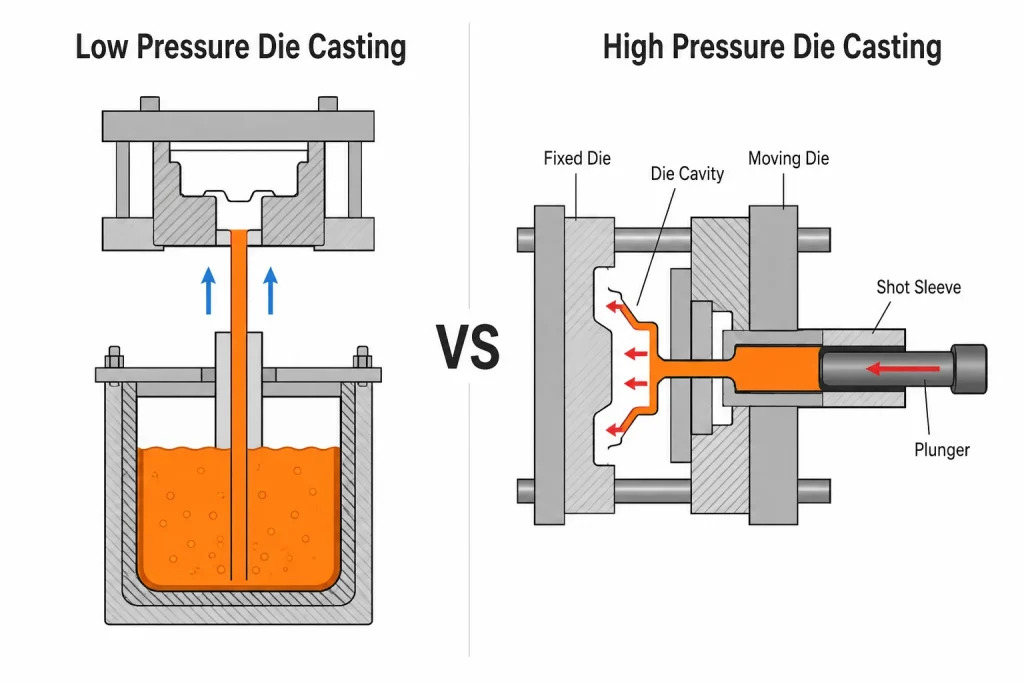
低圧ダイカスト(LPDC)と高圧ダイカスト(HPDC)は、アルミニウム合金部品の製造において一般的に用いられる2つの方法です。 どちらのプロセスも金属金型を使用しますが、充填挙動、圧力レベル、内部品質管理、生産速度、およびコスト構造において違いがあります。本記事では、産業用アルミニウム部品におけるこれらの定義、長所と短所、および代表的な選定要因について比較します。
低圧ダイカストとは?
低圧ダイカストとは、密閉された炉またはるつぼから、制御された低ガス圧を用いて溶融アルミニウムを金属金型へと上方へ押し上げるプロセスである。 アルミニウムは、ライザー管を通じて下から上へと金型のキャビティに流入します。プロセス条件が適切に制御されている場合、この緩やかな充填により乱流の低減につながります。この方法は、内部品質、気密性、または安定した機械的性能が求められるアルミニウム部品に適していることがよくあります。

低圧ダイカストの利点
性能が極めて重要な部品の製造方法を検討する際、低圧ダイカスト(LPDC)は、金属組織の完全性を維持できるという特長から、しばしば候補として挙げられます。以下の利点は、機能部品や構造部品向けのアルミニウム用途において、このプロセスが頻繁に採用される理由を如実に示しています。
機械的特性が向上
溶融金属が底面から徐々に鋳型内へ供給されるため、このプロセスでは凝固段階を通じて安定した圧力を維持することができます。これにより、充填性が向上し、信頼性が最優先される構造用アルミニウム部品の内部密度を高めることが可能になります。
気孔率の低下
この工程では、制御された低速充填を採用しているため、高速射出成形法に比べてガスが閉じ込められるリスクが低くなります。ベント、溶融状態、金型温度、圧力保持時間などの要因を適切に管理することで、以下のリスクを低減することができます。 内部気孔率 ポンプハウジングや耐圧部品などの部品において。
高次元の精度
この方法は、寸法の一貫性が求められる中~大型のアルミニウム部品にしばしば採用されます。この寸法安定性により、鋳造後のCNC加工を簡素化できるほか、最終検査に必要な肉盛量を削減することができます。
良好な表面仕上げ
鋳造品の表面は、一般的に実用的な用途に適しています。部品の組み立てや特定の公差が求められる場合でも、安定した鋳造プロセスにより、二次加工で仕上げることが可能な基盤が得られます。
材料利用率の向上
この方法により、金属を効率的に活用することができます。部品が凝固した後もライザー管に残った溶融アルミニウムは、通常、炉に直接戻して再利用することができ、重量のあるアルミニウム鋳物を扱うプロジェクトにおける材料の無駄を削減できます。
大型のアルミニウム部品に適しています
このプロセスは、ポンプハウジング、ホイール、カバー、エンドキャップ、各種ブラケットなど、サイズや内部の健全性が重要なアルミニウム製構造部品にしばしば採用されます。
中量産部品のリーズナブルなコスト
プロジェクトで中程度の生産量が求められる場合、高速射出成形と比較して、スクラップ率の低減や、鋳造後の徹底的な品質是正作業の必要性が減ることで、金型や設備のコストを相殺することができます。
低圧ダイカストのデメリット
LPDCプロセスは内部の品質面において大きなメリットをもたらしますが、プロジェクトのスケジュールや当初の予算に影響を及ぼす可能性のある運用上の制約についても考慮することが重要です。
生産速度の低下
充填および凝固の段階において、部品の構造的完全性を確保するためにより多くの時間を要するため、サイクル時間は一般的に高圧法よりも長くなります。
設備および工具のコスト上昇
このシステムには、密閉型炉や専用の鋳造設備に加え、耐久性に優れた永久鋳型が必要となるため、他の鋳造方法と比較して、初期投資額がかなり高額になることがよくあります。
薄肉加工能力に制限あり
