O projeto da fundição de alumínio influencia a estrutura do molde, o fluxo do metal, a desmoldagem, a contração, os pontos quentes, a margem de usinagem e a estabilidade dimensional. No caso de componentes industriais, como caixas, tampas, suportes, corpos de bombas e flanges, o projeto das linhas de separação, espessura das paredes, inclinação, filetes, saliências, nervuras e posições dos orifícios deve, normalmente, ser tido em conta antes do início da produção das ferramentas.
Este guia resume 10 fatores de conceção comuns para ajudar os engenheiros a compreender quais as características estruturais que influenciam a formação da peça fundida, a viabilidade do molde e a maquinagem posterior durante a fase de revisão do projeto.
O que é o projeto de fundição de alumínio?
A conceção de peças fundidas de alumínio não se resume apenas à criação de um modelo 3D; trata-se de avaliar, de forma integrada, a funcionalidade da peça, os processos de fundição, as estruturas dos moldes, os métodos de desmoldagem, a compensação da contração, as margens de maquinagem e os requisitos de inspeção.
Durante a fase de conceção, é necessário distinguir entre características de fundição e características de maquinagem. A geometria geral, as nervuras e as formas dos ressaltos podem ser consideradas características de fundição em bruto, enquanto as superfícies de vedação, as faces de montagem, os orifícios de posicionamento, os orifícios para rolamentos e os orifícios roscados requerem, normalmente, margens de maquinagem. Tolerâncias de fundição e tolerâncias de maquinagem devem ser definidas separadamente para cumprir os requisitos de montagem.
Por que razão o projeto de fundição de alumínio deve ser revisto antes da produção das ferramentas?
O valor de uma revisão pré-ferragem reside no alinhamento da intenção de projeto com as restrições de fabrico. Problemas relacionados com linhas de separação, espessura de parede, inclinação, pontos quentes, recortes e posições dos orifícios em peças fundidas de alumínio surgem frequentemente durante a fundição experimental, a correção do molde, a maquinagem ou a montagem, caso não sejam abordados de forma clara na fase de desenho, aumentando assim os custos de modificação.
Do ponto de vista do DFM (Design for Manufacturing), as revisões prévias à produção ajudam a confirmar quais as estruturas adequadas para fundição, quais as zonas que requerem maquinagem posterior e quais as áreas que podem envolver riscos, tais como pontos quentes, recortes, desvios na posição dos orifícios ou margem de maquinagem insuficiente. Isto permite que os desenhos de projeto, os esquemas dos moldes, as peças em bruto fundidas e os requisitos de maquinagem a jusante sejam alinhados numa fase mais precoce.
10 fatores a ter em conta na conceção de peças fundidas de alumínio
Os 10 fatores a seguir são áreas de foco comuns, tanto estruturais como relacionadas com os processos, nas revisões de projeto de peças fundidas de alumínio. Envolvem a seleção da liga, a divisão do molde, a compensação da contração, a desmoldagem, as transições na espessura das paredes, os pontos de aquecimento localizados, o projeto dos orifícios e a maquinagem posterior.
1. Seleção de ligas e processos
As diferentes ligas de alumínio variam em termos de fluidez, comportamento de contração e usinabilidade, o que influencia as especificações relativas à espessura das paredes, aos filetes, à localização dos orifícios e às margens de usinagem. O projeto deve garantir que o material cumpre os requisitos de resistência, resistência à corrosão ou usinagem posterior.
Fundição em areia, fundição por gravidade/moldes permanentes, fundição a baixa pressão, e os processos de fundição sob pressão apresentam requisitos diferentes no que diz respeito à estrutura do molde, à repetibilidade dimensional e ao acabamento superficial. Se o processo for alterado posteriormente, as linhas de separação, o ângulo de desmoldagem, a localização dos orifícios, a espessura das paredes e as margens de maquinagem requerem, normalmente, uma reavaliação.
2. Linha de separação
A linha de separação é o ponto onde as duas metades do molde se encontram; o seu desenho influencia a dimensão das rebarbas, o risco de desalinhamento e o trabalho de limpeza. Se a linha de separação atravessar superfícies de vedação de precisão, faces de montagem críticas ou superfícies exteriores visíveis, aumentará a dificuldade da maquinagem ou retificação subsequentes.
