Se está atualmente a avaliar as rotas de fundição para caixas de alumínio, suportes, flanges, peças de bombas ou suportes estruturais, as diferenças entre a fundição a baixa pressão e a fundição por gravidade terão um impacto direto nos custos do molde, na consistência da peça em bruto e nos riscos de maquinação subsequentes. A verdadeira questão muitas vezes não é qual processo é inerentemente "melhor", mas qual é o mais adequado para os requisitos específicos de fabricação do seu projeto atual. Este guia analisa a lógica de seleção do processo com base nos métodos de enchimento de alumínio fundido, caraterísticas da peça e considerações de custo de ciclo completo.
O que é a fundição de alumínio de baixa pressão?
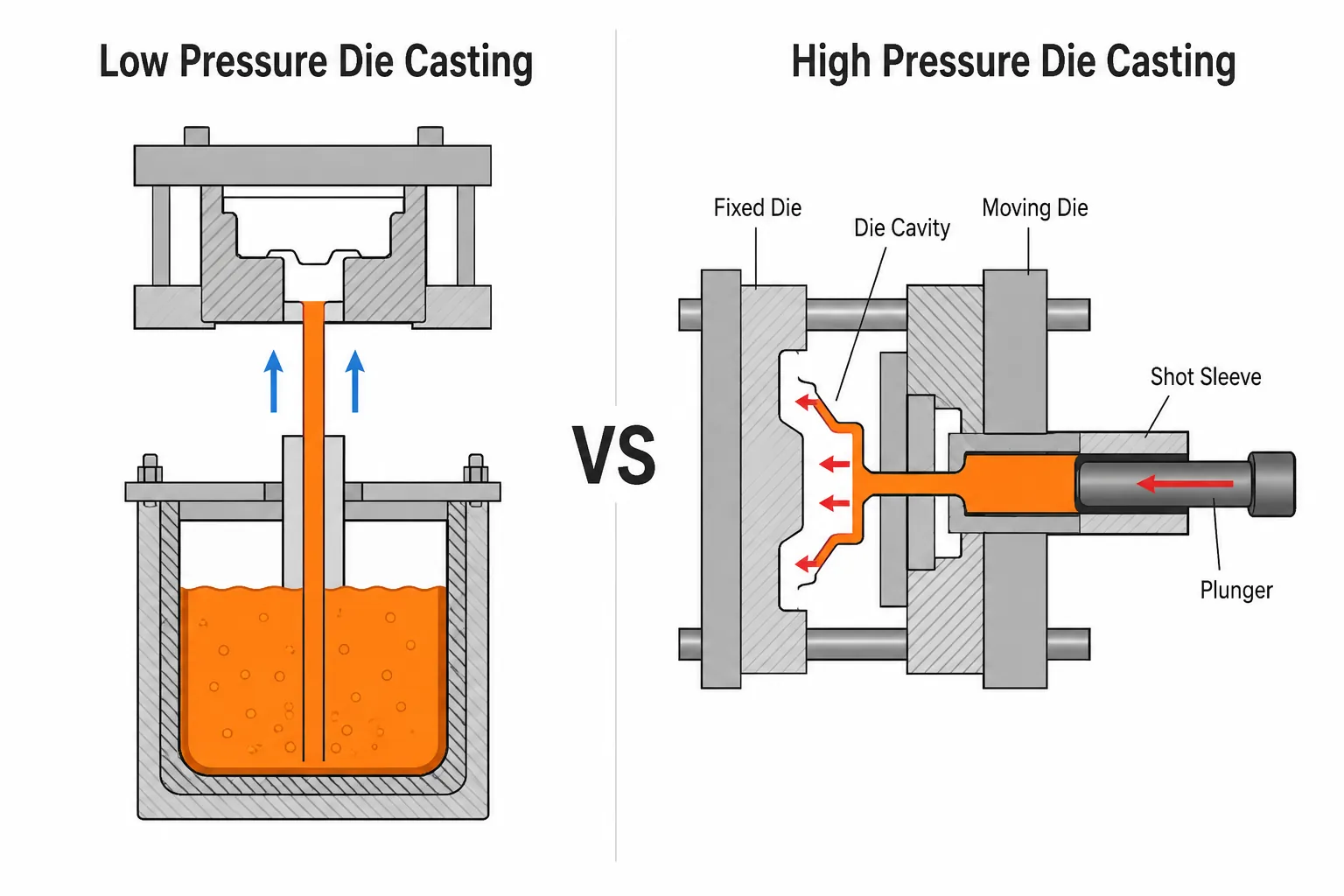
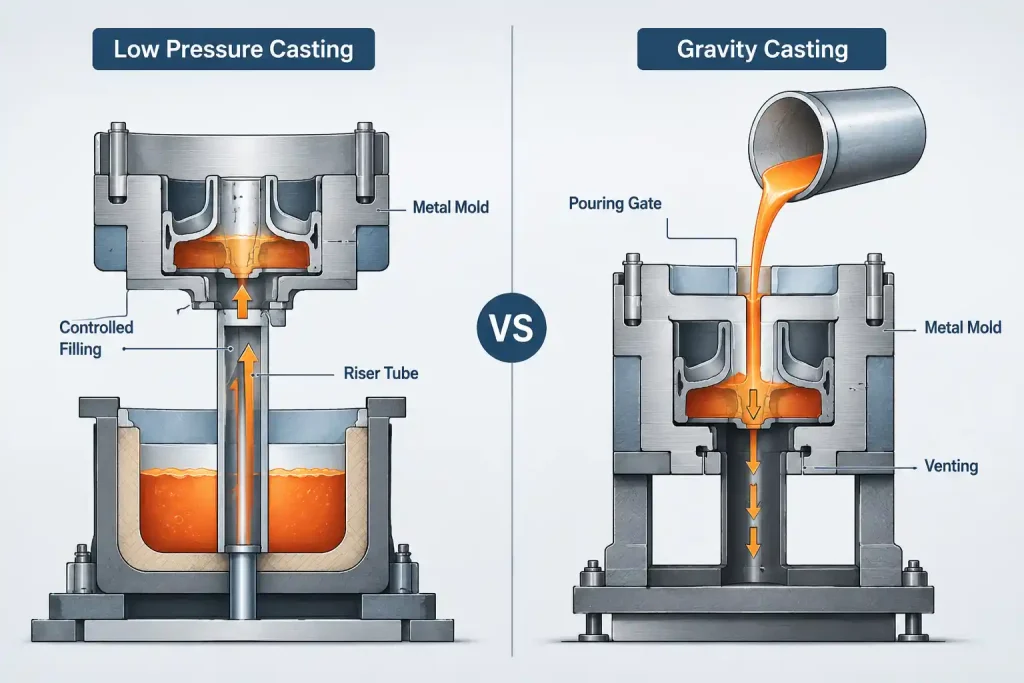
Na fundição a baixa pressão, o alumínio fundido é mantido num cadinho e empurrado para um molde metálico por baixa pressão controlada aplicada através de um tubo de elevação. O metal fundido entra normalmente na cavidade do molde por baixo, e tanto a velocidade de enchimento como a pressão podem ser reguladas com precisão através de parâmetros de processo, com pressão sustentada frequentemente aplicada durante a fase de solidificação para ajudar na alimentação. Para peças de alumínio que requerem um enchimento controlado e espaços em branco estáveis, fundição de alumínio de baixa pressão é frequentemente avaliado durante o planeamento inicial do processo.
O que é a fundição de alumínio por gravidade?
A fundição de alumínio por gravidade baseia-se na força natural da gravidade para fazer fluir o metal fundido para o molde metálico, utilizando um equipamento e um sistema de ferramentas relativamente simples. Na prática, a velocidade de vazamento, a temperatura do molde e o design da ventilação são os factores críticos para controlar a qualidade do enchimento. Para peças de alumínio com uma forma relativamente direta e um caminho de vazamento claro, fundição por gravidade pode ser uma opção prática de molde permanente.
Quais são as diferenças entre fundição a baixa pressão e fundição por gravidade?