形状や設計によっては、このプロセスは、高圧法と比較して、極薄肉部や非常に複雑で微細な構造を形成する際には、一般的に効果が低い。
プロセス制御に対する要件の高まり
一貫した結果を得るためには、圧力-時間曲線、金型の温度勾配、および溶融品質を正確に管理する必要があり、これには経験豊富なオペレーターによる監督が不可欠です。
非常に大量の小型部品にはあまり適していない
小型で軽量の部品を大量生産する場合、サイクルタイムが長いため、この方法は高圧ダイカストに比べて費用対効果が低いことがよくあります。
高圧ダイカストとは何ですか?
高圧ダイカストとは、溶融金属を密閉された鋼製金型に高速かつ高圧で射出する成形プロセスです。この方法は、アルミニウムや亜鉛合金の部品に広く用いられています。薄肉部品や複雑な形状の成形に適しており、寸法精度の安定性と大量生産に適しています。 このプロセスを評価する際には、射出が高速で行われるという特性上、ガスの閉じ込めや内部気孔の発生を考慮する必要があります。

高圧ダイカストの利点
生産効率と形状の複雑さが主な要件となるプロジェクトにおいて、高圧ダイカスト(HPDC)は明確な利点をもたらします。以下に、このプロセスが大量生産の定番となっている理由となる性能上の特長を詳しく説明します。
高速な生産速度
高速射出と冷却サイクルを組み合わせることで、製造時間を大幅に短縮することが可能となり、これは大量生産が求められるプロジェクトにおいて不可欠です。
薄肉能力
高速な流速と高い射出圧力により、溶融金属が金型の薄い部分に押し込まれるため、このプロセスでは、他の方法では充填が困難な、壁厚が非常に薄く複雑な形状の部品を製造することが可能となる。
複雑な部品の形状
高い射出圧により、薄いリブ、ボス、小さな開口部など、従来の低速な鋳造方法では再現が困難な細部の形状を忠実に再現することができます。
高次元における再現性
この工程は、高精度の鋼製金型と自動化された機械パラメータに依存しているため、寸法が極めて均一な部品を大量に生産することができ、数千個に及ぶ製品間のばらつきを低減することができます。
良好な表面仕上げ
鋳物は通常、鋳出し状態で良好な表面外観を呈しており、これにより、組立箇所における高コストな二次的な表面仕上げ加工の必要性を低減、あるいは排除することができます。
大量生産による単価の引き下げ
高精度の鋼製金型の初期費用は高額ですが、生産効率が高く、サイクルタイムが短縮されるため、大量生産に分散させることで、単位当たりのコストを大幅に削減することができます。
高圧ダイカストのデメリット
HPDCは高い効率性と再現性を備えているものの、このプロセスの高速性ゆえに特有の課題が生じ、慎重な設計と品質管理が必要となる。
多孔性のリスクが高まる
溶融金属は高速で射出されるため、金型キャビティ内にガスが閉じ込められることがあります。排気、ゲート設計、および射出速度のバランスが取れていない場合、内部気孔が生じ、部品の構造的性能や耐圧性能に影響を及ぼす可能性があります。
熱処理および溶接の選択肢が限られている
ガスが閉じ込められている可能性があるため、この方法で製造された部品については、熱処理や溶接を行う前に構造的健全性を評価する必要があります。これらの処理を行うと、表面にブリースターが生じる恐れがあるためです。
金型コストの高さ
高精度の鋼製金型が必要となるため、初期投資額が高額となり、このプロセスは試作や、生産量が不確定あるいは少量であるプロジェクトにはあまり適していません。
大型の部品や肉厚の部品にはあまり適していません
大型の成形品については、成形機のロック力に制限を受けるほか、高い射出速度下での厚肉部分の熱凝固を制御することが困難となる場合があります。
内部の品質には、綿密な管理が必要である
最終的な部品の品質は、ランナーシステムの設計、オーバーフローの位置決め、真空補助、射出成形のモニタリングなどを含むプロセスエンジニアリングに大きく左右されます。
低圧ダイカストと高圧ダイカスト:その違いとは?
