La fundición a presión a baja presión (LPDC) y la fundición a presión a alta presión (HPDC) son dos métodos habituales para la fabricación de componentes de aleación de aluminio. Ambos procesos utilizan moldes metálicos, pero se diferencian en el comportamiento de llenado, el nivel de presión, el control de calidad interno, la velocidad de producción y la estructura de costes. Este artículo compara sus definiciones, ventajas e inconvenientes, así como los factores típicos que influyen en la elección de piezas industriales de aluminio.
¿Qué es la fundición a baja presión?
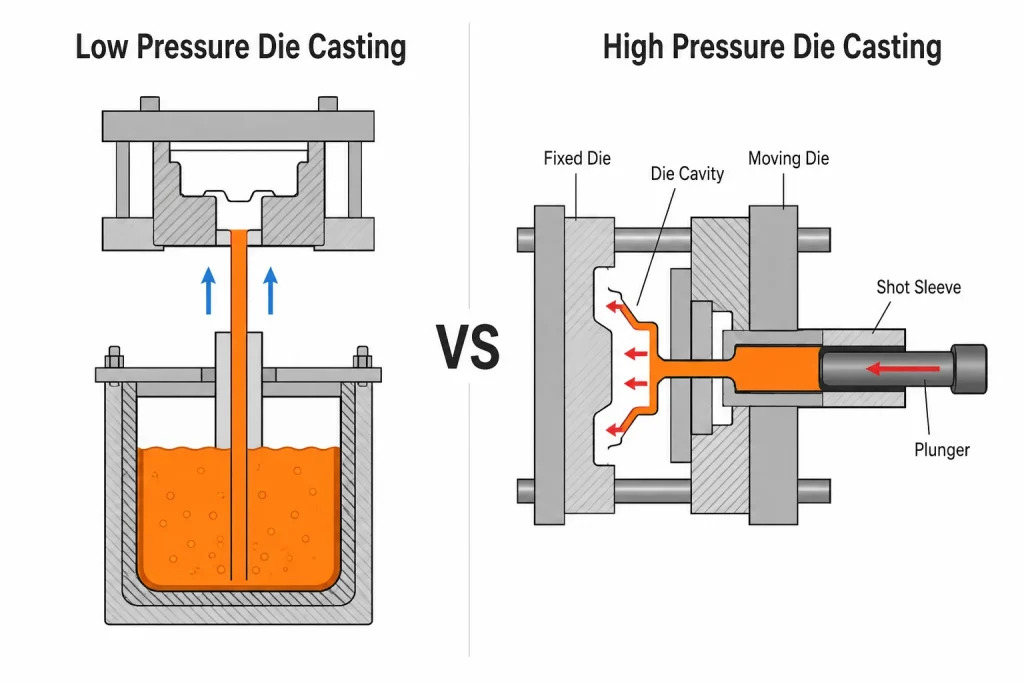
La fundición a presión a baja presión es un proceso en el que el aluminio fundido se impulsa hacia arriba desde un horno o crisol sellado hacia un molde metálico mediante una presión de gas baja y controlada. El aluminio entra en la cavidad del molde de abajo hacia arriba a través de un tubo de alimentación. Cuando se controlan las condiciones del proceso, este llenado gradual ayuda a reducir la turbulencia. Este método suele ser adecuado para piezas de aluminio que requieren calidad interna, estanqueidad a la presión o un rendimiento mecánico estable.

Ventajas de la fundición a presión a baja presión
A la hora de evaluar los métodos de fabricación de componentes para los que el rendimiento es fundamental, a menudo se tiene en cuenta la fundición a baja presión (LPDC) debido a su capacidad para garantizar la integridad metalúrgica. Las siguientes ventajas ponen de relieve por qué este proceso se elige con frecuencia para aplicaciones funcionales y estructurales del aluminio.
Mejores propiedades mecánicas
Dado que el metal fundido se introduce en la cavidad de forma gradual desde la parte inferior, el proceso permite mantener una presión constante durante la fase de solidificación. Esto contribuye a mejorar la alimentación y puede dar lugar a una mayor densidad interna en las piezas estructurales de aluminio, en las que la fiabilidad es una prioridad.
