A fundição sob baixa pressão (LPDC) e a fundição sob alta pressão (HPDC) são dois métodos comuns para o fabrico de componentes em liga de alumínio. Ambos os processos utilizam moldes metálicos, mas diferem no comportamento de enchimento, no nível de pressão, no controlo de qualidade interno, na velocidade de produção e na estrutura de custos. Este artigo compara as suas definições, vantagens e desvantagens, bem como os fatores típicos de seleção para peças industriais de alumínio.
O que é a fundição injectada a baixa pressão?
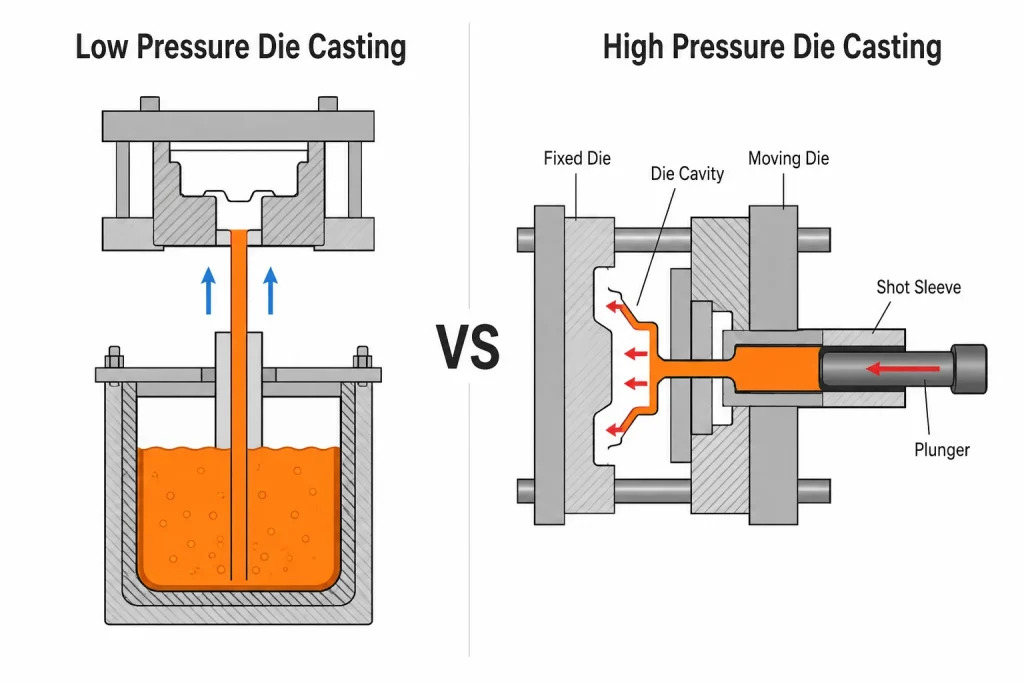
A fundição sob baixa pressão é um processo em que o alumínio fundido é impulsionado para cima, a partir de um forno ou cadinho selado, para dentro de um molde metálico, utilizando uma pressão baixa e controlada de gás. O alumínio entra na cavidade do molde de baixo para cima, através de um tubo de alimentação. Quando as condições do processo são controladas, este enchimento gradual ajuda a reduzir a turbulência. Este método é frequentemente adequado para peças de alumínio que exigem qualidade interna, estanqueidade à pressão ou desempenho mecânico estável.

Vantagens da fundição sob baixa pressão
Ao avaliar métodos de fabrico para componentes em que o desempenho é fundamental, a fundição sob baixa pressão (LPDC) é frequentemente considerada devido à sua capacidade de garantir a integridade metalúrgica. As vantagens a seguir apresentadas destacam a razão pela qual este processo é frequentemente escolhido para aplicações funcionais e estruturais em alumínio.
Melhores propriedades mecânicas
Uma vez que o metal fundido é introduzido na cavidade gradualmente a partir do fundo, o processo permite manter uma pressão constante durante a fase de solidificação. Isto contribui para melhorar a alimentação e pode resultar numa melhor densidade interna das peças estruturais de alumínio, nas quais a fiabilidade é uma prioridade.