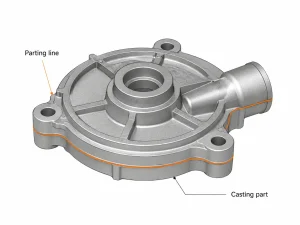
Durante a fase de revisão do desenho, a posição da linha de divisão deve ser determinada tendo em conta a direção de abertura, os esquemas de fixação para maquinagem e os pontos de referência de inspeção. No caso de caixas ou flanges, definir a linha de divisão de forma a evitar superfícies funcionais críticas ajuda a reduzir o desvio dimensional causado pelo desalinhamento, diminuindo assim a dificuldade de processamento e fixação.
3. Compensação do encolhimento
As ligas de alumínio encolhem à medida que se solidificam e arrefecem. O encolhimento está intimamente relacionado com paredes espessas, saliências, nervuras que se cruzam, grandes superfícies planas e variações na espessura das paredes. As áreas espessas são propensas à formação de pontos quentes, o que pode conduzir à formação de cavidades de encolhimento, porosidade ou vazios internos.
Antes da conceção do molde, é possível reduzir os riscos diminuindo a espessura local do material sólido, ajustando os filetes, adicionando condições de alimentação ou otimizando os esquemas de arrefecimento. Os fornecedores gerem normalmente estas variações através de definições da taxa de contração, compensação do molde e esquemas de alimentação. Os relatórios dimensionais após a fundição experimental são utilizados para determinar se são necessárias correções locais no molde ou ajustes no arrefecimento.
4. Ângulo de jato
O ângulo de desmoldagem ajuda a peça fundida a sair suavemente do molde. É necessário ter em conta o ângulo de desmoldagem nas paredes exteriores, paredes interiores, cavidades profundas, paredes de orifícios, nervuras e saliências.
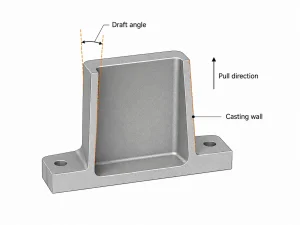
As paredes internas, as paredes dos orifícios e as superfícies relacionadas com os núcleos têm maior tendência para aderir ao molde ou ao núcleo devido ao encolhimento, pelo que requerem definições cuidadosas do ângulo de desbaste. Um ângulo de desbaste insuficiente pode causar arranhões na superfície, aderência, deformação na ejeção ou desgaste do molde. No caso de superfícies de vedação, faces de montagem ou pontos de referência, se as superfícies de fundição não forem adequadas, deve ser reservada uma margem de usinagem para o corte pós-processo.
5. Espessura da parede
A espessura da parede afeta o enchimento, o arrefecimento, a solidificação e a contração. As paredes finas podem levar a um enchimento incompleto, falhas de arrefecimento, enchimento insuficiente ou vazios nas bordas; por outro lado, as paredes espessas ou as variações bruscas de espessura podem causar pontos quentes, cavidades de contração ou porosidade.
O projeto deve procurar uma transição uniforme da espessura da parede, evitando alterações bruscas. Nas áreas mais espessas, os riscos podem ser reduzidos através da perfuração, da redução de peso, de transições em filete, do reforço com nervuras ou do projeto do sistema de alimentação. As áreas críticas de maquinagem requerem margens razoáveis, mas não devem ser tornadas excessivamente espessas para as acomodar.
6. Filetes e raios
Os filetes atenuam os ângulos agudos e as transições abruptas, melhorando o fluxo do metal e reduzindo a concentração de tensões. Filetes adequados facilitam as transições de espessura de parede e o preenchimento do metal, ao mesmo tempo que reduzem as tensões locais.
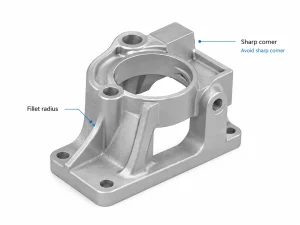
As rebarbas excessivamente grandes podem causar acumulação local de metal, formando novos pontos críticos. Se for necessária uma superfície de montagem em ângulo reto, recomenda-se reservar uma margem de usinagem para o corte pós-processo, em vez de depender inteiramente da fundição para formar cantos agudos.
7. Chefes
Os blocos de fixação são frequentemente utilizados para orifícios de montagem, orifícios roscados, assentos de rolamentos e estruturas de posicionamento. Se forem concebidos como grandes blocos maciços, estão sujeitos a pontos de aquecimento localizados, o que afeta a estabilidade dimensional.
