Литье под низким давлением использует контролируемый процесс заполнения для улучшения потока металла и согласованности партий, однако он не позволяет полностью устранить дефекты литья. Если вентиляция, подача, качество расплава, температура формы или структура детали не контролируются должным образом, все равно могут возникнуть пористость, усадка, оксидные включения, холодные выключения, неправильные пробеги и колебания размеров.
Некоторые из этих дефектов не видны на сырой отливке и могут проявиться только после обработки на станках с ЧПУ, испытаний под давлением или контроля партии. В этой статье рассматриваются распространенные дефекты литья под низким давлением, объясняются их типичные причины и кратко описываются практические методы их предотвращения для деталей из алюминиевого сплава, таких как корпуса, корпуса насосов, кронштейны, колеса и фланцы.
Что такое литье под низким давлением?
Литье под низким давлением это процесс литья, при котором контролируемое низкое давление выталкивает расплавленный алюминий из печи или тигля в металлическую форму. Расплавленный алюминий обычно поступает в полость формы снизу через стояк и поддерживается под давлением во время застывания, чтобы помочь заполнить зоны усадки.
Этот процесс обычно используется для изготовления промышленных деталей, таких как корпуса из алюминиевого сплава, корпуса насосов, колеса, кронштейны и фланцы. Его преимущество заключается в относительно стабильном процессе заполнения, подходящем для отливок, требующих высокого внутреннего качества и постоянства партии, хотя фактическое качество остается зависимым от контроля давления, вентиляции, подачи, температуры и конструкции формы.
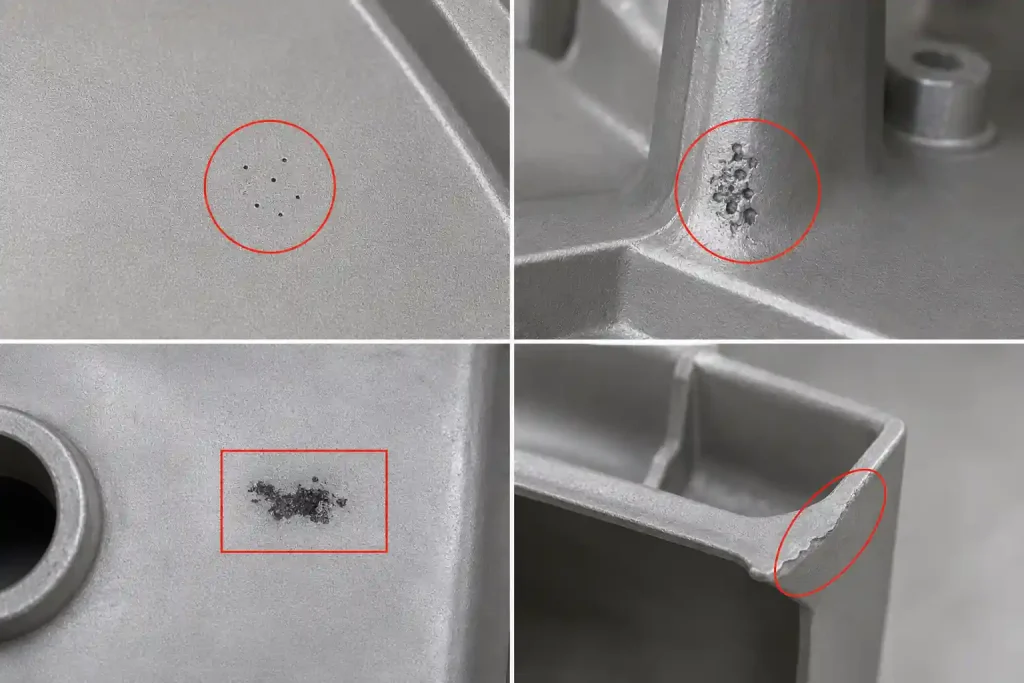
Какие дефекты часто встречаются при литье под низким давлением?
В таблице ниже приведен обзор распространенных типов дефектов и методов их предотвращения:
| Тип дефекта | Общий вид | Методы профилактики |
| Пористость | Небольшие отверстия, внутренние пустоты | Оптимизация вентиляции, дегазации, стабильное наполнение |
| Усадка | Внутренняя усадка в толстых областях | Улучшение конструкции системы подачи, давления и охлаждения |
| Оксидные включения | Поверхностные или внутренние включения | Улучшение фильтрации, снижение турбулентности расплава |
| Холодные затворы | Плохие линии слияния | Контроль температуры формы/расплава, траектории заполнения |
| Ошибки | Неполное заполнение | Оптимизация давления налива, прогонов, вентиляции |
| Колебания размеров | Отклонение от размера, неравномерный припуск | Стабилизация температуры формы, охлаждения и времени выпуска |
В следующих разделах подробно описывается каждый тип дефекта, включая его типичный вид, общие причины и практические методы предотвращения.
Пористость
Пористость обычно проявляется в виде пустот внутри детали или на поверхности после обработки с ЧПУ, часто в обработанных областях, уплотнительных поверхностях или толстостенных секциях. Для таких компонентов, как корпуса и корпуса насосов, требующих герметичности, пористость может повлиять на скорость прохождения испытания давлением и увеличить риск повторной обработки или брака.

