Wenn Sie derzeit Gießverfahren für Aluminiumgehäuse, Halterungen, Flansche, Pumpenteile oder Strukturträger prüfen, wirken sich die Unterschiede zwischen Niederdruck- und Schwerkraftgießen direkt auf die Formkosten, die Konsistenz der Rohlinge und die späteren Bearbeitungsrisiken aus. Die eigentliche Frage ist oft nicht, welches Verfahren von Natur aus "besser" ist, sondern welches Verfahren besser für die spezifischen Fertigungsanforderungen Ihres aktuellen Projekts geeignet ist. Dieser Leitfaden analysiert die Logik der Prozessauswahl auf der Grundlage von Füllmethoden für geschmolzenes Aluminium, Teileeigenschaften und Überlegungen zu den Vollzykluskosten.
Was ist Niederdruck-Aluminiumgießen?
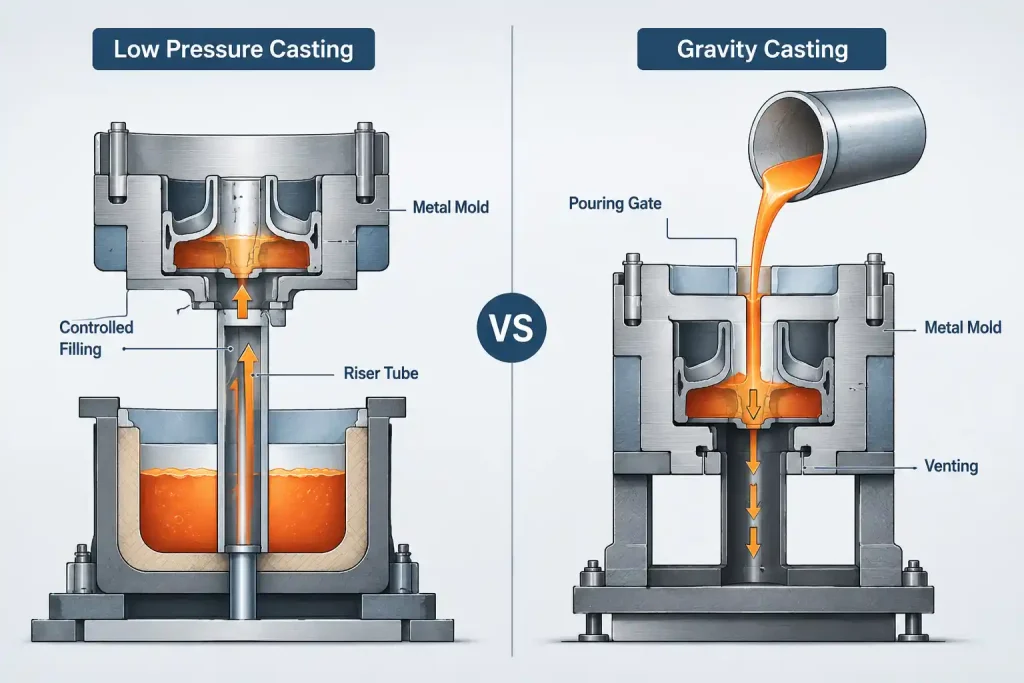
Beim Niederdruckguss wird geschmolzenes Aluminium in einem Tiegel gehalten und mit kontrolliertem Unterdruck durch ein Steigrohr in eine Metallform gedrückt. Das geschmolzene Metall tritt in der Regel von unten in den Formhohlraum ein, und sowohl die Füllgeschwindigkeit als auch der Druck können über die Prozessparameter genau geregelt werden, wobei während der Erstarrungsphase häufig ein anhaltender Druck zur Unterstützung der Speisung angewendet wird. Für Aluminiumteile, die eine kontrollierte Füllung und stabile Rohlinge erfordern, Niederdruck-Aluminiumguss wird häufig während der frühen Prozessplanung bewertet.
Was ist Aluminium Schwerkraftgießen?
Beim Aluminium-Kokillenguss wird die natürliche Schwerkraft genutzt, um das geschmolzene Metall in die Metallform fließen zu lassen, wobei ein relativ einfaches Anlagen- und Werkzeugsystem zum Einsatz kommt. In der Praxis sind die Gießgeschwindigkeit, die Formtemperatur und die Entlüftungskonstruktion die entscheidenden Faktoren für die Kontrolle der Füllqualität. Für Aluminiumteile mit einer relativ direkten Form und einem klaren Gießweg, Schwerkraftguss kann eine praktische Option für Dauerformen sein.