Menor porosidad
Dado que el proceso utiliza un llenado controlado a baja velocidad, el riesgo de que queden burbujas de gas es menor en comparación con los métodos de inyección a alta velocidad. Cuando se controlan factores como la ventilación, la calidad de la masa fundida, la temperatura del molde y los tiempos de mantenimiento de la presión, esto ayuda a reducir el riesgo de porosidad interna por gas en piezas como carcasas de bombas y componentes a prueba de presión.
Alta precisión dimensional
Este método suele elegirse para componentes de aluminio de tamaño medio a grande que requieren unas dimensiones uniformes. Esta estabilidad puede ayudar a simplificar el mecanizado CNC posterior a la fundición y a reducir el margen de material necesario para la inspección final.
Buen acabado superficial
La superficie de la pieza fundida suele ser adecuada para aplicaciones funcionales. En los casos en que la pieza requiera montaje o tolerancias específicas, el proceso de fundición, de gran estabilidad, proporciona una base que a menudo puede acabarse mediante un mecanizado secundario.
Mayor aprovechamiento de los materiales
Este método permite un uso eficiente del metal. El aluminio fundido que queda en el tubo de subida una vez que la pieza se ha solidificado suele poder reciclarse directamente de nuevo en el horno, lo que reduce el desperdicio de material en proyectos que implican piezas de fundición de aluminio más pesadas.
Adecuado para piezas de aluminio de mayor tamaño
Este proceso se suele elegir para piezas estructurales de aluminio en las que el tamaño y la solidez interna son fundamentales, como carcasas de bombas, ruedas, tapas, tapas de extremo y diversos soportes.
Precio razonable para piezas de volumen medio
Cuando un proyecto requiere volúmenes de producción moderados, los costes de utillaje y equipamiento pueden compensarse con menores índices de desechos y una menor necesidad de intervenciones intensivas de corrección de la calidad tras el moldeo, en comparación con la inyección a alta velocidad.
Inconvenientes de la fundición a presión a baja presión
Si bien el proceso LPDC ofrece importantes ventajas en cuanto a la calidad interna, es importante tener en cuenta las limitaciones operativas que pueden afectar a los plazos del proyecto y a los presupuestos iniciales.
Menor velocidad de producción
El tiempo de ciclo suele ser más largo que en los métodos de alta presión, ya que las fases de llenado y solidificación requieren más tiempo para garantizar la integridad estructural de la pieza.
Mayor coste de los equipos y las herramientas
El sistema requiere un horno sellado y equipos de fundición especializados, además de moldes permanentes resistentes, lo que a menudo supone una inversión inicial considerable en comparación con otros métodos de fundición.
Capacidad limitada para paredes delgadas
Dependiendo de la geometría y el diseño, este proceso suele ser menos eficaz para fabricar secciones de paredes extremadamente finas o elementos de pequeño tamaño y gran complejidad en comparación con los métodos de alta presión.
Requisitos más exigentes en materia de control de procesos
Para obtener resultados uniformes es necesario gestionar con precisión la curva de presión-tiempo, los gradientes térmicos del molde y la calidad de la masa fundida, lo que requiere una supervisión operativa por parte de personal con experiencia.
Menos adecuado para piezas pequeñas con un volumen muy elevado
En el caso de la producción a gran escala de componentes pequeños y ligeros, la mayor duración del ciclo suele hacer que este método resulte menos rentable que la fundición a presión.
¿Qué es la fundición a presión?
La fundición a presión es un proceso en el que se inyecta metal fundido en un molde de acero cerrado a gran velocidad y alta presión. Este método se utiliza ampliamente para piezas de aluminio y aleaciones de zinc. Es adecuado para paredes delgadas, formas complejas, repetibilidad dimensional y producción en grandes volúmenes. A la hora de evaluar este proceso, hay que tener en cuenta la retención de gases y la porosidad interna, debido a la naturaleza del llenado a alta velocidad que caracteriza a la inyección.

