Si actualmente está evaluando rutas de fundición para carcasas de aluminio, soportes, bridas, piezas de bombas o soportes estructurales, las diferencias entre la fundición a baja presión y la fundición por gravedad afectarán directamente a los costes del molde, la consistencia de la pieza en bruto y los riesgos de mecanizado posteriores. A menudo, la verdadera cuestión no es qué proceso es intrínsecamente "mejor", sino cuál se adapta mejor a los requisitos de fabricación específicos de su proyecto actual. Esta guía analiza la lógica de selección de procesos en función de los métodos de llenado de aluminio fundido, las características de la pieza y las consideraciones de coste del ciclo completo.
¿Qué es la fundición de aluminio a baja presión?
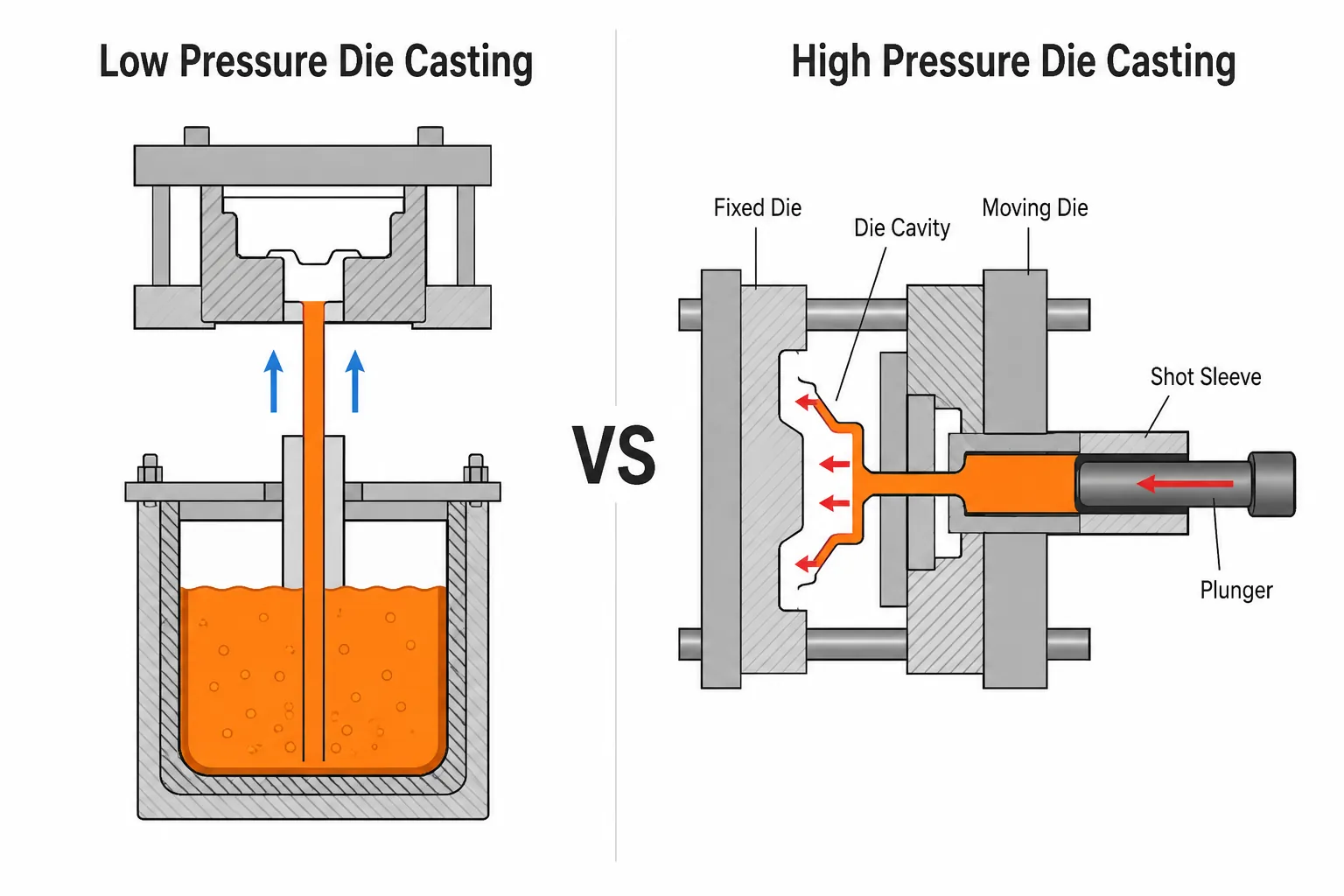
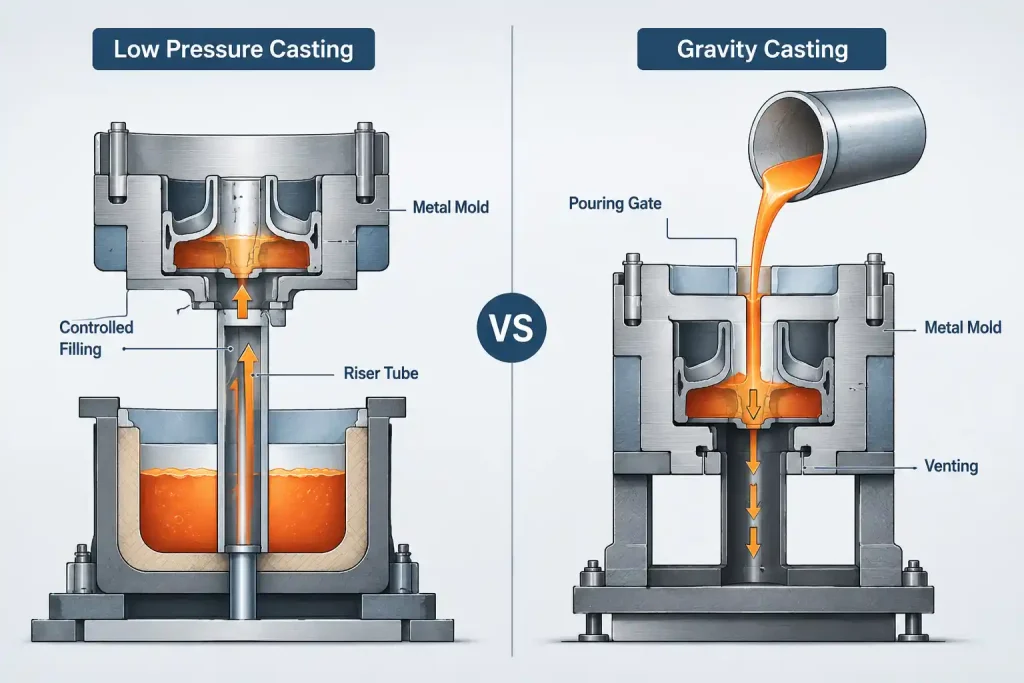
En la fundición a baja presión, el aluminio fundido se mantiene en un crisol y se introduce en un molde metálico mediante una baja presión controlada aplicada a través de un tubo ascendente. El metal fundido suele entrar en la cavidad del molde desde abajo, y tanto la velocidad de llenado como la presión pueden regularse con precisión mediante parámetros de proceso, aplicándose a menudo una presión sostenida durante la fase de solidificación para ayudar a la alimentación. Para piezas de aluminio que requieren un llenado controlado y piezas en bruto estables, fundición de aluminio de baja presión suele evaluarse durante la planificación inicial del proceso.
¿Qué es la fundición de aluminio por gravedad?