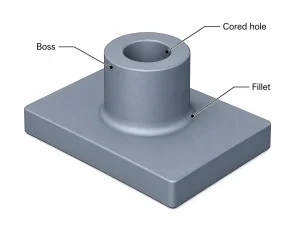
Os projetistas devem verificar a espessura da base do ressalto para evitar um volume sólido excessivo, garantindo assim a resistência da montagem. O centro de um ressalto pode ser projetado com um orifício moldado ou com uma margem para posterior usinagem, a fim de reduzir a acumulação de metal. As bases dos ressaltos devem utilizar transições arredondadas e ter em conta os ângulos de desbaste. Os furos roscados, os furos de posicionamento e os furos para rolamentos são normalmente mais fáceis de controlar quando maquinados após a fundição.
8. Costelas
As nervuras aumentam a rigidez e reforçam as áreas mais frágeis, mas não constituem um método para simplesmente aumentar a espessura da parede principal. As nervuras demasiado espessas ou que se cruzam num único ponto são propensas a pontos de sobreaquecimento, o que pode causar dificuldades na alimentação.
As raízes das nervuras requerem transições em filete, e as próprias nervuras devem ter em conta os ângulos de desbaste. Em comparação com uma única nervura espessa, as nervuras de espessura moderada e distribuídas de forma razoável são mais fáceis de controlar durante o enchimento e o arrefecimento do metal, e são menos propensas a causar espessamento local.
9. Undercuts
As estruturas com recorte aumentam a complexidade do molde e podem exigir corrediças, núcleos, inserções de areia, núcleos metálicos ou estruturas de molde combinadas, dependendo do processo e da forma da peça.
A fase de conceção deve determinar se o recorte é necessário. Se for possível evitá-lo através do ajuste da direção da abertura, da orientação dos orifícios ou da linha de separação, deve dar-se prioridade à simplificação da estrutura. A simplificação dos recortes contribui, em geral, para reduzir a dificuldade de manutenção do molde e diminui o risco de variações dimensionais causadas pelo movimento dos componentes do molde.
10. Buracos e janelas
Os orifícios, as janelas, as ranhuras longas e as aberturas afetam o fluxo do metal, a resistência do molde, a direção de desmoldagem e a resistência local da secção transversal. Se um orifício ou uma janela estiver demasiado próximo da borda, ou se a distância entre os orifícios for demasiado pequena, a integridade estrutural local ficará comprometida.
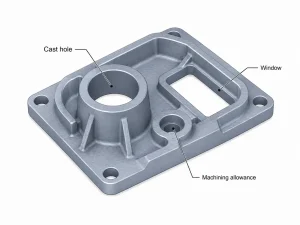
Em geral, não se recomenda basear-se exclusivamente nas dimensões de fundição para os orifícios de localização, orifícios de rolamentos, orifícios roscados e orifícios de vedação. Os furos moldados, os furos pré-perfurados ou os ressaltos maciços podem ser concebidos para posterior maquinagem, de modo a cumprir os requisitos. No caso de caixas ou corpos de bombas, é necessário ter em conta o posicionamento do núcleo, os pontos de referência de maquinagem, os pontos de referência de inspeção e as tolerâncias de maquinagem, para facilitar o controlo das dimensões finais, da precisão do posicionamento dos furos e dos requisitos de montagem durante o processamento posterior.
Conclusão
A conceção de peças fundidas de alumínio requer a avaliação conjunta da funcionalidade da peça, dos processos de fundição e da maquinação posterior. Fatores como as ligas, as linhas de separação, a contração, o ângulo de desmoldagem, a espessura da parede, os filetes, os ressaltos, as nervuras, os recortes e a localização de orifícios/aberturas influenciam a estrutura do molde, o enchimento, a desmoldagem, os pontos quentes, a estabilidade dimensional e as tolerâncias de maquinação.
Se estiver a desenvolver caixas de alumínio, tampas, suportes, corpos de bombas, flanges ou outras peças fundidas personalizadas, a MinHe Foundry pode analisar o seu desenho ou ficheiro 3D antes do início da produção das ferramentas. Podemos ajudar a identificar riscos de DFM (Design for Manufacturing) relacionados com linhas de separação, secções espessas, inclinação, contra-cortes, posições de orifícios e margens de usinagem, reduzindo a probabilidade de estes problemas surgirem apenas durante as fases de fundição experimental ou de correção do molde.


