehlen
Hohlraumkonstruktionen erhöhen die Komplexität der Form und erfordern je nach Verfahren und Teileform unter Umständen Schieber, Kerne, Sand-Einsätze, Metallkerne oder kombinierte Formkonstruktionen.
In der Konstruktionsphase sollte geprüft werden, ob die Hinterschneidung notwendig ist. Lässt sie sich durch eine Anpassung der Öffnungsrichtung, der Bohrungsausrichtung oder der Trennlinie vermeiden, sollte der Vereinfachung der Struktur Vorrang eingeräumt werden. Die Vereinfachung von Hinterschneidungen trägt in der Regel dazu bei, den Wartungsaufwand für die Form zu verringern und das Risiko von Maßschwankungen aufgrund beweglicher Formkomponenten zu senken.
10. Löcher und Fenster
Löcher, Aussparungen, lange Schlitze und Öffnungen beeinflussen den Metallfluss, die Festigkeit der Form, die Entformungsrichtung und die lokale Querschnittsfestigkeit. Befindet sich ein Loch oder eine Aussparung zu nahe am Rand oder ist der Abstand zwischen den Löchern zu gering, wird die lokale strukturelle Integrität beeinträchtigt.
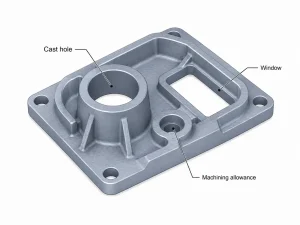
Bei Positionierungsbohrungen, Lagerbohrungen, Gewindebohrungen und Dichtungsbohrungen wird generell davon abgeraten, sich ausschließlich auf eingegossene Maße zu verlassen. Eingegossene Bohrungen, vorgebohrte Bohrungen oder massive Vorsprünge können für die spätere Bearbeitung so ausgelegt werden, dass sie den Anforderungen entsprechen. Bei Gehäusen oder Pumpenkörpern müssen die Positionierung des Kerns, Bearbeitungsbezugspunkte, Prüfbezugspunkte und Bearbeitungszugaben berücksichtigt werden, um die Endmaße, die Genauigkeit der Bohrungspositionen und die Montageanforderungen während der nachfolgenden Bearbeitung leichter kontrollieren zu können.
Schlussfolgerung
Bei der Konstruktion von Aluminiumgussteilen müssen die Funktionalität des Bauteils, die Gussverfahren und die anschließende Bearbeitung gemeinsam bewertet werden. Faktoren wie Legierungen, Trennlinien, Schrumpfung, Entformungsschräge, Wandstärke, Verrundungen, Vorsprünge, Stege, Hinterschneidungen sowie die Anordnung von Bohrungen und Aussparungen beeinflussen die Formkonstruktion, die Füllung, die Entformung, Hot Spots, die Maßhaltigkeit und die Bearbeitungszugaben.
Wenn Sie Aluminiumgehäuse, Endkappen, Halterungen, Pumpengehäuse, Flansche oder andere kundenspezifische Gussteile entwickeln, kann MinHe Foundry Ihre Zeichnung oder 3D-Datei prüfen, bevor mit dem Formenbau begonnen wird. Wir können Ihnen dabei helfen, DFM-Risiken im Zusammenhang mit Trennlinien, dicken Wandstärken, Entformungsschrägen, Hinterschneidungen, Bohrungspositionen und Bearbeitungszugaben zu identifizieren und so die Wahrscheinlichkeit zu verringern, dass diese Probleme erst während der Probeguss- oder Formkorrekturphase auftreten.