Menor porosidade
Uma vez que o processo recorre a um enchimento controlado e a baixa velocidade, o risco de retenção de gás é menor em comparação com os métodos de injeção a alta velocidade. Quando fatores como a ventilação, a qualidade da massa fundida, a temperatura do molde e os tempos de manutenção da pressão são controlados, isso ajuda a reduzir o risco de porosidade interna do gás em peças como carcaças de bombas e componentes à prova de pressão.
Elevada precisão dimensional
Este método é frequentemente escolhido para componentes de alumínio de tamanho médio a grande que exigem dimensões consistentes. Esta estabilidade pode ajudar a simplificar a maquinagem CNC após a fundição e a reduzir a margem de material necessária para a inspeção final.
Bom acabamento da superfície
A superfície da peça fundida é, em geral, adequada para aplicações funcionais. Nos casos em que a peça requer montagem ou tolerâncias específicas, o processo de fundição estável proporciona uma base que, muitas vezes, pode ser aperfeiçoada através de usinagem secundária.
Maior aproveitamento do material
Este método permite uma utilização eficiente do metal. O alumínio fundido que permanece no tubo de alimentação após a solidificação da peça pode, normalmente, ser reciclado diretamente de volta para o forno, reduzindo o desperdício de material em projetos que envolvem peças fundidas de alumínio mais pesadas.
Adequado para peças de alumínio de maiores dimensões
Este processo é frequentemente escolhido para peças estruturais de alumínio em que o tamanho e a solidez interna são fundamentais, tais como carcaças de bombas, rodas, tampas, extremidades e vários suportes.
Custo razoável para peças de volume médio
Quando um projeto exige volumes de produção moderados, os custos com ferramentas e equipamentos podem ser compensados por taxas de desperdício mais baixas e por uma menor necessidade de correções intensivas de qualidade após a moldagem, em comparação com a injeção de alta velocidade.
Desvantagens da fundição sob baixa pressão
Embora o processo LPDC ofereça vantagens significativas em termos de qualidade interna, é importante ter em conta as restrições operacionais que podem afetar os prazos dos projetos e os orçamentos iniciais.
Velocidade de produção mais lenta
O tempo de ciclo é, geralmente, mais longo do que nos métodos de alta pressão, uma vez que as fases de enchimento e solidificação requerem mais tempo para garantir a integridade estrutural da peça.
Custos mais elevados com equipamento e ferramentas
O sistema requer um forno selado e equipamento especializado de fundição, bem como moldes permanentes resistentes, o que muitas vezes implica um investimento inicial significativo em comparação com outros métodos de fundição.
Capacidade limitada para paredes finas
Dependendo da geometria e do desenho, este processo é, em geral, menos eficaz na produção de secções com paredes extremamente finas ou de elementos de pequenas dimensões e de grande complexidade, em comparação com os métodos de alta pressão.
Requisitos mais exigentes em matéria de controlo de processos
A obtenção de resultados consistentes depende da gestão precisa da curva pressão-tempo, dos gradientes térmicos do molde e da qualidade da massa fundida, o que exige uma supervisão operacional experiente.
Menos adequado para peças pequenas com volumes muito elevados
No caso da produção em grande volume de componentes pequenos e leves, o tempo de ciclo mais lento torna frequentemente este método menos rentável do que a fundição sob alta pressão.
O que é a fundição sob alta pressão?
A fundição sob alta pressão é um processo em que o metal fundido é injetado num molde de aço fechado a alta velocidade e alta pressão. Este método é amplamente utilizado para peças de alumínio e ligas de zinco. É adequado para paredes finas, formas complexas, repetibilidade dimensional e produção em grande volume. Ao avaliar este processo, deve-se ter em conta o aprisionamento de gás e a porosidade interna, devido à natureza de enchimento a alta velocidade da injeção.

Vantagens da fundição sob alta pressão
Em projetos em que a eficiência de produção e a complexidade geométrica são os principais fatores determinantes, a fundição sob alta pressão (HPDC) oferece vantagens distintas. Os pontos que se seguem detalham as capacidades de desempenho que tornam este processo um elemento essencial na produção em grande escala.