Was sind die Unterschiede zwischen Niederdruck- und Schwerkraftgießen?
Das Verständnis der Unterschiede bei den Abfüllmethoden, den Werkzeugsystemen und der Prozesssteuerung ist für die Projektbewertung von wesentlicher Bedeutung.
| Bewertung Dimension | Niederdruckgießen | Schwerkraftgießen |
| Methode der Befüllung | Gasdruck drückt Metall in die Form | Natürlicher Schwerkraftfluss in die Form |
| Füllungsstabilität | Kontrolliert und wiederholbar | Abhängig von der Gießgeschwindigkeit und der Entlüftung |
| Interne Qualität | Bessere Kontrolle von Porosität, Schrumpfung und Dichte | Abhängig von der Art des Ausgießens, der Entlüftung und der Zuführung |
| Formen und Ausrüstung | Komplexer | Einfacher |
| Kosten für die Erstausstattung mit Werkzeugen | Höher | Unter |
| Produktionsvolumen | Geeignet für stabiles mittleres bis hohes Volumen | Geeignet für kleine bis mittlere Volumen |
| Bearbeitungsrisiko | Gute Blank-Konsistenz, leichter zu kontrollieren | Besser für weniger bearbeitete Oberflächen oder mäßige Qualitätsanforderungen |
| Typische Teile | Gehäuse, Naben, Pumpenteile, Konstruktionsteile | Halterungen, Flansche, Abdeckungen, Verbinder |
Der grundlegende Unterschied liegt in der Art und Weise, wie das geschmolzene Aluminium in die Form gelangt: Beim Niederdruckgießen kommen Druckregelung, ein Speisersystem und eine Haltephase hinzu, während beim Schwerkraftgießen die Gießregelung, die Formtemperatur und die Entlüftung besser koordiniert werden müssen. Diese Unterschiede wirken sich nicht nur auf die Qualität des Teils aus, sondern bestimmen auch die nachfolgende Formkonstruktion, die Anforderungen an die Qualitätskontrolle und das Produktionstempo.
Wann sollte man sich für Niederdruckgießen entscheiden?

Niederdruckguss eignet sich am besten für Projekte, bei denen die Konsistenz der Bearbeitung und die innere Qualität im Vordergrund stehen. Es lohnt sich, dem Niederdruckguss in frühen Evaluierungen Priorität einzuräumen, wenn die Teile die folgenden Merkmale aufweisen:
- Interne Qualitätsanforderungen: Wenn das Gussteil keine freiliegende Porosität oder Schrumpfung aufweisen darf oder strenge Druck-/Leckprüfungen bestehen muss, ist Niederdruckguss die erste Wahl.
- Hoher Anteil an Bearbeitungen: Wenn es viele bearbeitete Oberflächen gibt, wirken sich einheitliche Bearbeitungszugaben direkt auf das Ausschussrisiko in Bezug auf interne Fehler aus.
- Stabile Chargenlieferung: Bei Projekten, die sich bereits in einer stabilen Massenproduktion befinden, werden durch die Prozesssteuerung des Niederdruckgießens die durch den manuellen Betrieb verursachten Schwankungen wirksam reduziert.
- Anspruchsvolle Fütterungsanforderungen: Teile mit lokalisierten dicken Abschnitten oder komplexen Wanddickenübergängen profitieren von einer anhaltenden druckunterstützten Zuführung zur Optimierung der Erstarrungsqualität.
Wann sollte man sich für Schwerkraftgießen entscheiden?

Das Schwerkraftgießen bietet einzigartige Vorteile in Bezug auf die Anfangsinvestitionen und das Entwicklungstempo; es ist nicht nur ein "kostengünstiger Ersatz":
- Einfache Strukturteile: Wenn die Struktur des Teils einfach ist und klare Gießwege vorhanden sind, ermöglicht das Schwerkraftgießen eine wirtschaftlichere Formkonfiguration.
- Entwicklungs- und Erprobungsphasen: Für die Produktentwicklung, Kleinserienversuche oder Projekte mit mäßigem Bedarf bietet das Schwerkraftgießen mehr Flexibilität bei der Wartung der Form und bei schnellen Änderungen.
- Robuste Qualitätsleistung: Bei Aluminiumteilen mit gleichmäßiger Wandstärke und mäßigen Anforderungen an die innere Qualität werden mit dem Schwerkraftgießen zuverlässige Maßhaltigkeit und Oberflächengüte erreicht.
