現在、アルミニウムのハウジング、ブラケット、フランジ、ポンプ部品、または構造サポート用の鋳造ルートを評価している場合、低圧鋳造と重力鋳造の違いは、金型コスト、ブランクの一貫性、およびその後の機械加工リスクに直接影響します。本当の問題は、どちらのプロセスが本質的に「優れているか」ではなく、現在のプロジェクトの特定の製造要件にどちらが適しているかということです。このガイドでは、溶融アルミニウムの充填方法、部品の特性、およびフルサイクルコストを考慮した上で、プロセス選択の論理を分析します。
低圧アルミ鋳造とは?
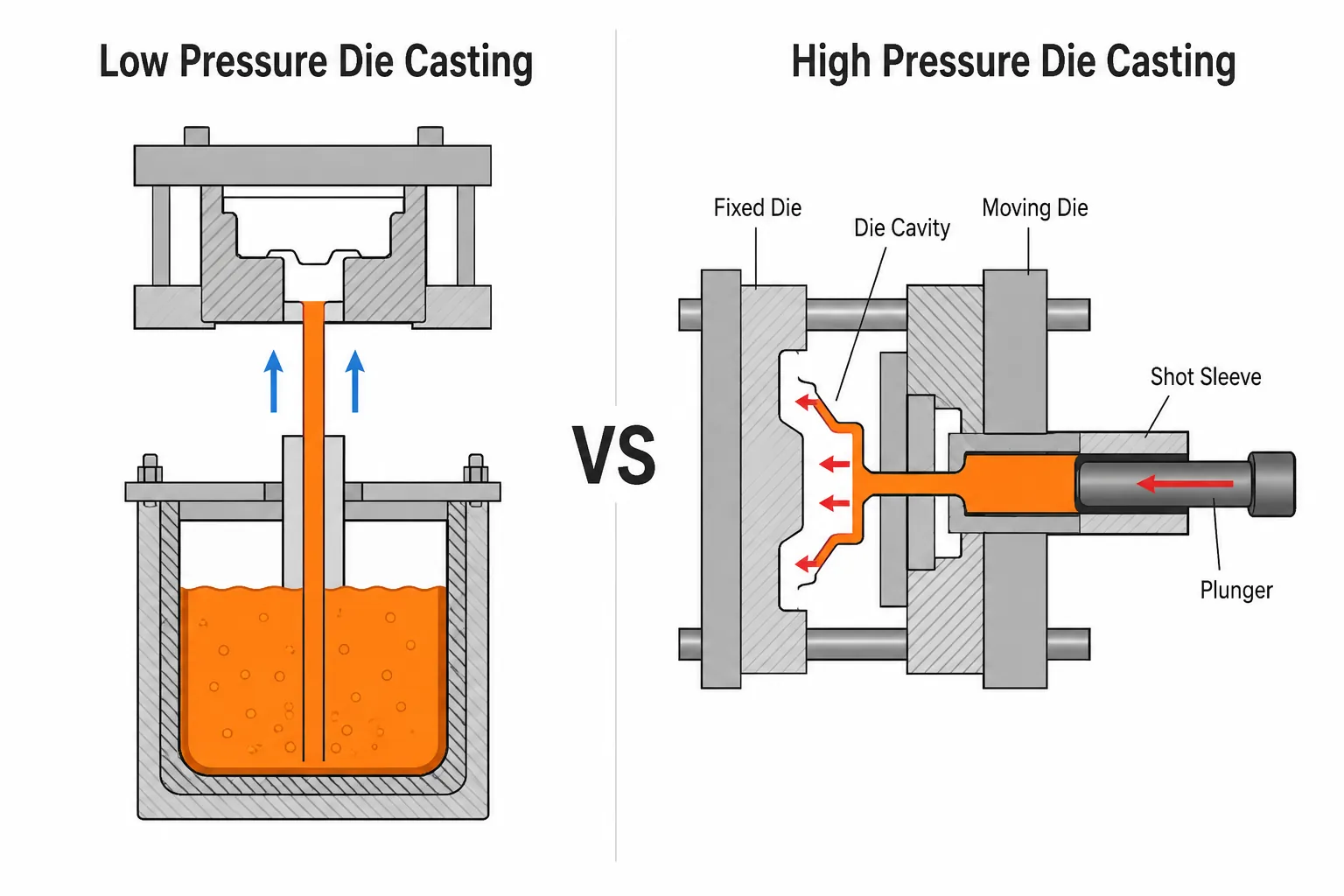
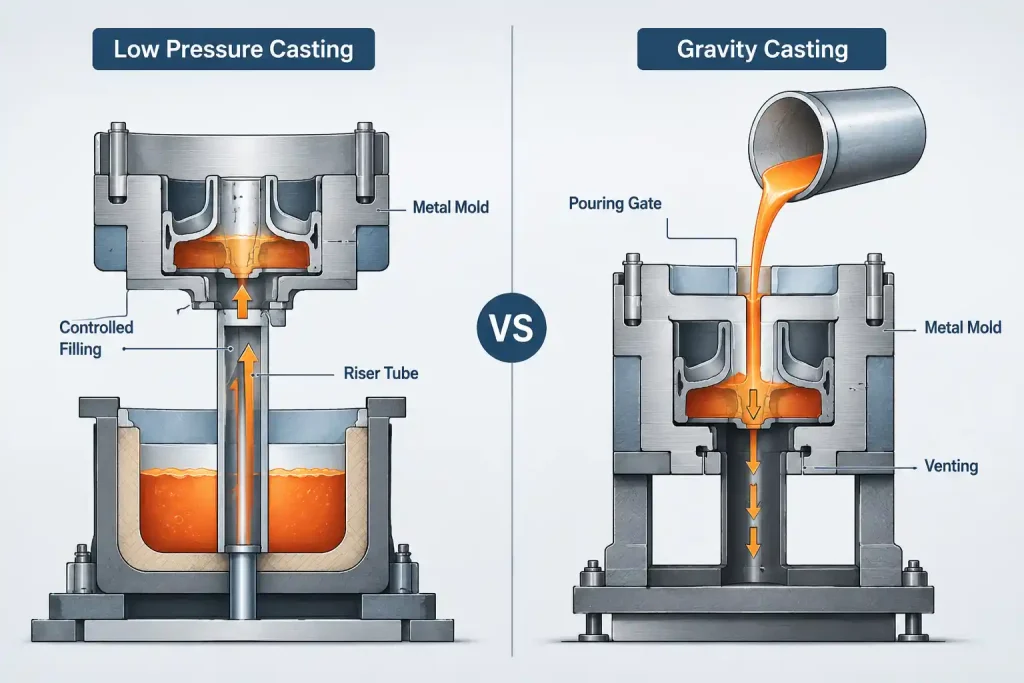
低圧鋳造では、溶融アルミニウムはるつぼに保持され、ライザー管を通して加えられる制御された低圧によって金型に押し込まれる。溶融金属は通常、下から金型キャビティに入り、充填速度と圧力の両方をプロセスパラメータで正確に調整することができます。制御された充填と安定したブランクを必要とするアルミニウム部品向け、 低圧アルミ鋳造 は、初期の工程計画で評価されることが多い。
アルミ重力鋳造とは?
アルミニウム重力鋳造は、比較的簡単な装置と金型システムを使用して、溶融金属を金型に流し込むために、自然の重力の力に依存しています。実際には、注湯速度、鋳型温度、ベント設計が、充填品質を制御するための重要な要素です。比較的直接的な形状で、注湯経路が明確なアルミ部品の場合、 重力鋳造 は実用的な永久金型の選択肢となりうる。
