Le moulage sous basse pression (LPDC) et le moulage sous haute pression (HPDC) sont deux procédés courants utilisés pour la fabrication de pièces en alliage d’aluminium. Ces deux procédés utilisent des moules métalliques, mais ils diffèrent en termes de comportement de remplissage, de niveau de pression, de contrôle qualité interne, de cadence de production et de structure des coûts. Cet article compare leurs définitions, leurs avantages et leurs inconvénients, ainsi que les critères de sélection habituels pour les pièces industrielles en aluminium.
Qu'est-ce que le moulage sous pression ?
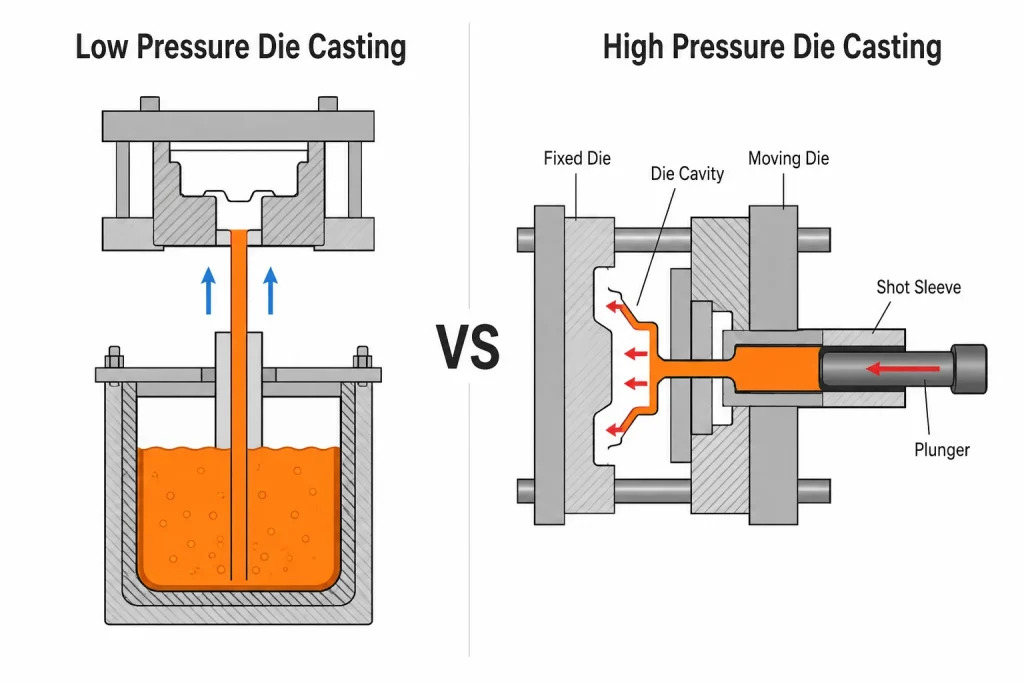
Le moulage sous basse pression est un procédé dans lequel l'aluminium fondu est poussé vers le haut depuis un four ou un creuset hermétique vers un moule métallique, à l'aide d'une faible pression de gaz contrôlée. L’aluminium pénètre dans la cavité du moule de bas en haut par un tube de coulée. Lorsque les conditions du procédé sont maîtrisées, ce remplissage progressif contribue à réduire les turbulences. Cette méthode est souvent adaptée aux pièces en aluminium nécessitant une qualité interne, une étanchéité à la pression ou des performances mécaniques stables.

Avantages du moulage sous basse pression
Lorsqu'il s'agit d'évaluer les méthodes de fabrication de composants pour lesquels les performances sont essentielles, le moulage sous basse pression (LPDC) est souvent envisagé en raison de sa capacité à garantir l'intégrité métallurgique. Les avantages suivants expliquent pourquoi ce procédé est fréquemment choisi pour les applications fonctionnelles et structurelles de l'aluminium.
De meilleures propriétés mécaniques
Le métal en fusion étant introduit progressivement dans la cavité par le bas, ce procédé permet de maintenir une pression constante pendant la phase de solidification. Cela contribue à améliorer l'alimentation et peut se traduire par une meilleure densité interne pour les pièces structurelles en aluminium où la fiabilité est une priorité.