La fundición de aluminio por gravedad se basa en la fuerza natural de la gravedad para hacer fluir el metal fundido hacia el interior del molde metálico, utilizando un equipo y un sistema de utillaje relativamente sencillos. En la práctica, la velocidad de colada, la temperatura del molde y el diseño de la ventilación son los factores críticos para controlar la calidad del llenado. Para piezas de aluminio con una forma relativamente directa y una trayectoria de colada clara, fundición por gravedad puede ser una opción práctica de molde permanente.
¿Qué diferencias hay entre la fundición a baja presión y la fundición por gravedad?
Comprender las diferencias en los métodos de llenado, los sistemas de moldes y el control de procesos es esencial para la evaluación de los proyectos.
| Dimensión de evaluación | Fundición a baja presión | Fundición por gravedad |
| Método de llenado | La presión del gas empuja el metal dentro del molde | Flujo natural por gravedad hacia el molde |
| Estabilidad de llenado | Controlado y repetible | Depende de la velocidad de vertido y de la ventilación |
| Calidad interna | Mejor control de la porosidad, la contracción y la densidad | Depende del diseño del vertido, la ventilación y la alimentación |
| Moldes y equipos | Más complejo | Más sencillo |
| Coste inicial de utillaje | Más alto | Baja |
| Volumen de producción | Adecuado para un volumen estable de medio a alto | Adecuado para volúmenes pequeños y medianos |
| Riesgo de mecanizado | Buena consistencia del blanco, más fácil de controlar | Mejor para menos superficies mecanizadas o necesidades de calidad moderadas |
| Piezas típicas | Carcasas, cubos, piezas de bombas, piezas estructurales | Soportes, bridas, tapas, conectores |
La diferencia fundamental radica en la forma en que el aluminio fundido entra en el molde: la fundición a baja presión añade control de la presión, un sistema de subida y una fase de mantenimiento; mientras que la fundición por gravedad se basa más en la coordinación del control del vertido, la temperatura del molde y el diseño de la ventilación. Estas diferencias no sólo afectan a la calidad de la pieza, sino que también determinan el diseño posterior del molde, los requisitos de control de calidad y el ritmo de producción.
¿Cuándo elegir la fundición a baja presión?

La fundición a baja presión es la más adecuada para proyectos que priorizan la consistencia del mecanizado y la calidad interna. Merece la pena priorizarla en las primeras evaluaciones cuando las piezas presentan las siguientes características:
- Requisitos internos de calidad: Si la pieza fundida no puede tener porosidad o contracción expuestas, o debe superar rigurosas pruebas de presión/fugas, la fundición a baja presión es la consideración primordial.
- Alto ratio de mecanizado: Si hay muchas superficies mecanizadas, la coherencia de las tolerancias de mecanizado incide directamente en el riesgo de rechazo relacionado con los defectos internos.
- Entrega estable por lotes: Para los proyectos que ya se encuentran en producción en serie estable, la capacidad de control del proceso de fundición a baja presión reduce eficazmente las fluctuaciones causadas por el funcionamiento manual.
- Exigentes requisitos de alimentación: Las piezas con secciones gruesas localizadas o transiciones de espesor de pared complejas se benefician de la alimentación asistida por presión sostenida para optimizar la calidad de la solidificación.
¿Cuándo elegir el moldeo por gravedad?

La fundición por gravedad ofrece ventajas únicas en cuanto a inversión inicial y ritmo de desarrollo; no es un mero "sustituto de bajo coste":
- Piezas estructurales simples: Si la estructura de la pieza es sencilla, con trayectorias de vertido claras, el moldeo por gravedad permite una configuración del molde más económica.
- Fases de desarrollo y ensayo: Para el desarrollo de productos, pruebas de lotes pequeños o proyectos con una demanda moderada, la fundición por gravedad ofrece una mayor flexibilidad en el mantenimiento de moldes y modificaciones rápidas.
- Calidad sólida: Para piezas de aluminio con espesor de pared uniforme y requisitos moderados de calidad interna, la fundición por gravedad consigue una precisión dimensional y un acabado superficial fiables.
