Niederdruck-Druckguss (LPDC) und Hochdruck-Druckguss (HPDC) sind zwei gängige Verfahren zur Herstellung von Bauteilen aus Aluminiumlegierungen. Beide Verfahren nutzen Metallformen, unterscheiden sich jedoch hinsichtlich des Füllverhaltens, des Druckniveaus, der internen Qualitätskontrolle, der Produktionsgeschwindigkeit und der Kostenstruktur. Dieser Artikel vergleicht ihre Definitionen, Vor- und Nachteile sowie typische Auswahlkriterien für industrielle Aluminiumteile.
Was ist Niederdruckgießen?
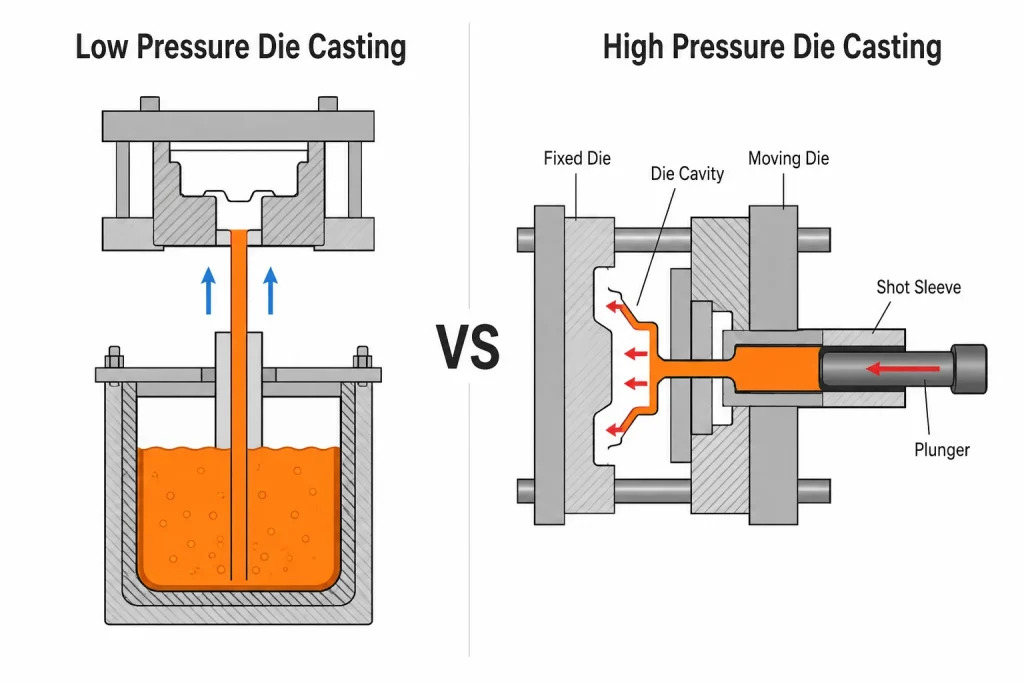
Beim Niederdruck-Druckguss wird geschmolzenes Aluminium unter kontrolliertem, niedrigem Gasdruck aus einem geschlossenen Ofen oder Tiegel nach oben in eine Metallform gedrückt. Das Aluminium gelangt von unten nach oben durch ein Angussrohr in den Formhohlraum. Bei kontrollierten Prozessbedingungen trägt diese schrittweise Befüllung dazu bei, Turbulenzen zu verringern. Dieses Verfahren eignet sich häufig für Aluminiumteile, bei denen es auf innere Qualität, Druckdichtheit oder stabile mechanische Eigenschaften ankommt.

Vorteile des Niederdruck-Druckgusses
Bei der Bewertung von Fertigungsverfahren für leistungskritische Bauteile wird häufig das Niederdruck-Druckgussverfahren (LPDC) in Betracht gezogen, da es die metallurgische Integrität gewährleistet. Die folgenden Vorteile verdeutlichen, warum dieses Verfahren häufig für funktionale und strukturelle Aluminium-Anwendungen gewählt wird.