Ventajas de la fundición a presión de alta presión
En los proyectos en los que la eficiencia en la producción y la complejidad geométrica son los factores principales, la fundición a presión de alta presión (HPDC) ofrece ventajas claras. Los siguientes puntos detallan las prestaciones que convierten a este proceso en un elemento fundamental para la fabricación a gran escala.
Alta velocidad de producción
La combinación de ciclos rápidos de inyección y enfriamiento permite tiempos de fabricación muy cortos, lo cual es esencial para proyectos que requieren grandes volúmenes de producción.
Capacidad de pared delgada
La elevada velocidad y la presión de inyección empujan el metal fundido hacia las secciones más delgadas del molde, lo que permite que este proceso produzca piezas con paredes muy finas y geometrías complejas que, de otro modo, serían difíciles de rellenar.
Geometría compleja de las piezas
Las altas presiones de inyección permiten reproducir detalles precisos, como nervaduras finas, salientes y aberturas pequeñas, algo difícil de conseguir con métodos de fundición más lentos.
Repetibilidad en espacios de alta dimensión
Dado que el proceso se basa en matrices de acero de alta precisión y en parámetros de máquina automatizados, permite producir grandes lotes de piezas con dimensiones muy uniformes, lo que reduce la variación entre miles de unidades.
Buen acabado superficial
Las piezas fundidas suelen presentar un buen aspecto superficial tal y como salen del molde, lo que puede ayudar a reducir o eliminar la necesidad de costosos tratamientos superficiales secundarios de acabado estético en las zonas de montaje.
Menor coste unitario con un gran volumen
Aunque el coste inicial de los troqueles de acero de alta precisión es considerable, el elevado ritmo de producción y los tiempos de ciclo más cortos pueden reducir significativamente el coste por unidad cuando se reparte entre grandes volúmenes de fabricación.
Inconvenientes de la fundición a presión
A pesar de la elevada eficiencia y repetibilidad que ofrece el HPDC, la alta velocidad del proceso plantea retos específicos que requieren una ingeniería minuciosa y un control de calidad riguroso.
Mayor riesgo de porosidad
Dado que el metal fundido se inyecta a altas velocidades, puede producirse el atrapamiento de gas en el interior de la cavidad del molde. Si la ventilación, el diseño de la entrada de material y la velocidad de inyección no están equilibrados, esto puede dar lugar a porosidad interna que puede afectar al comportamiento estructural o a la estanqueidad de la pieza.
Opciones limitadas de tratamiento térmico y soldadura
Debido a la posibilidad de que queden gases atrapados, se debe comprobar la integridad estructural de las piezas fabricadas mediante este método antes de aplicar cualquier tratamiento térmico o proceso de soldadura, ya que estos pueden provocar la aparición de ampollas en la superficie.
Elevado coste de las herramientas
La necesidad de utilizar matrices de acero de alta precisión supone una elevada inversión inicial, lo que hace que este proceso resulte menos adecuado para la creación de prototipos o para proyectos con requisitos inciertos o de bajo volumen.
Menos adecuado para piezas grandes o de paredes gruesas
Los componentes de gran tamaño pueden verse limitados por la fuerza de cierre disponible de la máquina y por las dificultades que plantea controlar la solidificación térmica en secciones gruesas a altas velocidades de inyección.
La calidad interna requiere un control minucioso
La calidad final de la pieza depende en gran medida de la ingeniería de procesos, lo que incluye el diseño del sistema de canales, la ubicación de los desbordes, la asistencia por vacío y el control de la inyección.
Fundición a presión a baja presión frente a la fundición a presión a alta presión: ¿cuál es la diferencia?
