Si vous évaluez actuellement les méthodes de moulage pour les boîtiers, les supports, les brides, les pièces de pompe ou les supports structurels en aluminium, les différences entre le moulage à basse pression et le moulage par gravité auront un impact direct sur les coûts des moules, la consistance des pièces brutes et les risques d'usinage ultérieurs. La vraie question n'est souvent pas de savoir quel procédé est intrinsèquement "meilleur", mais lequel est le mieux adapté aux exigences de fabrication spécifiques de votre projet actuel. Ce guide analyse la logique de sélection des procédés en fonction des méthodes de remplissage de l'aluminium fondu, des caractéristiques des pièces et des considérations relatives au coût du cycle complet.
Qu'est-ce que la fonderie d'aluminium à basse pression ?
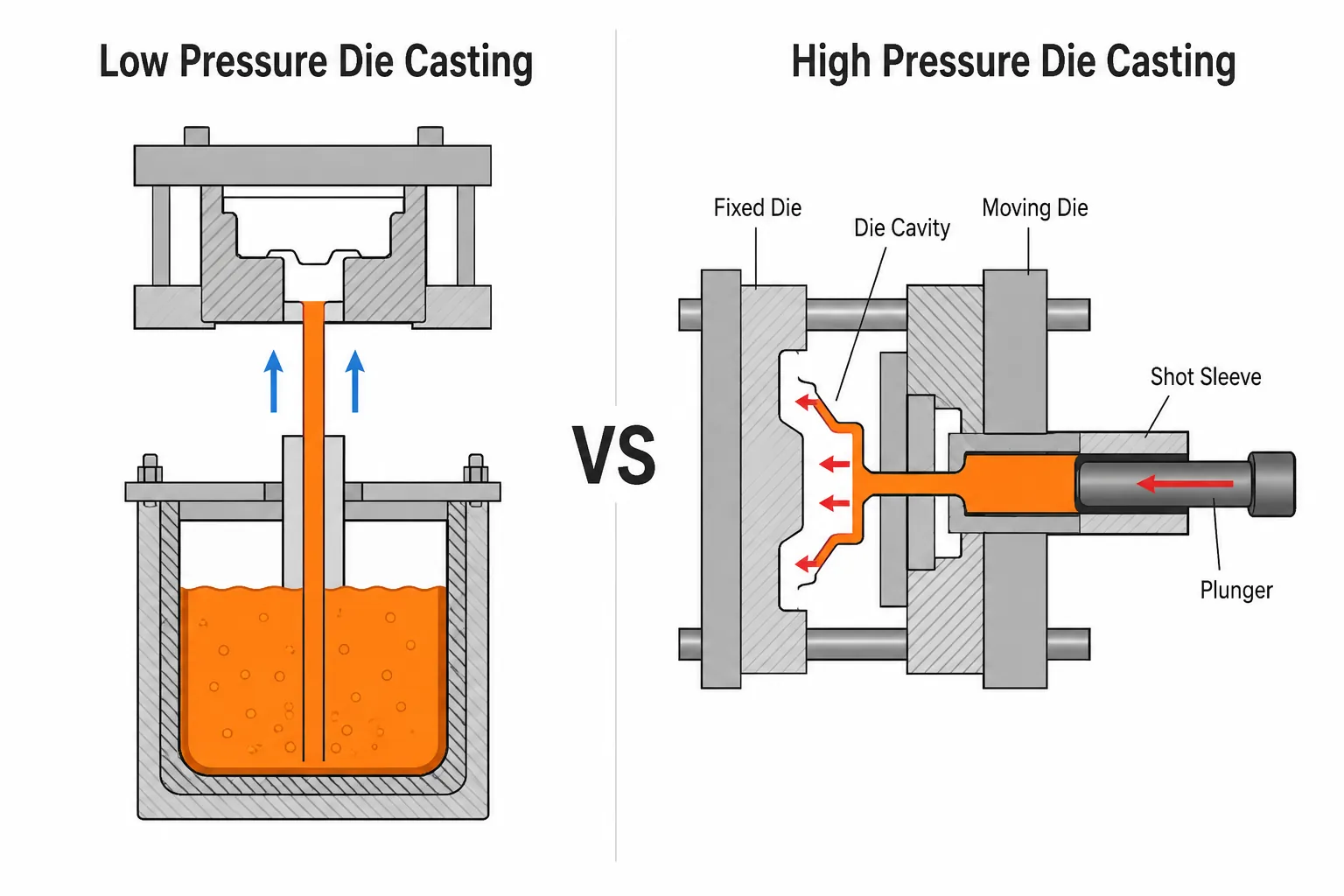