- Iteración del diseño: Si es probable que el diseño sufra modificaciones durante el proyecto, el moldeo por gravedad suele facilitar ajustes del molde más rápidos y sencillos.
¿Qué proceso se adapta a las piezas comunes de aluminio?
En los proyectos reales, la selección del proceso debe volver al tipo de pieza específica y a los riesgos de fabricación implicados.
| Tipo de pieza | Dirección recomendada | Lógica |
| Carcasas | Baja presión o gravedad | Elija LP para necesidades de sellado/mecanizado; Gravedad para cáscaras sencillas |
| Bujes/Piezas de carga | Inclinarse hacia la baja presión | Altos requisitos de estabilidad y consistencia de llenado |
| Soportes | Inclinarse hacia la gravedad | Estructura sencilla; inversión en utillaje más rentable |
| Bridas | Inclinarse hacia la gravedad | Forma regular; adecuada para un vertido por gravedad económico |
| Piezas de bombas | Inclinarse hacia la baja presión | Se centra en la calidad interna, el sellado y la estabilidad del mecanizado |
| Admite | Caso por caso | LP para alta carga/mecanizado; Gravedad para estructuras estándar |
Hay que tener en cuenta que una misma pieza puede requerir procesos diferentes en función de las variaciones del grosor de la pared, la colocación de los elementos mecanizados, los requisitos de estanquidad y el tamaño del lote. La tabla anterior sólo sirve como herramienta preliminar para la toma de decisiones, no como regla absoluta.
Coste y producción
A la hora de tomar decisiones de selección, es aconsejable tener en cuenta todo el ciclo de vida de la producción. Un presupuesto inicial de molde más bajo no representa necesariamente el coste total de fabricación más bajo, ya que las tasas de desecho, los riesgos de retrabajo, las asignaciones de mecanizado y las fluctuaciones de calidad afectan significativamente a la estructura de costes.
La fundición a baja presión requiere una mayor inversión inicial, pero si el proyecto implica un mecanizado exhaustivo o exige un control estricto de la tasa de desechos, la mayor consistencia de la pieza en bruto puede compensar parte de los costes iniciales y mejorar la estabilidad de la fabricación a largo plazo. La fundición por gravedad, por su parte, ofrece claras ventajas económicas en términos de inversión inicial y costes de mantenimiento del molde.
Acerca de la revisión DFM para proyectos de fundición de aluminio
Aunque el tipo de pieza se haya determinado de forma preliminar, el proceso final sigue requiriendo la evaluación de los detalles de los planos. Una revisión temprana del Diseño para la Fabricación (DFM) puede ayudar a determinar si la fundición a baja presión o la fundición por gravedad se ajustan mejor a las condiciones reales de fabricación. Para una planificación más amplia del proceso, estas rutas también deben compararse con otras fundición de aluminio rutas en función del grado de aleación, la tolerancia de mecanizado y el volumen de producción.
Durante la revisión, la evaluación de los requisitos de los planos, el grosor de las paredes, el grado del material, los márgenes de mecanizado, los volúmenes y las normas de calidad pueden confirmar qué ruta es más propicia para satisfacer las necesidades del proyecto.
Conclusión
Tanto la fundición a baja presión como la fundición por gravedad son adecuadas para piezas de aleación de aluminio, con diferencias derivadas principalmente de los métodos de llenado y el control del proceso. La fundición a baja presión es más adecuada para proyectos que requieren una alta calidad interna, estabilidad de mecanizado y consistencia de los lotes a largo plazo; la fundición por gravedad es más apropiada para el desarrollo rápido y sensible a los costes y para piezas sencillas de lotes pequeños y medianos. La selección final debe basarse en un análisis exhaustivo de los objetivos de rendimiento, los volúmenes de producción, los presupuestos de moldes y los requisitos de mecanizado posterior.