Porosité réduite
Comme ce procédé repose sur un remplissage contrôlé à faible vitesse, le risque d'inclusion de gaz est moindre par rapport aux méthodes d'injection à grande vitesse. Lorsque des facteurs tels que la purge, la qualité de la matière fondue, la température du moule et les temps de maintien de la pression sont maîtrisés, cela contribue à réduire le risque de porosité interne due au gaz dans des pièces telles que les carters de pompe et les composants étanches à la pression.
Haute précision dimensionnelle
Cette méthode est souvent choisie pour les pièces en aluminium de taille moyenne à grande qui doivent présenter des dimensions constantes. Cette stabilité permet de simplifier l'usinage CNC après coulée et de réduire la marge de matière nécessaire pour le contrôle final.
Bonne finition de surface
La surface de la pièce moulée convient généralement aux applications fonctionnelles. Lorsque la pièce nécessite un assemblage ou doit respecter des tolérances spécifiques, le procédé de moulage, qui garantit une grande stabilité, offre une base qui peut souvent être perfectionnée par un usinage secondaire.
Meilleure utilisation des matériaux
Cette méthode permet une utilisation efficace du métal. L'aluminium fondu qui reste dans le tube de coulée après la solidification de la pièce peut généralement être recyclé directement dans le four, ce qui réduit le gaspillage de matière dans les projets impliquant des pièces moulées en aluminium plus lourdes.
Convient aux pièces en aluminium de grande taille
Ce procédé est souvent choisi pour les pièces structurelles en aluminium pour lesquelles les dimensions et l'intégrité interne sont essentielles, telles que les carters de pompe, les roues, les couvercles, les embouts et divers supports.
Coût raisonnable pour les pièces produites en séries moyennes
Lorsqu'un projet nécessite des volumes de production modérés, les coûts liés à l'outillage et à l'équipement peuvent être compensés par des taux de rebut plus faibles et un besoin réduit de mesures correctives intensives après le moulage, par rapport au moulage par injection à grande vitesse.
Inconvénients du moulage sous basse pression
Si le processus LPDC offre des avantages considérables en matière de qualité interne, il est important de tenir compte des contraintes opérationnelles susceptibles d'avoir une incidence sur les délais des projets et les budgets initiaux.
Ralentissement de la cadence de production
La durée du cycle est généralement plus longue que celle des procédés à haute pression, car les phases de remplissage et de solidification nécessitent davantage de temps pour garantir l'intégrité structurelle de la pièce.
Coût plus élevé des équipements et de l'outillage
Ce procédé nécessite un four hermétique et un équipement de moulage spécialisé, ainsi que des moules permanents résistants, ce qui implique souvent un investissement initial important par rapport à d'autres procédés de moulage.
Capacité limitée en matière de parois minces
En fonction de la géométrie et de la conception, ce procédé s'avère généralement moins efficace que les méthodes à haute pression pour la fabrication de sections à parois extrêmement fines ou d'éléments de petite taille et très complexes.
Exigences accrues en matière de contrôle des processus
Pour obtenir des résultats constants, il est indispensable de gérer avec précision la courbe pression-temps, les gradients thermiques du moule et la qualité de la matière fondue, ce qui nécessite une supervision opérationnelle expérimentée.
Moins adapté aux petites pièces en très grand volume
Pour la production en grande série de composants petits et légers, la durée de cycle plus longue rend souvent cette méthode moins rentable que le moulage sous haute pression.
Qu'est-ce que le moulage sous haute pression ?
Le moulage sous haute pression est un procédé consistant à injecter du métal en fusion dans un moule en acier fermé, à grande vitesse et sous haute pression. Cette méthode est largement utilisée pour la fabrication de pièces en alliages d’aluminium et de zinc. Elle est particulièrement adaptée aux parois minces, aux formes complexes, à la répétabilité dimensionnelle et à la production en grande série. Lors de l'évaluation de ce procédé, il convient de prendre en compte le piégeage de gaz et la porosité interne en raison de la nature du remplissage à grande vitesse propre à l'injection.