Compreender as diferenças nos métodos de enchimento, sistemas de moldes e controlo de processos é essencial para a avaliação do projeto.
| Dimensão da avaliação | Fundição de baixa pressão | Fundição por gravidade |
| Método de enchimento | A pressão do gás empurra o metal para dentro do molde | Fluxo natural por gravidade para o molde |
| Estabilidade de enchimento | Controlado e repetível | Depende da velocidade de vazamento e da ventilação |
| Qualidade interna | Melhor controlo da porosidade, retração e densidade | Depende da conceção do derrame, da ventilação e da alimentação |
| Moldes e equipamento | Mais complexo | Mais simples |
| Custo inicial das ferramentas | Mais alto | Inferior |
| Volume de produção | Adequado para volumes médios a elevados estáveis | Adequado para volumes pequenos e médios |
| Risco de maquinagem | Boa consistência da placa, mais fácil de controlar | Melhor para menos superfícies maquinadas ou necessidades de qualidade moderada |
| Peças típicas | Caixas, cubos, peças de bombas, peças estruturais | Suportes, flanges, tampas, conectores |
A diferença fundamental reside na forma como o alumínio fundido entra no molde: a fundição a baixa pressão acrescenta o controlo da pressão, um sistema de elevação e uma fase de retenção; enquanto a fundição por gravidade depende mais da coordenação do controlo do vazamento, da temperatura do molde e do design da ventilação. Estas diferenças não só afectam a qualidade da peça, como também ditam o design subsequente do molde, os requisitos de controlo de qualidade e o ritmo de produção.
Quando escolher a fundição de baixa pressão?

A fundição a baixa pressão é mais adequada para projectos que dão prioridade à consistência da maquinação e à qualidade interna. Vale a pena dar prioridade nas avaliações iniciais quando as peças apresentam as seguintes caraterísticas:
- Requisitos internos de qualidade: Se a peça fundida não puder ter porosidade exposta ou retração, ou tiver de passar por testes rigorosos de pressão/vazamento, a fundição a baixa pressão é a principal consideração.