Bessere mechanische Eigenschaften
Da das geschmolzene Metall schrittweise von unten in den Formhohlraum eingespeist wird, sorgt dieses Verfahren für einen gleichmäßigen Druck während der Erstarrungsphase. Dies trägt zu einer verbesserten Einspeisung bei und kann bei Aluminium-Konstruktionsteilen, bei denen Zuverlässigkeit im Vordergrund steht, zu einer besseren inneren Dichte führen.
Geringere Porosität
Da bei diesem Verfahren eine kontrollierte Befüllung mit geringer Geschwindigkeit zum Einsatz kommt, ist das Risiko der Gaseinschlüsse im Vergleich zu Hochgeschwindigkeits-Spritzgussverfahren geringer. Wenn Faktoren wie Entlüftung, Schmelzqualität, Formtemperatur und Druckhaltezeiten entsprechend gesteuert werden, trägt dies dazu bei, das Risiko von interne Gasporosität in Bauteilen wie Pumpengehäusen und druckdichten Komponenten.
Hochdimensionale Exaktheit
Diese Methode wird häufig für mittelgroße bis große Aluminiumbauteile gewählt, bei denen gleichbleibende Abmessungen erforderlich sind. Diese Maßhaltigkeit kann dazu beitragen, die CNC-Bearbeitung nach dem Guss zu vereinfachen und den für die Endkontrolle erforderlichen Materialzuschlag zu reduzieren.
Gute Oberflächenbeschaffenheit
Die Gussoberfläche eignet sich in der Regel für funktionale Anwendungen. In Fällen, in denen das Bauteil montiert werden muss oder bestimmte Toleranzen erfordert, bietet das stabile Gussverfahren eine Grundlage, die häufig durch eine nachträgliche Bearbeitung veredelt werden kann.
Höhere Materialausnutzung
Dieses Verfahren ermöglicht eine effiziente Metallausnutzung. Das geschmolzene Aluminium, das nach dem Erstarren des Bauteils im Angussrohr verbleibt, kann in der Regel direkt in den Ofen zurückgeführt werden, wodurch sich der Materialabfall bei Projekten mit schwereren Aluminiumgussteilen verringert.
Geeignet für größere Aluminiumteile
Dieses Verfahren wird häufig für Aluminium-Konstruktionsteile gewählt, bei denen Abmessungen und innere Festigkeit entscheidend sind, wie beispielsweise Pumpengehäuse, Laufräder, Abdeckungen, Endkappen und verschiedene Halterungen.
Angemessene Kosten für Teile mit mittlerem Produktionsvolumen
Wenn ein Projekt moderate Produktionsmengen erfordert, können die Werkzeug- und Ausrüstungskosten durch geringere Ausschussquoten und einen im Vergleich zum Hochgeschwindigkeitsspritzguss geringeren Bedarf an aufwendigen Qualitätskorrekturen nach dem Guss ausgeglichen werden.
Nachteile des Niederdruck-Druckgussverfahrens
Der LPDC-Prozess bietet zwar erhebliche Vorteile für die interne Qualität, doch ist es wichtig, die betrieblichen Einschränkungen zu berücksichtigen, die sich auf die Projektzeitpläne und die ursprünglichen Budgets auswirken können.
Geringere Produktionsgeschwindigkeit
Die Zykluszeit ist in der Regel länger als bei Hochdruckverfahren, da die Füll- und Erstarrungsphasen mehr Zeit erfordern, um die strukturelle Integrität des Bauteils zu gewährleisten.
Höhere Kosten für Ausrüstung und Werkzeuge
Das Verfahren erfordert einen geschlossenen Ofen und spezielle Gießanlagen sowie langlebige Dauerformen, was im Vergleich zu anderen Gießverfahren oft mit einem erheblichen Anfangsinvestitionsbedarf verbunden ist.