Avantages du moulage sous haute pression
Pour les projets où l'efficacité de production et la complexité géométrique constituent les principaux facteurs déterminants, le moulage sous haute pression (HPDC) offre des avantages indéniables. Les points suivants détaillent les performances qui font de ce procédé un incontournable de la fabrication en grande série.
Vitesse de production élevée
La combinaison de cycles d'injection et de refroidissement rapides permet d'obtenir des délais de fabrication très courts, ce qui est essentiel pour les projets nécessitant la production de grands volumes.
Possibilité de parois minces
La vitesse élevée et la pression d'injection poussent le métal en fusion dans les parties les plus fines de la matrice, ce qui permet à ce procédé de produire des pièces aux parois très fines et aux géométries complexes qui seraient difficiles à former autrement.
Géométrie complexe des pièces
Les pressions d'injection élevées permettent de reproduire des détails précis, notamment les nervures fines, les bossages et les petites ouvertures, ce qui est difficile à obtenir avec des méthodes de moulage plus lentes.
Répétabilité en haute dimension
Ce procédé, qui repose sur des matrices en acier de haute précision et des paramètres de machines automatisées, permet de produire de grands lots de pièces aux dimensions très homogènes, ce qui réduit les écarts sur des milliers d'unités.
Bonne finition de surface
Les pièces moulées présentent généralement un bel aspect de surface à la sortie du moule, ce qui peut contribuer à réduire, voire à éliminer, le recours à des traitements de finition secondaires coûteux sur les zones d'assemblage.
Coût unitaire réduit grâce à un volume élevé
Bien que le coût initial des matrices en acier de haute précision soit élevé, le rythme de production élevé et la réduction des temps de cycle permettent de réduire considérablement le coût unitaire lorsque celui-ci est réparti sur de grands volumes de production.
Inconvénients du moulage sous haute pression
Malgré la grande efficacité et la répétabilité offertes par le procédé HPDC, la rapidité de ce dernier pose des défis spécifiques qui nécessitent une conception minutieuse et un contrôle rigoureux de la qualité.
Risque accru lié à la porosité
Le métal en fusion étant injecté à grande vitesse, des poches de gaz peuvent se former à l'intérieur de la cavité du moule. Si l'évacuation des gaz, la conception de la buse d'injection et la vitesse d'injection ne sont pas équilibrées, cela peut entraîner une porosité interne susceptible d'affecter les performances structurelles ou d'étanchéité à la pression de la pièce.
Options limitées en matière de traitement thermique et de soudage
En raison du risque de présence de gaz piégés, l'intégrité structurelle des pièces fabriquées selon ce procédé doit être vérifiée avant tout traitement thermique ou opération de soudage, car ceux-ci peuvent provoquer l'apparition de cloques en surface.
Coût élevé de l'outillage
La nécessité de recourir à des matrices en acier de haute précision implique un investissement initial important, ce qui rend ce procédé moins adapté au prototypage ou aux projets dont les besoins sont incertains ou portent sur de faibles volumes.
Moins adapté aux pièces de grande taille ou à parois épaisses
La fabrication de composants de grande taille peut être limitée par la force de serrage disponible de la machine et par les difficultés liées à la gestion de la solidification thermique dans les sections épaisses à des vitesses d'injection élevées.
La qualité interne nécessite un contrôle rigoureux
La qualité finale des pièces dépend fortement de l'ingénierie des procédés, notamment de la conception du système de canaux d'injection, de l'emplacement des évents, de l'assistance par dépression et du contrôle de l'injection.
Moulage sous pression à basse pression et moulage sous pression à haute pression : quelle est la différence ?
Le choix du procédé de moulage approprié dépend des exigences spécifiques de votre projet, car le moulage sous pression à basse pression (LPDC) et le moulage sous pression à haute pression (HPDC) offrent tous deux des avantages propres en termes de dynamique de remplissage et de géométrie des pièces. Afin de mieux cerner ces différences, le tableau ci-dessous présente les principales distinctions techniques entre ces deux procédés de fabrication.