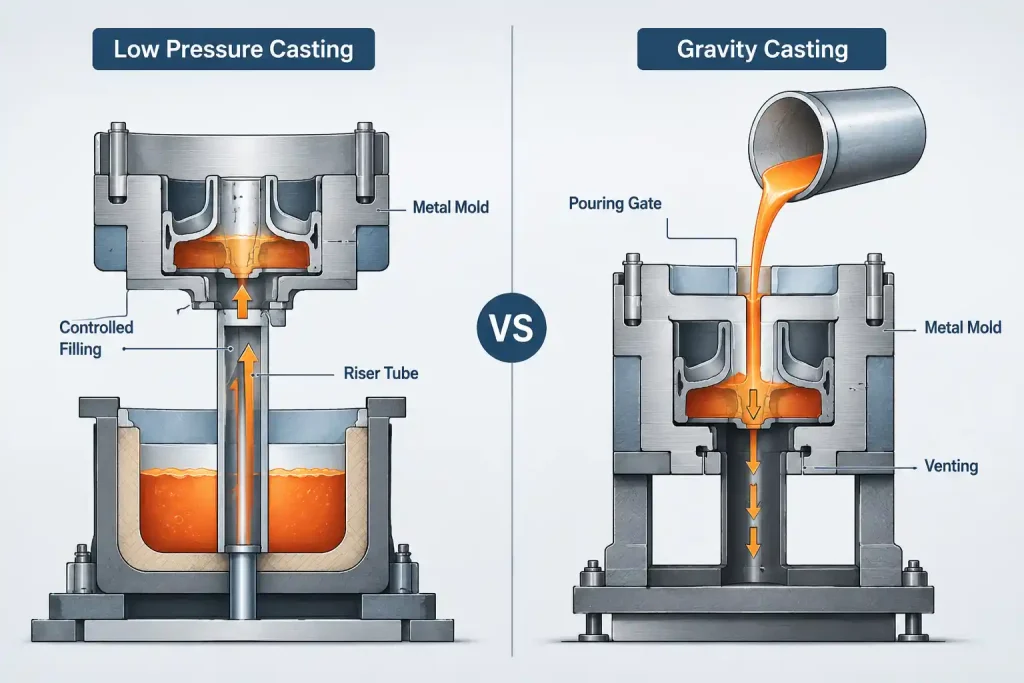
Dans le cas du moulage à basse pression, l'aluminium en fusion est maintenu dans un creuset et poussé dans un moule métallique par une basse pression contrôlée appliquée par l'intermédiaire d'un tube ascendant. Le métal en fusion pénètre généralement dans la cavité du moule par le bas, et la vitesse de remplissage ainsi que la pression peuvent être régulées avec précision par les paramètres du processus, une pression soutenue étant souvent appliquée pendant la phase de solidification pour faciliter l'alimentation. Pour les pièces en aluminium qui nécessitent un remplissage contrôlé et des ébauches stables, moulage d'aluminium à basse pression est souvent évaluée au début de la planification du processus.
Qu'est-ce que la coulée par gravité de l'aluminium ?