Eingeschränkte Eignung für dünnwandige Bauteile
Je nach Geometrie und Konstruktion ist dieses Verfahren im Vergleich zu Hochdruckverfahren in der Regel weniger geeignet für die Herstellung extrem dünnwandiger Bauteile oder sehr filigraner, kleiner Details.
Höhere Anforderungen an die Prozesssteuerung
Um gleichbleibende Ergebnisse zu erzielen, müssen die Druck-Zeit-Kurve, die Temperaturgradienten in der Form und die Schmelzqualität präzise gesteuert werden, was eine erfahrene Betriebsüberwachung erfordert.
Weniger geeignet für sehr große Mengen an Kleinteilen
Bei der Massenfertigung kleiner, leichter Bauteile ist dieses Verfahren aufgrund der längeren Zykluszeit oft weniger kosteneffizient als der Hochdruckguss.
Was ist Hochdruckguss?
Beim Hochdruckguss wird geschmolzenes Metall mit hoher Geschwindigkeit und hohem Druck in eine geschlossene Stahlform eingespritzt. Dieses Verfahren wird häufig für Bauteile aus Aluminium- und Zinklegierungen eingesetzt. Es eignet sich für dünnwandige Bauteile, komplexe Geometrien, hohe Maßhaltigkeit und die Serienfertigung in großen Stückzahlen. Bei der Bewertung dieses Verfahrens sollten Gaseinschlüsse und innere Porosität berücksichtigt werden, da die Form mit hoher Geschwindigkeit befüllt wird.

Vorteile des Hochdruck-Druckgusses
Bei Projekten, bei denen Produktionseffizienz und geometrische Komplexität im Vordergrund stehen, bietet das Hochdruck-Druckgussverfahren (HPDC) deutliche Vorteile. Die folgenden Punkte erläutern die Leistungsmerkmale, die dieses Verfahren zu einem festen Bestandteil der Großserienfertigung machen.
Hohe Produktionsgeschwindigkeit
Die Kombination aus schnellen Spritzguss- und Kühlzyklen ermöglicht sehr kurze Fertigungszeiten, was für Projekte mit hohen Stückzahlen unerlässlich ist.
Thin-Wall-Fähigkeit
Die hohe Geschwindigkeit und der hohe Einspritzdruck drücken die Metallschmelze in die dünnen Bereiche der Form, wodurch mit diesem Verfahren Teile mit sehr dünnen Wänden und komplexen Geometrien hergestellt werden können, die sich auf andere Weise nur schwer ausfüllen ließen.
Komplexe Teilgeometrie
Hohe Einspritzdrücke tragen dazu bei, feine Details wie dünne Stege, Vorsprünge und kleine Öffnungen abzubilden, was mit langsameren Gussverfahren nur schwer zu erreichen ist.
Wiederholbarkeit in hohen Dimensionen
Da der Prozess auf hochpräzisen Stahlwerkzeugen und automatisierten Maschinenparametern basiert, können große Chargen von Bauteilen mit sehr gleichbleibenden Abmessungen hergestellt werden, wodurch Abweichungen bei Tausenden von Einheiten reduziert werden.
Gute Oberflächenbeschaffenheit
Gussteile weisen in der Regel ein gutes Oberflächenbild im Gusszustand auf, wodurch sich der Bedarf an kostspieligen nachträglichen Oberflächenbehandlungen zur optischen Aufbereitung an den Montagebereichen verringern oder ganz vermeiden lässt.
Niedrigere Stückkosten bei hohen Stückzahlen
Zwar sind die Anschaffungskosten für hochpräzise Stahlwerkzeuge beträchtlich, doch können die hohe Produktionsrate und die kürzeren Taktzeiten die Stückkosten erheblich senken, wenn sie auf große Produktionsmengen verteilt werden.
Nachteile des Hochdruckdruckgusses
Trotz der hohen Effizienz und Wiederholgenauigkeit, die das HPDC-Verfahren bietet, bringt die hohe Geschwindigkeit des Prozesses spezifische Herausforderungen mit sich, die eine sorgfältige technische Planung und Qualitätsüberwachung erfordern.