| Facteur | Moulage sous pression (LPDC) | Moulage sous pression (HPDC) |
| Méthode de remplissage | Remplissage ascendant contrôlé | Injection à grande vitesse et à haute pression dans un moule fermé en acier |
| Niveau de pression | Pression réduite avec remplissage progressif du moule | Pression plus élevée avec remplissage rapide de la cavité |
| Flux métallique | Un écoulement plus stable avec un risque de turbulence réduit | Un débit plus élevé qui nécessite une conception minutieuse des systèmes de purge et de trop-plein |
| Risque lié à la porosité | Elle est généralement plus faible lorsque la température et la pression du moule sont contrôlées | Plus sensible à l'emprisonnement de gaz en raison d'un remplissage à grande vitesse |
| Propriétés mécaniques | Souvent adapté aux pièces nécessitant une densité interne ou une étanchéité à la pression | Convient aux pièces produites en grande série et soumises à des exigences générales de résistance mécanique |
| Épaisseur de la paroi | Convient mieux aux composants en aluminium à paroi moyenne ou épaisse | Mieux adapté aux parois minces et aux géométries complexes |
| Finition de la surface | Surface stable à l'état brut de coulée pour les zones fonctionnelles, souvent usinées | Surface lisse, telle que moulée, pour les zones esthétiques ou d'assemblage |
| Précision dimensionnelle | Contrôle dimensionnel stable pour les pièces de taille moyenne à grande | Une grande répétabilité dans la production à grande échelle |
| Vitesse de production | Allongement de la durée du cycle dû au remplissage contrôlé | Réduction de la durée du cycle pour la production en grande série |
| Coût de l'outillage | Nécessite des moules permanents et un équipement spécifique | Nécessite des matrices en acier de haute précision et des machines de moulage sous pression |
| Coût unitaire | Souvent une solution raisonnable pour les pièces fonctionnelles produites en séries moyennes | Souvent plus faibles lorsque le coût des outillages est réparti sur des volumes de production élevés |
| Applications typiques | Roues, carters de pompe, couvercles d'extrémité, carters structurels | Boîtiers pour l'automobile, boîtiers électroniques, supports à parois minces, connecteurs |
Quel procédé est le plus adapté aux pièces en aluminium ?
Pour déterminer le procédé de fabrication optimal, il est important de ne pas se limiter aux seules pressions de base ou aux prix unitaires. Le processus décisionnel doit s'appuyer sur vos exigences techniques et les spécificités de votre projet, telles que l'application prévue de la pièce en aluminium, les normes de qualité requises et l'échelle globale de production.
Le moulage sous basse pression (LPDC) est généralement mieux adapté aux pièces en aluminium de taille moyenne à grande qui doivent présenter une étanchéité aux gaz, des propriétés mécaniques stables ou qui sont destinées à des applications structurelles telles que les carters de pompe, les couvercles ou les roues. Pour des composants en aluminium similaires, les ingénieurs peuvent également comparer moulage à basse pression et moulage par gravité avant de choisir le procédé définitif. Ce procédé s'avère particulièrement efficace lorsque le plan de production prévoit un usinage CNC après moulage ou des essais d'étanchéité rigoureux. À l’inverse, le moulage sous haute pression (HPDC) est généralement la solution privilégiée pour les pièces en aluminium à parois minces, complexes ou produites en grande série, lorsque la durée du cycle, la répétabilité dimensionnelle et les faibles coûts unitaires sont les principaux critères déterminants. Cette méthode est souvent le choix idéal pour des composants tels que les boîtiers automobiles, les connecteurs et les supports à parois minces, pour lesquels la rapidité et la régularité sont essentielles.
Conclusion
Le choix entre le moulage sous basse pression et le moulage sous haute pression implique de trouver un équilibre entre les exigences techniques et les aspects économiques de la production. En fin de compte, votre choix doit reposer sur une compréhension claire de l'objectif du procédé et des contraintes de fabrication.
Le procédé LPDC est généralement plus adapté aux pièces en aluminium de taille moyenne à grande qui nécessitent un remplissage stable, une étanchéité à la pression et une qualité interne supérieure. En revanche, le HPDC constitue souvent le choix le plus efficace pour les pièces à parois minces, complexes ou produites en grande série, pour lesquelles la vitesse de production et les coûts unitaires sont déterminants. Le choix final tient compte de la géométrie de la pièce, du volume de production annuel, des exigences en matière d’alliage, de la surépaisseur d’usinage et des normes de qualité spécifiques.