La elección del proceso de fundición adecuado depende de los requisitos específicos de su proyecto, ya que tanto la fundición a baja presión (LPDC) como la fundición a alta presión (HPDC) ofrecen ventajas únicas en cuanto a la dinámica de llenado y la geometría de las piezas. Para ayudar a aclarar estas diferencias, en la tabla siguiente se resumen las principales diferencias técnicas entre estos dos métodos de fabricación.
| Factor | Fundición a baja presión (LPDC) | Fundición a alta presión (HPDC) |
| Método de llenado | Llenado ascendente controlado | Inyección a alta velocidad y alta presión en un molde de acero cerrado |
| Nivel de presión | Menor presión con llenado gradual del molde | Mayor presión con un llenado rápido de la cavidad |
| Flujo de metal | Un flujo más estable con menor riesgo de turbulencias | Un caudal más rápido que requiere un diseño cuidadoso de la ventilación y el rebosadero |
| Riesgo de porosidad | Suele ser menor cuando se controlan la temperatura y la presión del molde | Más propenso a la acumulación de gas debido al llenado a alta velocidad |
| Propiedades mecánicas | A menudo adecuado para piezas que requieren densidad interna o estanqueidad a la presión | Adecuado para piezas de gran volumen con requisitos generales de resistencia |
| Espesor de pared | Más adecuado para componentes de aluminio de pared media y grande | Más adecuado para paredes delgadas y geometrías complejas |
| Acabado superficial | Superficie estable tal y como sale del molde para zonas funcionales, que suelen someterse a mecanizado | Superficie fina tal y como sale del molde, para zonas estéticas o de montaje |
| Precisión dimensional | Control dimensional estable para piezas de tamaño mediano a grande | Gran repetibilidad en la producción a gran escala |
| Velocidad de producción | Tiempo de ciclo más lento debido al llenado controlado | Tiempo de ciclo más rápido para la fabricación de gran volumen |
| Coste de utillaje | Requiere moldes permanentes y maquinaria específica | Requiere matrices de acero de alta precisión y máquinas de fundición a presión |
| Coste unitario | A menudo resulta una opción razonable para piezas funcionales de volumen medio | A menudo es menor cuando el coste de las herramientas se distribuye entre grandes volúmenes de producción |
| Aplicaciones típicas | Ruedas, carcasas de bombas, tapas de cierre, carcasas estructurales | Carcasas para el sector de la automoción, carcasas electrónicas, soportes de pared delgada, conectores |
¿Qué proceso es mejor para las piezas de aluminio?
A la hora de determinar la vía de fabricación óptima, es importante ir más allá de los niveles básicos de presión o del precio por pieza. El proceso de toma de decisiones debe guiarse por los requisitos específicos de ingeniería y del proyecto, como la aplicación prevista del componente de aluminio, los estándares de calidad necesarios y la escala global de producción.
La fundición a presión a baja presión (LPDC) suele ser más adecuada para piezas de aluminio de tamaño medio a grande que requieran estanqueidad al gas, propiedades mecánicas estables o que estén destinadas a aplicaciones estructurales, como carcasas de bombas, tapas o ruedas. Para componentes de aluminio similares, los ingenieros también pueden comparar fundición a baja presión y fundición por gravedad antes de seleccionar el proceso definitivo. Este proceso resulta especialmente eficaz cuando el plan de producción incluye un mecanizado CNC posterior a la fundición o pruebas de estanqueidad muy rigurosas. Por el contrario, la fundición a presión de alta presión (HPDC) suele ser la opción preferida para piezas de aluminio de paredes delgadas, complejas o de gran volumen, en las que el tiempo de ciclo, la repetibilidad dimensional y los bajos costes unitarios son los factores principales. Este método suele ser la opción adecuada para componentes como carcasas de automoción, conectores y soportes de pared delgada, en los que la rapidez y la uniformidad son esenciales.
Conclusión
La decisión entre la fundición a presión a baja presión y la fundición a presión a alta presión implica encontrar un equilibrio entre los requisitos técnicos y la rentabilidad de la producción. En última instancia, su elección debe basarse en una comprensión clara de los objetivos del proceso y de las limitaciones de fabricación.
El proceso LPDC suele ser más adecuado para piezas de aluminio de tamaño medio a grande que requieren un llenado estable, estanqueidad a la presión y una calidad interna superior. Por el contrario, el HPDC suele ser la opción más eficiente para piezas de paredes delgadas, complejas o de gran volumen, en las que la velocidad de producción y los costes unitarios son fundamentales; la elección final debe tener en cuenta la geometría de la pieza, el volumen de producción anual, los requisitos de la aleación, el margen de mecanizado y las normas de calidad específicas.