Le moulage par gravité de l'aluminium s'appuie sur la force naturelle de la gravité pour faire couler le métal en fusion dans le moule métallique, en utilisant un équipement et un système d'outillage relativement simples. Dans la pratique, la vitesse de coulée, la température du moule et la conception de l'évent sont les facteurs essentiels pour contrôler la qualité du remplissage. Pour les pièces en aluminium ayant une forme relativement directe et une trajectoire de coulée claire, coulée par gravité peut être une option pratique pour les moules permanents.
Quelles sont les différences entre la coulée à basse pression et la coulée par gravité ?
Il est essentiel de comprendre les différences entre les méthodes de remplissage, les systèmes de moules et le contrôle des processus pour évaluer les projets.
| Dimension de l'évaluation | Moulage à basse pression | Coulée par gravité |
| Méthode de remplissage | La pression du gaz pousse le métal dans le moule | Flux naturel par gravité dans le moule |
| Stabilité du remplissage | Contrôlé et reproductible | Dépend de la vitesse de coulée et de la ventilation |
| Qualité interne | Meilleur contrôle de la porosité, du retrait et de la densité | Dépend de la conception de la coulée, de l'aération et de l'alimentation. |
| Moules et équipement | Plus complexe | Plus simple |
| Coût initial de l'outillage | Plus élevé | Plus bas |
| Volume de production | Convient pour les volumes moyens à élevés stables | Convient aux petits et moyens volumes |
| Risque lié à l'usinage | Bonne consistance du blanc, plus facile à contrôler | Meilleur pour un nombre réduit de surfaces usinées ou pour des besoins de qualité modérés |
| Pièces typiques | Boîtiers, moyeux, pièces de pompe, pièces de structure | Supports, brides, couvercles, connecteurs |
La différence fondamentale réside dans la manière dont l'aluminium en fusion entre dans le moule : la coulée à basse pression ajoute un contrôle de la pression, un système de remontée et une phase de maintien, tandis que la coulée par gravité repose davantage sur la coordination du contrôle de la coulée, de la température du moule et de la conception de l'aération. Ces différences n'affectent pas seulement la qualité de la pièce, mais dictent également la conception ultérieure du moule, les exigences en matière de contrôle de la qualité et le rythme de production.
Quand choisir le moulage à basse pression ?

Le moulage à basse pression convient mieux aux projets qui privilégient la cohérence de l'usinage et la qualité interne. Il vaut la peine d'en faire une priorité dans les premières évaluations lorsque les pièces présentent les caractéristiques suivantes :
- Exigences de qualité internes: Si la pièce moulée ne peut pas présenter de porosité ou de retrait exposés, ou si elle doit passer des tests rigoureux de pression/fuite, la pièce moulée à basse pression est la principale considération.
- Ratio d'usinage élevé: S'il y a beaucoup de surfaces usinées, des tolérances d'usinage cohérentes ont un impact direct sur le risque de rebut lié aux défauts internes.
- Livraison stable de lots: Pour les projets qui font déjà l'objet d'une production de masse stable, la capacité de contrôle du processus de coulée à basse pression réduit efficacement les fluctuations causées par les opérations manuelles.
- Des exigences élevées en matière d'alimentation: Les pièces présentant des sections épaisses localisées ou des transitions complexes d'épaisseur de paroi bénéficient d'une alimentation assistée par pression soutenue afin d'optimiser la qualité de la solidification.
Quand choisir la coulée par gravité ?

La coulée par gravité offre des avantages uniques en termes d'investissement initial et de rythme de développement ; il ne s'agit pas simplement d'un "substitut bon marché" :
- Pièces structurelles simples: Si la structure de la pièce est simple et que les voies de coulée sont claires, la coulée par gravité permet une configuration de moule plus économique.
- Phases de développement et d'essai: Pour le développement de produits, les essais en petites séries ou les projets à demande modérée, la coulée par gravité offre une plus grande flexibilité dans la maintenance des moules et les modifications rapides.