- Elevado rácio de maquinação: Se existirem muitas superfícies maquinadas, as tolerâncias de maquinação consistentes têm um impacto direto no risco de desperdício relacionado com defeitos internos.
- Entrega estável de lotes: Para projectos já em produção em massa estável, a capacidade de controlo do processo de fundição a baixa pressão reduz eficazmente as flutuações causadas pela operação manual.
- Requisitos de alimentação exigentes: As peças com secções espessas localizadas ou transições complexas de espessura de parede beneficiam da alimentação assistida por pressão sustentada para otimizar a qualidade da solidificação.
Quando escolher a fundição por gravidade?

A fundição por gravidade oferece vantagens únicas em termos de investimento inicial e ritmo de desenvolvimento; não é apenas um "substituto de baixo custo":
- Elementos estruturais simples: Se a estrutura da peça for simples, com caminhos de vazamento claros, a fundição por gravidade permite uma configuração de molde mais económica.
- Fases de desenvolvimento e ensaio: Para o desenvolvimento de produtos, ensaios de pequenos lotes ou projectos com uma procura moderada, a fundição por gravidade oferece uma maior flexibilidade na manutenção do molde e modificações rápidas.
- Desempenho de qualidade robusto: Para peças de alumínio com espessura de parede uniforme e requisitos de qualidade interna moderados, a fundição por gravidade atinge uma precisão dimensional e um acabamento superficial fiáveis.
- Iteração do projeto: Se o desenho for suscetível de sofrer modificações durante o projeto, a fundição por gravidade facilita normalmente os ajustes mais rápidos e fáceis do molde.
Que processo se adequa a peças de alumínio comuns?
Em projectos concretos, a seleção do processo deve ter em conta o tipo específico de peça e os riscos de fabrico envolvidos.
| Tipo de peça | Direção recomendada | Lógica |
| Caixas | Baixa pressão ou gravidade | Escolha LP para necessidades de selagem/maquinação; Gravidade para cascas simples |
| Cubos/peças de carga | Inclinar-se para a baixa pressão | Elevados requisitos de estabilidade e consistência de enchimento |
| Suportes | Inclinar-se para a gravidade | Estrutura simples; investimento em ferramentas mais rentável |
| Flanges | Inclinar-se para a gravidade | Forma regular; adequado para um derrame económico por gravidade |
| Peças para bombas | Inclinar-se para a baixa pressão | Concentra-se na qualidade interna, na vedação e na estabilidade da maquinagem |
| Apoios | Caso a caso | LP para cargas elevadas/maquinação; Gravidade para estruturas padrão |
É de notar que a mesma peça pode exigir processos diferentes, dependendo das variações de espessura da parede, da colocação das caraterísticas maquinadas, dos requisitos de vedação e do tamanho do lote. A tabela acima serve apenas como uma ferramenta preliminar de tomada de decisões e não como uma regra absoluta.
Considerações sobre custos e produção
Ao tomar decisões de seleção, é aconselhável considerar todo o ciclo de vida da produção. Uma cotação inicial de molde mais baixa não representa necessariamente o custo total de fabrico mais baixo, uma vez que as taxas de refugo, os riscos de retrabalho, os subsídios de maquinação e as flutuações de qualidade têm um impacto significativo na estrutura de custos.
A fundição a baixa pressão requer um investimento inicial mais elevado, mas se o projeto envolver maquinação extensiva ou exigir um controlo rigoroso da taxa de refugo, a melhor consistência da peça em bruto pode compensar alguns dos custos iniciais e melhorar a estabilidade do fabrico a longo prazo. A fundição por gravidade, entretanto, oferece claras vantagens económicas em termos de investimento inicial e de custos de manutenção do molde.
Sobre a revisão do DFM para projectos de fundição de alumínio
Mesmo que o tipo de peça tenha sido determinado preliminarmente, o processo final ainda requer a avaliação dos detalhes do desenho. Uma revisão antecipada do Design for Manufacturing (DFM) pode ajudar a determinar se a fundição a baixa pressão ou a fundição por gravidade satisfazem melhor as condições reais de fabrico. Para um planejamento mais amplo do processo, estas rotas também devem ser comparadas com outras fundição de alumínio rotas baseadas no tipo de liga, na margem de maquinagem e no volume de produção.
Durante a revisão, a avaliação dos requisitos do desenho, da espessura da parede, do tipo de material, das permissões de maquinagem, dos volumes e das normas de qualidade pode confirmar qual a via mais adequada para satisfazer as necessidades do projeto.
Conclusão
Tanto a fundição a baixa pressão como a fundição por gravidade são adequadas para peças em liga de alumínio, com diferenças que resultam principalmente dos métodos de enchimento e do controlo do processo. A fundição de baixa pressão é mais adequada para projetos que exigem alta qualidade interna, estabilidade de usinagem e consistência de lotes de longo prazo; a fundição por gravidade é mais apropriada para desenvolvimento rápido e sensível ao custo, e peças simples de lotes pequenos a médios. A seleção final deve ser baseada em uma avaliação abrangente das metas de desempenho, volumes de produção, orçamentos de moldes e requisitos pós-usinagem.