Elevada velocidade de produção
A combinação de ciclos rápidos de injeção e arrefecimento permite tempos de fabrico muito curtos, o que é essencial para projetos com requisitos de grande volume.
Capacidade de parede fina
A elevada velocidade e a pressão de injeção forçam o metal fundido a penetrar nas secções finas do molde, tornando este processo capaz de produzir peças com paredes muito finas e geometrias complexas que, de outra forma, seriam difíceis de preencher.
Geometria de peças complexas
As elevadas pressões de injeção ajudam a reproduzir detalhes precisos, incluindo nervuras finas, saliências e pequenas aberturas, o que é difícil de conseguir com métodos de fundição mais lentos.
Repetibilidade em dimensões elevadas
Uma vez que o processo se baseia em matrizes de aço de alta precisão e em parâmetros automatizados das máquinas, permite produzir grandes lotes de peças com dimensões muito consistentes, reduzindo a variação ao longo de milhares de unidades.
Bom acabamento da superfície
As peças fundidas apresentam, normalmente, um bom aspeto superficial tal como saem da fundição, o que pode ajudar a reduzir ou eliminar a necessidade de um tratamento superficial cosmético secundário dispendioso nas áreas de montagem.
Custo unitário mais baixo com volumes elevados
Embora o custo inicial das matrizes de aço de alta precisão seja substancial, a elevada taxa de produção e os tempos de ciclo mais curtos podem reduzir significativamente o custo unitário quando repartido por grandes volumes de produção.
Desvantagens da fundição sob alta pressão
Apesar da elevada eficiência e repetibilidade proporcionadas pelo HPDC, a natureza de alta velocidade do processo apresenta desafios específicos que exigem uma engenharia cuidadosa e uma supervisão rigorosa da qualidade.
Maior risco de porosidade
Uma vez que o metal fundido é injetado a altas velocidades, pode ocorrer o aprisionamento de gás no interior da cavidade do molde. Se a ventilação, o desenho da porta de injeção e a velocidade de injeção não estiverem equilibrados, tal pode conduzir à formação de porosidade interna, o que pode afetar o desempenho estrutural ou a estanqueidade da peça.
Opções limitadas de tratamento térmico e soldadura
Devido à probabilidade de existência de gases retidos, as peças produzidas através deste método devem ser avaliadas quanto à sua integridade estrutural antes da aplicação de qualquer tratamento térmico ou processo de soldadura, uma vez que estes podem causar bolhas na superfície.
Custo elevado do equipamento de produção
A necessidade de matrizes de aço de alta precisão implica um elevado investimento inicial, o que torna este processo menos adequado para a criação de protótipos ou para projetos com requisitos incertos ou de baixo volume.
Menos adequado para peças grandes ou com paredes espessas
Os componentes de grandes dimensões podem ver a sua produção limitada pela força de bloqueio disponível da máquina e pelos desafios que a gestão da solidificação térmica representa em secções espessas a velocidades de injeção elevadas.
A qualidade interna requer um controlo rigoroso
A qualidade final da peça depende em grande medida da engenharia de processos, incluindo a conceção do sistema de canais de injeção, a localização das saídas de excesso, a assistência a vácuo e a monitorização da injeção.
Fundição sob baixa pressão vs. fundição sob alta pressão: qual é a diferença?
A escolha do processo de fundição adequado depende dos requisitos específicos do seu projeto, uma vez que tanto a fundição sob baixa pressão (LPDC) como a fundição sob alta pressão (HPDC) oferecem vantagens únicas no que diz respeito à dinâmica de enchimento e à geometria das peças. Para ajudar a esclarecer estas diferenças, a tabela abaixo apresenta as principais distinções técnicas entre estes dois métodos de fabrico.