Erhöhtes Porositätsrisiko
Da geschmolzenes Metall mit hoher Geschwindigkeit eingespritzt wird, kann es innerhalb des Formhohlraums zur Gasansammlung kommen. Sind Entlüftung, Angussauslegung und Einspritzgeschwindigkeit nicht aufeinander abgestimmt, kann dies zu innerer Porosität führen, die die strukturelle Festigkeit oder die Druckdichtigkeit des Bauteils beeinträchtigen kann.
Eingeschränkte Möglichkeiten bei der Wärmebehandlung und beim Schweißen
Da mit eingeschlossenen Gasen zu rechnen ist, sollten die mit diesem Verfahren hergestellten Teile vor jeder Wärmebehandlung oder jedem Schweißvorgang auf ihre strukturelle Integrität geprüft werden, da diese Verfahren zur Bildung von Blasen an der Oberfläche führen können.
Hohe Werkzeugkosten
Der Bedarf an hochpräzisen Stahlwerkzeugen ist mit hohen Anfangsinvestitionen verbunden, weshalb sich dieses Verfahren weniger für die Prototypenentwicklung oder für Projekte mit ungewissem oder geringem Stückzahlbedarf eignet.
Weniger geeignet für große oder dickwandige Teile
Bei großen Bauteilen können Einschränkungen durch die verfügbare Schließkraft der Maschine sowie durch die Schwierigkeiten bei der Steuerung der thermischen Erstarrung in dicken Wandstärken bei hohen Einspritzgeschwindigkeiten auftreten.
Interne Qualität erfordert sorgfältige Kontrolle
Die Qualität des Endprodukts hängt in hohem Maße von der Verfahrenstechnik ab, einschließlich der Auslegung des Angusssystems, der Anordnung der Überlaufkanäle, der Vakuumunterstützung und der Einspritzüberwachung.
Niederdruck- vs. Hochdruck-Druckguss: Was ist der Unterschied?
Die Wahl des richtigen Gussverfahrens hängt von den spezifischen Anforderungen Ihres Projekts ab, da sowohl der Niederdruck-Druckguss (LPDC) als auch der Hochdruck-Druckguss (HPDC) einzigartige Vorteile hinsichtlich der Fülldynamik und der Bauteilgeometrie bieten. Um diese Unterschiede zu verdeutlichen, sind in der folgenden Tabelle die wichtigsten technischen Unterschiede zwischen diesen beiden Fertigungsverfahren aufgeführt.
| Faktor | Niederdruckgießen (LPDC) | Druckgießen (HPDC) |
| Methode der Befüllung | Kontrollierte Befüllung von unten nach oben | Hochgeschwindigkeits-Hochdruck-Einspritzung in eine geschlossene Stahlform |
| Druckstufe | Geringerer Druck bei schrittweiser Formbefüllung | Höherer Druck bei schneller Formfüllung |
| Metallfluss | Stabilere Strömung mit geringerem Turbulenzrisiko | Eine höhere Durchflussmenge, die eine sorgfältige Auslegung der Entlüftung und des Überlaufs erfordert |
| Porositätsrisiko | In der Regel niedriger, wenn Schimmelformtemperatur und Druck geregelt werden | Anfälliger für Gaseinschlüsse aufgrund der schnellen Befüllung |
| Mechanische Eigenschaften | Häufig geeignet für Bauteile, bei denen eine hohe innere Dichte oder Druckdichtheit erforderlich ist | Geeignet für Teile in Großserien mit allgemeinen Festigkeitsanforderungen |
| Wanddicke | Eignet sich besser für Aluminiumkomponenten mit mittlerer Wandstärke und größere Aluminiumkomponenten | Besser geeignet für dünnwandige und komplexe Geometrien |
| Oberfläche | Stabile Gussoberfläche für Funktionsbereiche, die häufig bearbeitet werden | Feine Gussoberfläche für optische oder Montagebereiche |
| Maßgenauigkeit | Stabile Maßhaltigkeit bei mittelgroßen bis großen Bauteilen | Hohe Wiederholgenauigkeit bei der Großserienfertigung |
| Produktionsgeschwindigkeit | Längere Zykluszeit aufgrund der kontrollierten Befüllung | Kürzere Taktzeiten für die Großserienfertigung |
| Werkzeugkosten | Erfordert Dauerformen und spezielle Ausrüstung | Erfordert hochpräzise Stahlformen und Druckgussmaschinen |
| Stückkosten | Oft sinnvoll für Funktionsteile mit mittlerem Stückzahlvolumen | Oft niedriger, wenn sich die Werkzeugkosten auf hohe Produktionsmengen verteilen |
| Typische Anwendungen | Räder, Pumpengehäuse, Enddeckel, Konstruktionsgehäuse | Gehäuse für die Automobilindustrie, Elektronikgehäuse, dünnwandige Halterungen, Steckverbinder |
Welches Verfahren eignet sich besser für Aluminiumteile?