低圧鋳造と重力鋳造の違いは?
充填方法、金型システム、工程管理の違いを理解することは、プロジェクト評価には不可欠である。
| 評価の次元 | 低圧鋳造 | 重力鋳造 |
| 充填方法 | ガス圧で金属を金型に押し込む | 金型への自然な重力流 |
| 充填安定性 | 管理され、再現可能 | 注湯速度とガス抜きによる |
| 内部品質 | 空隙率、収縮率、密度のコントロールが向上 | 注入、排気、給餌の設計による |
| 金型と設備 | より複雑 | よりシンプルに |
| 初期金型費用 | より高い | より低い |
| 生産量 | 安定した中量から大量生産に適している | 小~中容量に適している |
| 加工リスク | ブランクの一貫性が良く、コントロールしやすい。 | 加工面が少ない場合や、中程度の品質が必要な場合に適している。 |
| 代表的な部品 | ハウジング、ハブ、ポンプ部品、構造部品 | ブラケット、フランジ、カバー、コネクタ |
低圧鋳造では圧力制御、ライザーシステム、保持段階が追加されますが、重力鋳造では注湯制御、鋳型温度、ベント設計の調整に大きく依存します。これらの違いは、部品の品質に影響するだけでなく、その後の金型設計、品質管理要件、生産ペースにも影響します。
いつ低圧鋳造を選ぶか?