К распространенным причинам относятся:
- Недостаточная вентиляция;
- Захваченный воздух;
- Высокое содержание водорода в расплаве алюминия;
- Нестабильный процесс наполнения.
Для предотвращения этого обычно требуется оптимизация расположения вентиляционных отверстий, стабилизация скорости розлива, усиление дегазации расплава и снижение турбулентности в процессе розлива.
Усадка
Усадка часто возникает в локальных толстых участках, горячих точках или переходах толщины стенки, проявляясь в виде внутренней усадки или пустот, обнажающихся после механической обработки. Для конструктивных элементов или деталей, требующих последующей механической обработки, такие дефекты могут повлиять на прочность конструкции, стабильность обработки и уровень прохождения контроля.

К распространенным причинам относятся:
- Неправильные пути кормления;
- Недостаточное давление прижима или несоответствующее время прижима;
- Неравномерное охлаждение формы;
- Чрезмерная толщина стенок или резкие переходы толщины.
Основное внимание при контроле должно быть уделено оптимизации параметров давления выдержки, улучшению путей подачи, балансировке систем охлаждения и сглаживанию переходов толщины стенок.
Оксидные включения
Оксидные включения проявляются в виде темных пятен, черных вкраплений или прерывистых участков на поверхности или обработанных участках, что может ухудшить механические свойства и качество поверхности.

К распространенным причинам относятся:
- Захваченные оксидные пленки;
- Неправильная обработка расплава;
- Чрезмерная турбулентность во время транспортировки;
- Неправильная конфигурация системы фильтрации.
Что касается технологического процесса, то следует обратить внимание на улучшение обработки расплава, усиление фильтрационных эффектов, минимизацию кувыркания расплавленного металла и стандартизацию ежедневных процедур транспортировки.
Холодные затворы
Холодные швы выглядят как линейные или нитевидные линии плохого сплавления, обычно возникающие в местах слияния потоков расплавленного металла, в тонкостенных областях или в конце пути заполнения, что потенциально может повлиять на внешний вид и структурную целостность.

К распространенным причинам относятся:
- Низкая температура пресс-формы;
- Недостаточная температура расплава;
- Недостаточная скорость заправки;
- Избыточные пути потока или неправильная конструкция бегунка.
Обычно эти проблемы решаются путем корректировки температуры пресс-формы и расплава, оптимизации кривых заполнения и улучшения конструкции бегунов для минимизации тепловых потерь.
Ошибки
Пропуски проявляются в виде локального неполного заполнения, отсутствия материала или неполных контуров, часто в тонкостенных, удаленных или сложных участках бегунка, что может повлиять на целостность размеров и требования к сборке.

К распространенным причинам относятся:
- Недостаточное давление наполнения;
- Плохая текучесть расплава;
- Заблокированная вентиляция полости;
- Низкая температура локальной формы.
Улучшения в первую очередь связаны с оптимизацией давления наполнения, оптимизацией конструкции бегунков, обеспечением свободных путей отвода воздуха и улучшением локального контроля температуры в пресс-форме.
Колебания размеров
Колебания размеров - это несоответствие критических размеров в партиях, неравномерные припуски на обработку или отклонения при сборке, которые могут легко повлиять на стабильность обработки и сборки с ЧПУ.

К распространенным причинам относятся:
- Циклические колебания температуры в пресс-форме;
- Неравномерная эффективность холодильного контура;
- Деформация при отсоединении детали;
- Необоснованные настройки припусков на обработку или недостаточная проверка опытного производства.
Усилия по контролю должны быть сосредоточены на стабильности температурных систем пресс-форм, распределении контуров охлаждения, управлении временем выпуска и установлении разумных допусков на обработку на основе данных испытаний.
Помимо корректировки технологических условий для устранения отдельных дефектов, не менее важна проверка конструкции перед изготовлением пресс-формы. Для корпусов, корпусов насосов, фланцев или опорных компонентов очень важно предварительно проверить переходы толщины стенок, местные толстые участки, расположение обработанных поверхностей, положение уплотнительных поверхностей, вентиляционное пространство, пути подачи и условия охлаждения.
При оценке проектов алюминиевого литья под низким давлением раннее рассмотрение конструкции помогает выявить участки, подверженные пористости, усадке или размерным рискам, что позволяет снизить риски качества на этапах изготовления оснастки и опытного производства.
Заключение
Дефекты литья под низким давлением, как правило, не вызваны каким-то одним фактором. Пористость, усадка, оксидные включения, холодные пропуски, неправильные пробеги и колебания размеров часто связаны с качеством расплава, стабильностью заполнения, вентиляцией, подачей, температурой формы, балансом охлаждения и структурой детали. Поэтому борьба с дефектами должна начинаться на ранних этапах с таких процессов, как обработка расплава, вентиляция пресс-формы, проектирование подачи, контроль температуры и проверка пробного производства.
Для корпусов из алюминиевых сплавов, корпусов насосов, кронштейнов, колес и фланцев необходимо провести анализ конструкции и технологического процесса перед изготовлением инструмента и во время пробного производства. Уделение внимания переходам толщины стенок, локальным толстым участкам, уплотнительным поверхностям, обработанным поверхностям, путям удаления воздуха и условиям подачи помогает сократить количество брака после обработки, повторных работ и отклонений качества партии.





