Если вы в настоящее время оцениваете способы литья алюминиевых корпусов, кронштейнов, фланцев, деталей насосов или структурных опор, различия между литьем под низким давлением и гравитационным литьем будут напрямую влиять на стоимость формы, однородность заготовок и последующие риски механической обработки. Реальный вопрос часто заключается не в том, какой процесс по своей сути "лучше", а в том, какой из них лучше подходит для конкретных производственных требований вашего текущего проекта. В данном руководстве анализируется логика выбора процесса на основе методов заливки расплавленного алюминия, характеристик деталей и соображений стоимости полного цикла.
Что такое литье алюминия под низким давлением?
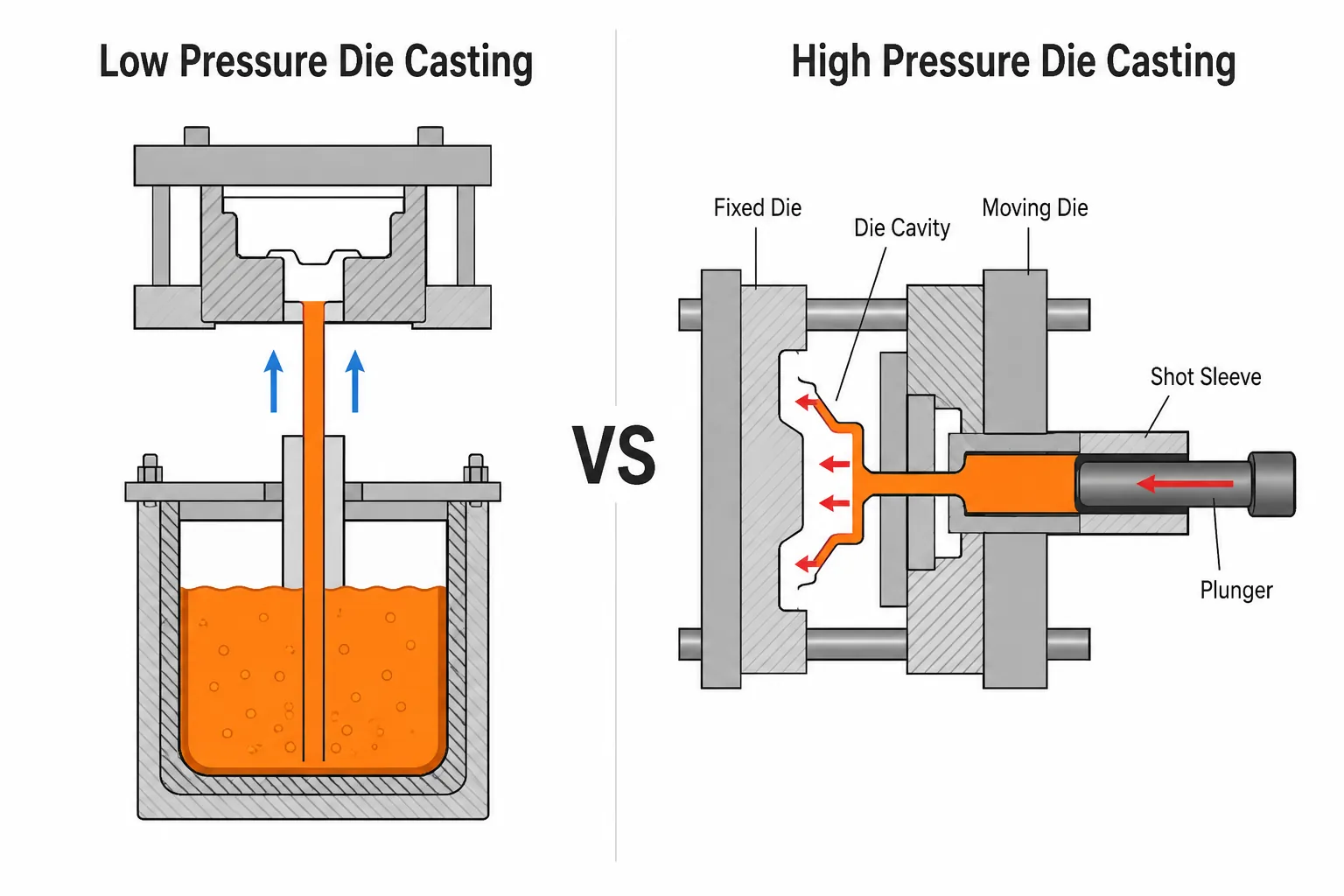
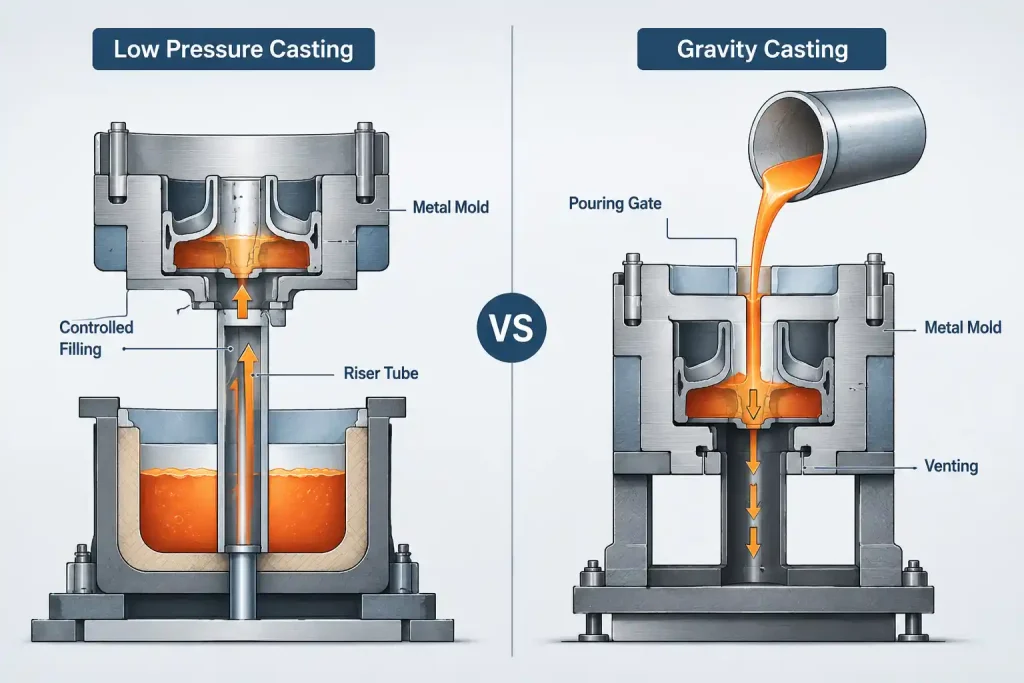
При литье под низким давлением расплавленный алюминий находится в тигле и выталкивается в металлическую форму под контролируемым низким давлением, подаваемым через стояк. Расплавленный металл обычно поступает в полость формы снизу, а скорость заполнения и давление можно точно регулировать с помощью технологических параметров, причем на этапе затвердевания часто применяется постоянное давление для облегчения подачи. Для алюминиевых деталей, требующих контролируемого заполнения и стабильных заготовок, алюминиевое литье низкого давления часто оценивается на ранних этапах планирования процесса.
Что такое гравитационное литье алюминия?
При гравитационном литье алюминия используется естественная сила тяжести для подачи расплавленного металла в металлическую форму, при этом используется относительно простая система оборудования и оснастки. На практике скорость заливки, температура формы и конструкция вентиляционных отверстий являются критическими факторами для контроля качества заливки. Для алюминиевых деталей с относительно прямой формой и четкой траекторией заливки, гравитационное литьё может стать практичным вариантом постоянной формы.
В чем разница между литьем под низким давлением и гравитационным литьем?