適切な鋳造プロセスの選定は、プロジェクトの具体的な要件によって異なります。低圧ダイカスト(LPDC)と高圧ダイカスト(HPDC)は、いずれも充填ダイナミクスや部品の形状に関して独自の利点を持っているためです。これらの違いを明確にするため、以下の表に、これら2つの製造方法における主な技術的相違点をまとめました。
| 因子 | 低圧ダイカスト(LPDC) | 高圧ダイカスト(HPDC) |
| 充填方法 | 制御されたボトムアップ充填 | 密閉された鋼製金型への高速・高圧射出 |
| 圧力レベル | 圧力を下げ、金型を徐々に充填する | より高い圧力と迅速なキャビティ充填 |
| メタル・フロー | 乱流のリスクが低く、より安定した流れ | 水流が速いため、通気およびオーバーフローの設計には細心の注意が必要 |
| 多孔性リスク | 通常、金型の温度と圧力が制御されている場合は、その値は低くなる | 高速充填により、ガスの閉じ込めが生じやすくなる |
| 機械的特性 | 内部の密度や気密性が求められる部品に適している場合が多い | 一般的な強度要件を満たす大量生産部品に適しています |
| 壁厚 | 中厚肉およびそれ以上の厚さのアルミニウム部品に適しています | 薄肉や複雑な形状に適している |
| 表面仕上げ | 機能部位用の安定した鋳造表面で、多くの場合機械加工が施される | 外観や組立箇所向けの、鋳造そのままの滑らかな表面 |
| 寸法精度 | 中~大型部品における安定した寸法管理 | 大量生産においても高い再現性を発揮 |
| 生産スピード | 充填量の制御によりサイクルタイムが長くなる | 大量生産におけるサイクルタイムの短縮 |
| 金型費用 | 永久鋳型と専用の設備が必要となる | 高精度の鋼製金型およびダイカスト成形機が必要となる |
| 単価 | 中程度の生産量の機能部品には、多くの場合、妥当な選択肢となる | 生産数量が多い場合、金型コストが分散されるため、多くの場合、コストは低くなる |
| 代表的なアプリケーション | ホイール、ポンプハウジング、エンドカバー、構造用ハウジング | 自動車用ハウジング、電子機器用ハウジング、薄肉ブラケット、コネクタ |
アルミニウム部品には、どちらの加工方法が適しているか?
最適な製造ルートを決定する際には、単純な圧力レベルや単価だけにとどまらず、より広い視野で検討することが重要です。意思決定の過程では、アルミニウム部品の用途、求められる品質基準、生産規模全体など、具体的な技術的要件やプロジェクトの要件に基づいて判断を行う必要があります。
低圧ダイカスト(LPDC)は、一般的に、気密性、安定した機械的特性が求められる、あるいはポンプハウジング、カバー、ホイールなどの構造用途向けの、中~大型のアルミニウム部品に適しています。同様のアルミニウム部品については、エンジニアは以下についても比較検討することがあります。 低圧鋳造および重力鋳造 最終的な工程を決定する前に。この工程は、生産計画に鋳造後のCNC加工や厳格な気密試験が含まれている場合に特に効果的です。 一方、高圧ダイカスト(HPDC)は、サイクルタイム、寸法精度の再現性、および低単価が主な要件となる、薄肉、複雑形状、または大量生産のアルミニウム部品において、一般的に推奨される製造方法です。 この方法は、スピードと一貫性が不可欠な自動車用ハウジング、コネクタ、薄肉ブラケットなどの部品にとって、多くの場合、最適な選択肢となります。
結論
低圧ダイカストと高圧ダイカストのどちらを採用するかは、技術的な要件と生産上の経済性を両立させるかどうかが鍵となります。最終的には、プロセスの目的と製造上の制約を明確に理解した上で、選択を行う必要があります。
LPDCは一般的に、安定した充填、気密性、および優れた内部品質が求められる中~大型のアルミニウム部品に適しています。 対照的に、HPDCは、生産速度や単位コストが重要な要素となる薄肉部品、形状が複雑な部品、または大量生産部品において、より効率的な選択肢となる場合が多く、最終的な選定にあたっては、部品の形状、年間生産量、合金の要件、加工余量、および具体的な品質基準が考慮されます。