Конструкция алюминиевого литья влияет на структуру формы, течение металла, извлечение изделия из формы, усадку, появление горячих точек, припуск на механическую обработку и стабильность размеров. При изготовлении промышленных деталей, таких как корпуса, торцевые крышки, кронштейны, корпуса насосов и фланцы, перед началом изготовления пресс-форм, как правило, необходимо учесть расположение линий разъема, толщину стенок, наклон, скругления, выступы, ребра жесткости и расположение отверстий.
В данном руководстве обобщены 10 распространенных факторов проектирования, которые помогут инженерам понять, какие конструктивные особенности влияют на процесс формовки, технологичность формы и последующую механическую обработку на этапе рассмотрения проекта.
Что такое проектирование алюминиевых отливок?
Проектирование алюминиевых отливок — это не просто создание 3D-модели; это комплексный подход, включающий оценку функциональности детали, технологий литья, конструкции форм, методов извлечения отливок, компенсации усадки, припусков на механическую обработку и требований к контролю качества.
На этапе проектирования необходимо проводить различие между элементами, формируемыми при литье, и элементами, подлежащими механической обработке. Общую геометрию, ребра жесткости и формы выступов можно рассматривать как элементы, формируемые при литье, тогда как уплотнительные поверхности, монтажные плоскости, установочные отверстия, подшипниковые отверстия и резьбовые отверстия, как правило, требуют припусков на механическую обработку. Допуски при литье и допуски при механической обработке должны устанавливаться отдельно в соответствии с требованиями к сборке.
Почему перед изготовлением пресс-форм необходимо провести проверку конструкции алюминиевых отливок?
Значение предварительной проверки инструментов заключается в согласовании замысла конструкции с производственными ограничениями. Проблемы, связанные с линиями разъема, толщиной стенок, уклоном, «горячими точками», подрезами и расположением отверстий в алюминиевых отливках, часто возникают во время пробного литья, корректировки формы, механической обработки или сборки, если они не были четко учтены на этапе разработки чертежей, что приводит к увеличению затрат на доработку.
С точки зрения DFM (проектирование с учетом технологичности) предварительные проверки перед изготовлением инструментов помогают определить, какие конструкции подходят для литья, какие участки требуют последующей механической обработки и в каких зонах могут возникнуть риски, такие как «горячие точки», подрезы, отклонения в расположении отверстий или недостаточный припуск на механическую обработку. Это позволяет на раннем этапе согласовать конструкторские чертежи, схемы форм, заготовки для литья и требования к последующей механической обработке.
10 факторов, влияющих на проектирование алюминиевых отливок
Ниже перечислены 10 факторов, которые обычно являются основными направлениями анализа конструкции и технологических процессов при рассмотрении проектов алюминиевых отливок. К ним относятся выбор сплава, линия разъема формы, компенсация усадки, извлечение из формы, переходы толщины стенок, локальные зоны повышенного нагрева, конструкция отверстий и последующая механическая обработка.
1. Выбор сплава и технологического процесса
Различные алюминиевые сплавы отличаются по текучести, характеристикам усадки и обрабатываемости, что влияет на параметры толщины стенок, радиусов скругления, расположения отверстий и припусков на механическую обработку. При проектировании необходимо убедиться, что материал соответствует требованиям по прочности, коррозионной стойкости и последующей механической обработке.
Литье в песчаные формы, литье под действием силы тяжести/литье в постоянных формах, литье под низким давлением, а процессы литья под давлением предъявляют различные требования к конструкции формы, стабильности размеров и качеству поверхности. Если впоследствии происходит изменение технологического процесса, обычно требуется переоценка линий разъема, уклона, расположения отверстий, толщины стенок и припусков на механическую обработку.
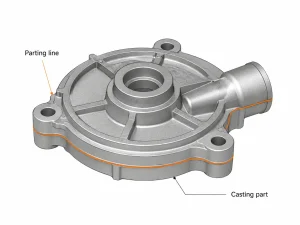
2. Линия разъема
Линия разъема — это место соединения двух половин формы; её конструкция влияет на размер облоя, риск несовпадения деталей и трудоемкость очистки. Если линия разъема пересекает прецизионные уплотнительные поверхности, критически важные монтажные поверхности или видимые наружные поверхности, это усложнит последующую механическую обработку или шлифование.