Понимание различий в методах заполнения, системах пресс-форм и управления процессом очень важно для оценки проекта.
| Измерение оценки | Литье под низким давлением | Гравитационное литье |
| Способ наполнения | Давление газа выталкивает металл в форму | Естественное самотечное поступление в форму |
| Стабильность наполнения | Контролируемые и повторяемые | Зависит от скорости налива и вентиляции |
| Внутреннее качество | Лучший контроль пористости, усадки и плотности | Зависит от конструкции заливки, вентиляции и подачи |
| Пресс-формы и оборудование | Более сложный | Проще |
| Первоначальная стоимость оснастки | Выше | Нижний |
| Объем производства | Подходит для стабильных средних и больших объемов | Подходит для малых и средних объемов |
| Риск механической обработки | Хорошая консистенция заготовки, легче контролировать | Лучше для небольшого количества обрабатываемых поверхностей или умеренных требований к качеству |
| Типичные детали | Корпуса, ступицы, детали насосов, конструктивные элементы | Кронштейны, фланцы, крышки, соединители |
Фундаментальное различие заключается в том, как расплавленный алюминий попадает в форму: при литье под низким давлением добавляется контроль давления, система стояков и фаза выдержки, в то время как гравитационное литье в большей степени зависит от координации контроля заливки, температуры формы и конструкции вентиляционных отверстий. Эти различия не только влияют на качество детали, но и диктуют последующую конструкцию формы, требования к контролю качества и темпы производства.
Когда следует выбирать литье под низким давлением?

Литье под низким давлением лучше всего подходит для проектов, в которых приоритет отдается последовательности обработки и внутреннему качеству. Приоритет на ранних этапах оценки стоит отдавать деталям, обладающим следующими характеристиками:
- Внутренние требования к качеству: Если отливка не может иметь открытую пористость или усадку, или должна пройти строгие испытания на давление/протечки, литье под низким давлением является первоочередной задачей.