- Une qualité robuste: Pour les pièces en aluminium dont l'épaisseur de paroi est uniforme et dont les exigences de qualité interne sont modérées, la coulée par gravité permet d'obtenir une précision dimensionnelle et une finition de surface fiables.
- Itération de la conception: Si la conception est susceptible de subir des modifications au cours du projet, le moulage par gravité permet généralement des ajustements plus rapides et plus faciles du moule.
Quel procédé convient aux pièces en aluminium courantes ?
Dans les projets réels, la sélection du processus doit revenir au type de pièce spécifique et aux risques de fabrication impliqués.
| Type de pièce | Direction recommandée | Logique |
| Boîtiers | Basse pression ou gravité | Choisir LP pour les besoins d'étanchéité et d'usinage ; Gravity pour les coquilles simples |
| Moyeux/Pièces de charge | Se pencher sur la basse pression | Exigences élevées en matière de stabilité et de consistance du remplissage |
| Supports | Se pencher vers la gravité | Structure simple ; investissement en outillage plus rentable |
| Brides | Se pencher vers la gravité | Forme régulière ; convient pour un versement économique par gravité |
| Pièces pour pompes | Se pencher sur la basse pression | L'accent est mis sur la qualité interne, l'étanchéité et la stabilité de l'usinage. |
| Soutien | Au cas par cas | LP pour les charges élevées et l'usinage ; Gravity pour les structures standard |
Il convient de noter qu'une même pièce peut nécessiter différents procédés en fonction des variations de l'épaisseur de la paroi, de l'emplacement des caractéristiques usinées, des exigences en matière d'étanchéité et de la taille des lots. Le tableau ci-dessus ne constitue qu'un outil de décision préliminaire et non une règle absolue.
Considérations relatives au coût et à la production
Lors des décisions de sélection, il est conseillé de prendre en compte l'ensemble du cycle de vie de la production. Un devis initial de moule moins élevé ne représente pas nécessairement le coût de fabrication total le plus bas, car les taux de rebut, les risques de reprise, les tolérances d'usinage et les fluctuations de la qualité ont un impact significatif sur la structure des coûts.
Le moulage à basse pression nécessite un investissement initial plus élevé, mais si le projet implique un usinage important ou exige un contrôle strict du taux de rebut, la meilleure consistance du flan peut compenser une partie des coûts initiaux et améliorer la stabilité de la fabrication à long terme. Le moulage par gravité, quant à lui, offre des avantages économiques évidents en termes d'investissement initial et de coûts d'entretien des moules.
A propos de la revue DFM pour les projets de fonderie d'aluminium
Même si le type de pièce a été déterminé au préalable, le processus final nécessite encore une évaluation des détails du dessin. Un examen précoce de la conception pour la fabrication (DFM) peut aider à déterminer si la coulée à basse pression ou la coulée par gravité répond mieux aux conditions de fabrication réelles. Pour une planification plus large du processus, ces itinéraires doivent également être comparés à d'autres procédés de fabrication. fonte d'aluminium en fonction de la nuance d'alliage, de la tolérance d'usinage et du volume de production.
Au cours de l'examen, l'évaluation des exigences des dessins, de l'épaisseur des parois, de la qualité des matériaux, des tolérances d'usinage, des volumes et des normes de qualité peut confirmer que la voie la plus propice à la satisfaction des besoins du projet est la bonne.
Conclusion
Le moulage à basse pression et le moulage par gravité conviennent tous deux pour les pièces en alliage d'aluminium, les différences résidant principalement dans les méthodes de remplissage et le contrôle du processus. Le moulage à basse pression convient mieux aux projets nécessitant une qualité interne élevée, une stabilité de l'usinage et une constance des lots à long terme ; le moulage par gravité est plus adapté aux projets sensibles aux coûts, au développement rapide et aux pièces directes en petites et moyennes séries. Le choix final doit être basé sur une évaluation complète des objectifs de performance, des volumes de production, des budgets de moulage et des exigences en matière de post-usinage.