- Entwurf Iteration: Wenn das Design während des Projekts wahrscheinlich geändert wird, ermöglicht das Schwerkraftgießen in der Regel eine schnellere und einfachere Anpassung der Form.
Welches Verfahren eignet sich für gängige Aluminiumteile?
Bei konkreten Projekten muss die Auswahl des Verfahrens auf den spezifischen Teiletyp und die Fertigungsrisiken abgestimmt werden.
| Teil Typ | Empfohlene Richtung | Logik |
| Gehäuse | Niederdruck oder Schwerkraft | Wählen Sie LP für Dichtungs-/Bearbeitungsanforderungen; Schwerkraft für einfache Schalen |
| Naben/Ladungsteile | Neigung zum Niederdruck | Hohe Anforderungen an die Stabilität und Konsistenz der Füllung |
| Klammern | Der Schwerkraft entgegen lehnen | Einfacher Aufbau; kostengünstigere Werkzeuginvestitionen |
| Flansche | Der Schwerkraft entgegen lehnen | Regelmäßige Form; geeignet für wirtschaftliches Schwerkraftgießen |
| Pumpenteile | Neigung zum Niederdruck | Schwerpunkt auf interner Qualität, Abdichtung und Bearbeitungsstabilität |
| Unterstützt | Fall für Fall | LP für hohe Belastung/Bearbeitung; Schwerkraft für Standardstrukturen |
Es ist zu beachten, dass ein und dasselbe Teil je nach Wandstärke, Platzierung der bearbeiteten Merkmale, Dichtungsanforderungen und Losgröße unterschiedliche Verfahren erfordern kann. Die obige Tabelle dient nur als vorläufige Entscheidungshilfe, nicht als absolute Regel.
Überlegungen zu Kosten und Produktion
Bei Auswahlentscheidungen ist es ratsam, den gesamten Produktionslebenszyklus zu berücksichtigen. Ein niedrigerer Kostenvoranschlag für eine Form bedeutet nicht unbedingt die niedrigsten Gesamtkosten, da Ausschuss, Nacharbeit, Bearbeitungszuschläge und Qualitätsschwankungen die Kostenstruktur erheblich beeinflussen.
Das Niederdruckgießen erfordert höhere Anfangsinvestitionen, aber wenn das Projekt umfangreiche Bearbeitungen umfasst oder eine strenge Kontrolle der Ausschussrate erfordert, kann die bessere Konsistenz der Rohlinge einen Teil der Anfangskosten ausgleichen und die langfristige Fertigungsstabilität verbessern. Das Schwerkraftgießen bietet dagegen eindeutige wirtschaftliche Vorteile in Bezug auf die Anfangsinvestitionen und die Wartungskosten der Form.
Über DFM-Reviews für Aluminium-Gussprojekte
Auch wenn die Art des Teils bereits im Vorfeld festgelegt wurde, müssen für den endgültigen Prozess noch Zeichnungsdetails bewertet werden. Eine frühzeitige DFM-Prüfung (Design for Manufacturing) kann dabei helfen, festzustellen, ob das Niederdruck- oder das Schwerkraftgießen den tatsächlichen Fertigungsbedingungen besser entspricht. Für eine umfassendere Prozessplanung sollten diese Wege auch mit anderen Verfahren verglichen werden. Aluminiumguss Routen auf der Grundlage von Legierungssorten, Bearbeitungszugaben und Produktionsvolumen.
Während der Prüfung kann die Bewertung der Zeichnungsanforderungen, der Wandstärke, der Materialgüte, der Bearbeitungsmöglichkeiten, des Volumens und der Qualitätsstandards bestätigen, welcher Weg für die Erfüllung der Projektanforderungen am besten geeignet ist.
Schlussfolgerung
Sowohl das Niederdruck- als auch das Schwerkraftgießen eignen sich für Teile aus Aluminiumlegierungen, wobei die Unterschiede in erster Linie auf die Füllmethoden und die Prozesssteuerung zurückzuführen sind. Niederdruckguss eignet sich besser für Projekte, die eine hohe innere Qualität, Bearbeitungsstabilität und langfristige Chargenkonstanz erfordern; Schwerkraftguss ist besser geeignet für kostensensible, schnelllebige Entwicklungen und einfache Teile in kleinen bis mittleren Serien. Die endgültige Auswahl sollte auf einer umfassenden Beurteilung der Leistungsziele, des Produktionsvolumens, des Budgets für die Form und der Anforderungen an die Nachbearbeitung beruhen.