| Fator | Fundição injectada a baixa pressão (LPDC) | Fundição injectada a alta pressão (HPDC) |
| Método de enchimento | Enchimento ascendente controlado | Injeção a alta velocidade e alta pressão numa matriz de aço fechada |
| Nível de pressão | Pressão mais baixa com enchimento gradual do molde | Maior pressão com enchimento rápido da cavidade |
| Fluxo de metal | Fluxo mais estável com menor risco de turbulência | Um caudal mais elevado que exige um projeto cuidadoso do sistema de ventilação e transbordamento |
| Risco de porosidade | Normalmente é mais baixa quando a temperatura e a pressão do molde são controladas | Mais sensível ao aprisionamento de gás devido ao enchimento a alta velocidade |
| Propriedades mecânicas | Frequentemente adequado para peças que exigem densidade interna ou estanqueidade à pressão | Adequado para peças produzidas em grandes quantidades com requisitos gerais de resistência |
| Espessura da parede | Mais adequado para componentes de alumínio de parede média e de maiores dimensões | Mais adequado para paredes finas e geometrias complexas |
| Acabamento da superfície | Superfície estável, tal como saiu da fundição, para áreas funcionais, frequentemente submetida a usinagem | Superfície fina, tal como saiu da fundição, para áreas de apresentação ou de montagem |
| Precisão dimensional | Controlo dimensional estável para peças de tamanho médio a grande | Elevada repetibilidade na produção em grande escala |
| Velocidade de produção | Tempo de ciclo mais lento devido ao enchimento controlado | Tempo de ciclo mais rápido para a produção em grande escala |
| Custo das ferramentas | Requer moldes permanentes e equipamento específico | Requer matrizes de aço de alta precisão e máquinas de fundição sob pressão |
| Custo unitário | É frequentemente uma opção razoável para peças funcionais de volume médio | Costuma ser mais baixo quando o custo das ferramentas é repartido por volumes de produção elevados |
| Aplicações típicas | Rodas, carcaças de bombas, tampas das extremidades, carcaças estruturais | Caixas para a indústria automóvel, caixas para equipamentos eletrónicos, suportes de parede fina, conectores |
Qual é o melhor processo para peças de alumínio?
Ao determinar o processo de fabrico ideal, é importante ir além dos níveis básicos de pressão ou dos preços unitários. O processo de tomada de decisão deve ser orientado pelos requisitos específicos de engenharia e do projeto, tais como a aplicação pretendida do componente de alumínio, as normas de qualidade necessárias e a escala global de produção.
A fundição sob baixa pressão (LPDC) é, em geral, mais adequada para peças de alumínio de tamanho médio a grande que exijam estanqueidade ao gás, propriedades mecânicas estáveis ou que se destinem a aplicações estruturais, tais como caixas de bombas, tampas ou rodas. No caso de componentes de alumínio semelhantes, os engenheiros também podem comparar fundição sob baixa pressão e fundição por gravidade antes de selecionar o processo final. Este processo é particularmente eficaz quando o plano de produção inclui maquinagem CNC pós-fundição ou testes rigorosos de estanqueidade. Por outro lado, a fundição sob alta pressão (HPDC) é normalmente a opção preferida para peças de alumínio de paredes finas, complexas ou de grande volume, em que o tempo de ciclo, a repetibilidade dimensional e os baixos custos unitários são os principais fatores determinantes. Este método é frequentemente a escolha certa para componentes como caixas para a indústria automóvel, conectores e suportes de parede fina, nos quais a rapidez e a consistência são essenciais.
Conclusão
A escolha entre a fundição sob baixa pressão e a fundição sob alta pressão implica encontrar um equilíbrio entre os requisitos técnicos e a rentabilidade da produção. Em última análise, a sua escolha deve basear-se numa compreensão clara do objetivo do processo e das limitações de fabrico.
O LPDC é, em geral, mais adequado para peças de alumínio de tamanho médio a grande que exigem um enchimento estável, estanqueidade à pressão e qualidade interna superior. Em contrapartida, o HPDC é frequentemente a escolha mais eficiente para peças de paredes finas, complexas ou de grande volume, em que a velocidade de produção e os custos unitários são fundamentais, devendo a seleção final ter em conta a geometria da peça, o volume de produção anual, os requisitos da liga, a margem de usinagem e as normas de qualidade específicas.