Bei der Festlegung des optimalen Fertigungsverfahrens ist es wichtig, über einfache Druckwerte oder Stückpreise hinauszublicken. Der Entscheidungsprozess sollte sich an Ihren spezifischen technischen und projektbezogenen Anforderungen orientieren, wie beispielsweise dem Verwendungszweck des Aluminiumbauteils, den erforderlichen Qualitätsstandards und dem Gesamtumfang der Produktion.
Das Niederdruck-Druckgussverfahren (LPDC) eignet sich im Allgemeinen besser für mittelgroße bis große Aluminiumteile, die gasdicht sein müssen, stabile mechanische Eigenschaften aufweisen sollen oder für strukturelle Anwendungen wie Pumpengehäuse, Abdeckungen oder Räder vorgesehen sind. Bei ähnlichen Aluminiumkomponenten können Ingenieure auch einen Vergleich anstellen zwischen Niederdruckguss und Schwerkraftguss bevor das endgültige Verfahren ausgewählt wird. Dieses Verfahren ist besonders effektiv, wenn der Produktionsplan eine CNC-Bearbeitung nach dem Guss oder strenge Dichtheitsprüfungen vorsieht. Umgekehrt ist der Hochdruck-Druckguss (HPDC) in der Regel die bevorzugte Methode für dünnwandige, komplexe oder in großen Stückzahlen gefertigte Aluminiumteile, bei denen Zykluszeit, Maßhaltigkeit und niedrige Stückkosten die wichtigsten Faktoren sind. Dieses Verfahren ist oft die richtige Wahl für Bauteile wie Gehäuse für die Automobilindustrie, Steckverbinder und dünnwandige Halterungen, bei denen Geschwindigkeit und Konsistenz entscheidend sind.
Schlussfolgerung
Bei der Entscheidung zwischen Niederdruck- und Hochdruckdruckguss gilt es, technische Anforderungen und wirtschaftliche Aspekte der Produktion gegeneinander abzuwägen. Letztendlich sollte Ihre Wahl auf einem klaren Verständnis der Prozessziele und der fertigungstechnischen Einschränkungen beruhen.
LPDC eignet sich im Allgemeinen besser für mittelgroße bis große Aluminiumteile, bei denen eine gleichmäßige Füllung, Druckdichtheit und eine hervorragende innere Qualität erforderlich sind. Im Gegensatz dazu ist HPDC oft die effizientere Wahl für dünnwandige, komplexe oder in großen Stückzahlen gefertigte Teile, bei denen Produktionsgeschwindigkeit und Stückkosten entscheidend sind. Die endgültige Entscheidung hängt dabei von der Teilegeometrie, dem jährlichen Produktionsvolumen, den Anforderungen an die Legierung, dem Bearbeitungsaufschlag und spezifischen Qualitätsstandards ab.