На этапе рассмотрения чертежей положение линии разъема следует определять с учетом направления раскрытия, схем закрепления деталей при механической обработке и контрольных баз. В случае корпусов или фланцев размещение линии разъема таким образом, чтобы избежать попадания на критические функциональные поверхности, помогает уменьшить отклонения размеров, вызванные несовпадением деталей, что, в свою очередь, снижает сложность обработки и закрепления.
3. Компенсация усадки
Алюминиевые сплавы дают усадку при затвердевании и охлаждении. Усадка тесно связана с толстыми стенками, выпуклостями, пересекающимися ребрами, большими плоскими поверхностями и перепадами толщины стенок. В участках с толстыми стенками часто возникают «горячие точки», что может привести к образованию усадочных пустот, пористости или внутренних пустот.
Перед изготовлением пресс-форм риски можно снизить за счет уменьшения локальной толщины полого, корректировки радиусов скругления, добавления условий подачи материала или оптимизации схем охлаждения. Поставщики обычно регулируют эти отклонения с помощью настроек коэффициента усадки, компенсации пресс-формы и схем подачи материала. Отчеты о размерах, составленные после пробного литья, используются для определения необходимости локальной корректировки пресс-формы или настройки систем охлаждения.
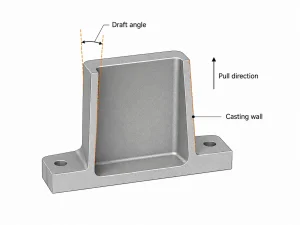
4. Угол наклона
Угол наклона способствует плавному выходу отливки из формы. Угол наклона необходимо учитывать при проектировании наружных и внутренних стенок, глубоких полостей, стенок отверстий, ребер и выступов.
Внутренние стенки, стенки отверстий и поверхности, связанные с сердечниками, с большей вероятностью могут прилипать к пресс-форме или сердечнику из-за усадки, поэтому для них требуется тщательная настройка уклона. Недостаточный уклон может привести к поцарапыванию поверхности, прилипанию, деформации при выталкивании или износу пресс-формы. Для уплотняющих поверхностей, монтажных плоскостей или опорных линий, если поверхности отливки не подходят, следует предусмотреть припуск на механическую обработку для последующей механической обработки.
5. Толщина стенки
Толщина стенок влияет на процесс заполнения, охлаждения, затвердевания и усадки. Тонкие стенки могут привести к неполному заполнению, образованию холодных швов, недостаточному заполнению или появлению пустот по краям; напротив, толстые стенки или резкие перепады толщины могут вызвать появление горячих точек, усадочных полостей или пористости.
При проектировании следует стремиться к плавному переходу толщины стенок, избегая резких изменений. В местах с большой толщиной риски можно снизить за счет вырезания отверстий, уменьшения веса, использования скругленных переходов, армирования ребрами или оптимизации схемы подачи материала. В местах, подвергающихся интенсивной механической обработке, необходимо предусматривать разумные припуски, однако для их обеспечения не следует делать эти участки чрезмерно толстыми.
6. Филеты и радиусы
Скругления сглаживают острые углы и резкие переходы, улучшая течение металла и снижая концентрацию напряжений. Правильно выполненные скругления способствуют плавному изменению толщины стенок и заполнению металлом, а также снижают локальные напряжения.
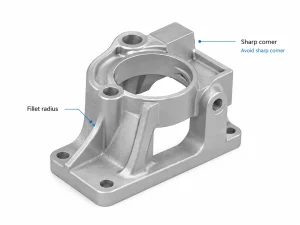
Чрезмерно большие фаски могут привести к локальному скоплению металла и образованию новых зон повышенной температуры. Если требуется поверхность сборки под прямым углом, рекомендуется оставить припуск на последующую механическую обработку, а не полагаться исключительно на литье для формирования острых углов.
7. Боссы
Заглушки широко используются для монтажных отверстий, резьбовых отверстий, седл подшипников и элементов фиксации. Если они выполнены в виде крупных цельных блоков, в них могут возникать локальные зоны повышенного нагрева, что негативно сказывается на стабильности размеров.