低圧鋳造は、加工の一貫性と内部品質を優先するプロジェクトに最適です。部品が以下のような特徴を示す場合、初期の評価で優先させる価値がある:
- 内部品質要件:鋳物に気孔や収縮が露出してはならない場合や、厳格な圧力/リークテストに合格しなければならない場合は、低圧鋳造が第一に考慮される。
- 高い加工率:加工面が多い場合、一貫した加工許容量は内部欠陥に関連するスクラップリスクに直接影響する。
- 安定した一括納入:すでに安定した量産体制にあるプロジェクトでは、低圧鋳造のプロセス制御能力が、手作業による変動を効果的に低減します。
- 要求される給餌条件:局所的な厚肉部や複雑な肉厚変化を持つ部品は、凝固品質を最適化するために持続的な圧力アシスト供給が有効です。
グラビティ・キャスティングを選ぶべき時とは?

重力鋳造は、初期投資と開発ペースにおいて独自の利点を提供するものであり、単なる「低コストの代用品」ではない:
- シンプルな構造部品:注湯経路が明確で部品構造が単純な場合、重力鋳造はより経済的な金型構成を可能にします。
- 開発および試験段階:製品開発、小バッチの試作、または中程度の需要のプロジェクトでは、重力鋳造は金型のメンテナンスと迅速な修正においてより高い柔軟性を提供します。
- 堅牢な品質性能:均一な肉厚と中程度の内部品質が要求されるアルミニウム部品では、重力鋳造が信頼できる寸法精度と表面仕上げを実現します。
- デザイン・イテレーション:プロジェクト中にデザインが変更される可能性がある場合、重力鋳造は通常、より迅速かつ容易に金型を調整することができます。
一般的なアルミ部品に適合するプロセスは?
実際のプロジェクトでは、プロセスの選択は、具体的な部品の種類と製造上のリスクに立ち返らなければならない。
| 部品の種類 | 推奨方向 | ロジック |
| ハウジング | 低圧または重力 | シール/機械加工が必要な場合はLPを、シンプルなシェルにはグラビティを選択する。 |
| ハブ/ロードパーツ | 低圧寄り | 充填安定性と一貫性に対する高い要求 |
| ブラケット | 重力への傾き | シンプルな構造、より費用対効果の高い金型投資 |
| フランジ | 重力への傾き | 経済的な重力注入に適したレギュラー形状 |
| ポンプ部品 | 低圧寄り | 内部品質、密閉性、加工安定性を重視 |
| サポート | ケースバイケース | 高荷重/機械加工用LP、標準構造用グラビティ |
同じ部品であっても、肉厚のばらつき、加工形状の配置、シーリング要件、バッチサイズによって、異なる工程が必要となる場合があることに留意すべきである。上記の表は、あくまでも予備的な判断材料であり、絶対的なルールではありません。
コストと生産に関する考察
金型の選定を決定する際には、製造ライフサイクル全体を考慮することをお勧めします。スクラップ率、手戻りのリスク、機械加工の許容範囲、品質の変動がコスト構造に大きく影響するためです。
低圧鋳造では初期投資がかさむが、プロジェクトに大規模な機械加工が含まれる場合や、厳格なスクラップ率管理が必要な場合は、ブランクの一貫性が向上するため、初期コストの一部が相殺され、長期的な製造安定性が向上する可能性がある。一方、重力鋳造は、初期投資と金型メンテナンス費用の面で、明確な経済的利点を提供します。
アルミニウム鋳造プロジェクトのDFMレビューについて
部品タイプが事前に決定されていても、最終工程では図面の詳細を評価する必要があります。製造のための設計(DFM)を早期に検討することで、低圧鋳造と重力鋳造のどちらが実際の製造条件に適しているかを判断することができます。より広範な工程計画のために、これらのルートはまた、他の工程と比較されるべきです。 アルミ鋳造 合金等級、機械加工代、生産量に基づくルート。
検討の際には、図面要件、肉厚、材料等級、機械加工許容範囲、容積、品質基準を評価することで、プロジェクトのニーズを満たすのに、どちらのルートがより適しているかを確認することができる。
結論
低圧鋳造と重力鋳造はどちらもアルミニウム合金部品に適していますが、その違いは主に充填方法と工程管理に起因しています。低圧鋳造は、高い内部品質、機械加工の安定性、長期的なバッチの一貫性が要求されるプロジェクトに適しており、重力鋳造は、コスト重視、速いペースの開発、小~中バッチの簡単な部品に適しています。最終的な選択は、性能目標、生産量、金型予算、加工後の要件などを総合的に判断して行う必要があります。