- Высокий коэффициент обработки: При наличии большого количества обработанных поверхностей последовательные припуски на обработку напрямую влияют на риск брака, связанного с внутренними дефектами.
- Стабильная доставка партий: Для проектов, уже находящихся в стабильном массовом производстве, возможность управления процессом литья под низким давлением эффективно снижает колебания, вызванные ручным управлением.
- Требовательность к питанию: Детали с локальными толстыми участками или сложными переходами толщины стенок выигрывают от постоянной подачи под давлением для оптимизации качества затвердевания.
Когда стоит выбрать гравитационное литье?

Гравитационное литье обладает уникальными преимуществами в плане первоначальных инвестиций и темпов развития; это не просто "дешевый заменитель":
- Простые структурные детали: Если структура детали простая, с четкими путями заливки, гравитационное литье позволяет использовать более экономичную конфигурацию формы.
- Этапы разработки и испытаний: Для разработки продукции, испытаний небольших партий или проектов с умеренным спросом гравитационное литье обеспечивает большую гибкость при обслуживании формы и быстрой модификации.
- Надежные качественные характеристики: Для алюминиевых деталей с равномерной толщиной стенок и умеренными требованиями к внутреннему качеству гравитационное литье позволяет добиться надежной точности размеров и качества поверхности.
- Итерация дизайна: Если в ходе реализации проекта в конструкцию могут быть внесены изменения, гравитационное литье обычно позволяет быстрее и проще вносить изменения в форму.
Какой процесс подходит для обычных алюминиевых деталей?
В реальных проектах выбор процесса должен зависеть от конкретного типа детали и производственных рисков.
| Тип детали | Рекомендуемое направление | Логика |
| Корпуса | Низкое давление или гравитация | Выбирайте LP для уплотнений/обработки; Gravity для простых корпусов |
| Ступицы/Запчасти | Склоняйтесь к низкому давлению | Высокие требования к стабильности и консистенции наполнителя |
| Кронштейны | Наклонитесь к гравитации | Простая конструкция; более экономичные инвестиции в оснастку |
| Фланцы | Наклонитесь к гравитации | Правильная форма; подходит для экономичного гравитационного налива |
| Запчасти для насосов | Склоняйтесь к низкому давлению | Основное внимание уделяется внутреннему качеству, герметичности и стабильности обработки |
| Поддерживает | В каждом конкретном случае | LP для высоких нагрузок/обработки; Gravity для стандартных конструкций |
Следует отметить, что для одной и той же детали могут потребоваться разные процессы в зависимости от толщины стенки, расположения обработанных элементов, требований к уплотнению и размера партии. Приведенная выше таблица служит лишь предварительным инструментом для принятия решений, а не абсолютным правилом.
Стоимость и производственные соображения
При принятии решения о выборе рекомендуется учитывать весь жизненный цикл производства. Более низкая первоначальная цена пресс-формы не обязательно означает самую низкую общую стоимость производства, поскольку количество брака, риски переделки, припуски на обработку и колебания качества существенно влияют на структуру затрат.
Литье под низким давлением требует более высоких первоначальных инвестиций, но если проект предполагает обширную механическую обработку или требует строгого контроля количества брака, то более высокая однородность заготовок может компенсировать часть первоначальных затрат и повысить долгосрочную стабильность производства. Гравитационное литье, между тем, предлагает очевидные экономические преимущества с точки зрения первоначальных инвестиций и затрат на обслуживание формы.
О DFM Review для проектов по литью алюминия
Даже если тип детали предварительно определен, окончательный процесс все равно требует оценки деталей чертежа. Предварительный анализ Проектирования для производства (DFM) может помочь определить, что лучше соответствует реальным производственным условиям - литье под низким давлением или гравитационное литье. Для более широкого планирования процесса эти маршруты также следует сравнить с другими алюминиевое литьё маршруты в зависимости от марки сплава, степени обработки и объема производства.
В ходе анализа, оценивая требования к чертежам, толщину стенок, марку материала, припуски на обработку, объемы и стандарты качества, можно определить, какой маршрут будет более подходящим для удовлетворения потребностей проекта.
Заключение
Для изготовления деталей из алюминиевых сплавов подходят как литье под низким давлением, так и гравитационное литье, различия между которыми заключаются главным образом в методах заполнения и контроле процесса. Литье под низким давлением лучше подходит для проектов, требующих высокого внутреннего качества, стабильности обработки и долгосрочной стабильности партии; гравитационное литье больше подходит для чувствительных к затратам, быстрых разработок и простых деталей малых и средних партий. Окончательный выбор должен основываться на всестороннем анализе целевых показателей, объемов производства, бюджетов пресс-форм и требований к последующей обработке.