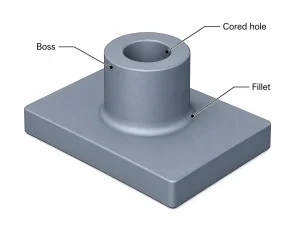
Конструкторы должны проверять толщину основания выступления, чтобы избежать избыточного объема металла и обеспечить прочность крепления. В центре выступления можно предусмотреть литое отверстие или припуск для последующей механической обработки, чтобы уменьшить накопление металла. В основаниях выступов следует использовать скругленные переходы и учитывать углы наклона. Резьбовые отверстия, установочные отверстия и отверстия под подшипники обычно проще контролировать при механической обработке после литья.
8. Ребра
Ребра повышают жесткость и укрепляют слабые участки, но они не являются способом простого утолщения основной стенки. Слишком толстые ребра или ребра, пересекающиеся в одной точке, подвержены образованию «горячих точек», что приводит к затруднениям при подаче материала.
Корни ребер требуют плавных переходов, а в самих ребрах необходимо учитывать углы спуска. По сравнению с одним толстым ребром, ребра умеренной толщины, распределенные с учетом технологических требований, легче контролировать в процессе заливки металла и охлаждения, и они реже приводят к локальному утолщению.
9. Подрезы
Конструкции с подрезами повышают сложность формы и, в зависимости от технологического процесса и формы детали, могут потребовать использования слайдов, сердечников, песчаных вставок, металлических сердечников или комбинированных конструкций форм.
На этапе проектирования следует определить, необходим ли подрез. Если его можно избежать за счет изменения направления открытия, ориентации отверстий или линии разъема, следует отдать приоритет упрощению конструкции. Упрощение подрезов, как правило, способствует снижению сложности технического обслуживания пресс-формы и уменьшает риск колебаний размеров, вызванных перемещением компонентов пресс-формы.
10. Отверстия и окна
Отверстия, окна, длинные прорези и проемы влияют на течение металла, прочность формы, направление извлечения изделия из формы, а также на локальную прочность поперечного сечения. Если отверстие или окно расположено слишком близко к краю или расстояние между отверстиями слишком мало, это приведет к ослаблению локальной прочности конструкции.
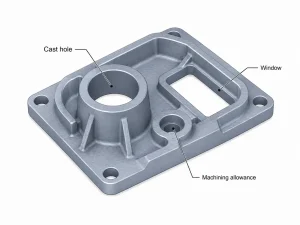
Как правило, не рекомендуется полагаться исключительно на размеры, заложенные в отливке, при определении расположения отверстий, подшипниковых отверстий, резьбовых отверстий и уплотнительных отверстий. Отверстия, залитые в отливку, отверстия с предварительно вырезанным сердечником или сплошные выступы можно спроектировать с расчетом на последующую механическую обработку для обеспечения соответствия требованиям. В случае корпусов или корпусов насосов необходимо учитывать расположение сердечника, базовые плоскости обработки, базовые плоскости контроля и припуски на обработку, чтобы облегчить контроль конечных размеров, точности расположения отверстий и соблюдения требований к сборке на последующих этапах обработки.
Заключение
При проектировании алюминиевых отливок необходимо комплексно оценивать функциональность детали, процессы литья и последующую механическую обработку. Такие факторы, как сплавы, линии разъема, усадка, наклон стенок, толщина стенок, скругления, выступы, ребра жесткости, подрезы, а также расположение отверстий и окон, влияют на конструкцию формы, заполнение, извлечение из формы, появление «горячих точек», стабильность размеров и припуски на механическую обработку.
Если вы занимаетесь разработкой алюминиевых корпусов, торцевых крышек, кронштейнов, корпусов насосов, фланцев или других литых изделий на заказ, компания MinHe Foundry может проанализировать ваш чертеж или 3D-файл до начала изготовления пресс-форм. Мы поможем выявить риски, связанные с технологичностью изготовления (DFM), в частности, касающиеся линий разъема, толстых участков, уклона, подрезов, расположения отверстий и припусков на механическую обработку, что снизит вероятность появления этих проблем только на этапах пробного литья или корректировки формы.


