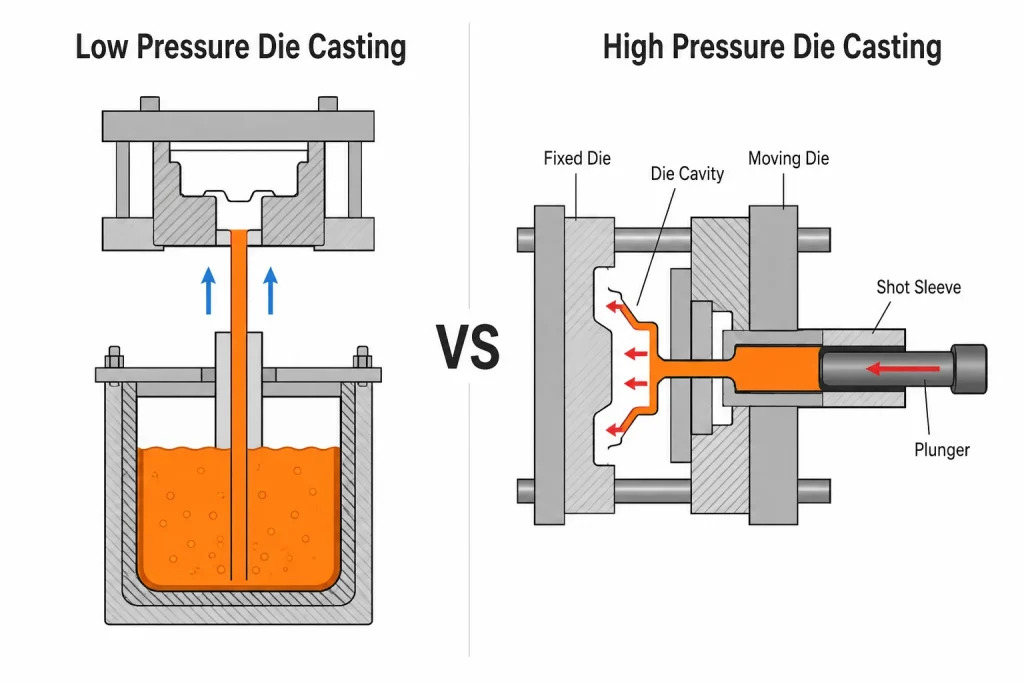
Low Pressure Die Casting (LPDC) and High Pressure Die Casting (HPDC) are two common methods for manufacturing aluminum alloy components. Both processes use metal molds, but they differ in filling behavior, pressure level, internal quality control, production speed, and cost structure. This article compares their definitions, pros and cons, and typical selection factors for industrial aluminum parts.
What Is Low Pressure Die Casting?
Low Pressure Die Casting is a process where molten aluminum is pushed upward from a sealed furnace or crucible into a metal mold using controlled low gas pressure. The aluminum enters the mold cavity bottom-up through a riser tube. When process conditions are controlled, this gradual filling helps reduce turbulence. This method is often suitable for aluminum parts requiring internal quality, pressure-tightness, or stable mechanical performance.

Pros of Low Pressure Die Casting
When evaluating manufacturing methods for performance-critical components, Low Pressure Die Casting (LPDC) is often considered due to its ability to manage metallurgical integrity. The following benefits highlight why this process is frequently selected for functional and structural aluminum applications.
Better Mechanical Properties
Because the molten metal is fed into the cavity gradually from the bottom, the process allows for consistent pressure during the solidification phase. This helps improve feeding and can result in better internal density for structural aluminum parts where reliability is a priority.
Lower Porosity
Since the process uses controlled, low-velocity filling, there is less risk of gas entrapment compared to high-speed injection methods. When factors like venting, melt quality, mold temperature, and pressure hold times are managed, this helps reduce the risk of internal gas porosity in parts like pump housings and pressure-tight components.
High Dimensional Accuracy
This method is often chosen for medium-to-large aluminum components that require consistent dimensions. This stability can help simplify post-casting CNC machining and reduce the material allowance needed for final inspection.
Good Surface Finish
The cast surface is generally suitable for functional applications. In cases where the part requires assembly or specific tolerances, the stable casting process provides a foundation that can often be finished with secondary machining.
Higher Material Utilization
This method allows for efficient metal usage. The molten aluminum that remains in the riser tube after the part solidifies can typically be recycled directly back into the furnace, reducing material waste in projects involving heavier aluminum castings.
Suitable for Larger Aluminum Parts
The process is often selected for structural aluminum parts where size and internal soundness are key, such as pump housings, wheels, covers, end caps, and various brackets.
Reasonable Cost for Medium-Volume Parts
When a project requires moderate production volumes, the tooling and equipment costs can be offset by lower scrap rates and reduced need for intensive post-casting quality remediation compared to high-speed injection.
Cons of Low Pressure Die Casting
While the LPDC process provides significant advantages for internal quality, it is important to consider the operational constraints that may impact project timelines and initial budgets.
Slower Production Speed
The cycle time is generally longer than high-pressure methods because the filling and solidification phases require more time to ensure the structural integrity of the part.
Higher Equipment and Tooling Cost
The system requires a sealed furnace and specialized casting equipment, along with durable permanent molds, which often results in a significant initial capital requirement compared to other casting paths.
Limited Thin-Wall Capability
Depending on the geometry and design, this process is generally less effective for producing extremely thin-walled sections or highly intricate, small-sized features compared to high-pressure methods.
Higher Process Control Requirements
Achieving consistent results depends on precise management of the pressure-time curve, mold thermal gradients, and melt quality, which requires experienced operational oversight.
Less Suitable for Very High-Volume Small Parts
For high-volume production of small, lightweight components, the slower cycle time often makes this method less cost-effective than high-pressure die casting.
What Is High Pressure Die Casting?
High Pressure Die Casting is a process where molten metal is injected into a closed steel die at high speed and high pressure. This method is widely used for aluminum and zinc alloy parts. It is suitable for thin walls, complex shapes, dimensional repeatability, and high-volume production. When evaluating this process, gas entrapment and internal porosity should be considered because of the high-speed filling nature of the injection.

Pros of High Pressure Die Casting
For projects where production efficiency and geometric complexity are the primary drivers, High Pressure Die Casting (HPDC) provides distinct advantages. The following points detail the performance capabilities that make this process a staple for high-volume manufacturing.
Fast Production Speed
The combination of rapid injection and cooling cycles allows for very short manufacturing times, which is essential for projects with high-volume requirements.
Thin-Wall Capability
The high velocity and injection pressure force the molten metal into thin sections of the die, making this process capable of producing parts with very thin walls and intricate geometries that would be difficult to fill otherwise.
Complex Part Geometry
High injection pressures help capture detailed features, including thin ribs, bosses, and small openings, which are difficult to achieve through slower casting methods.
High Dimensional Repeatability
Because the process relies on high-precision steel dies and automated machine parameters, it can produce large batches of parts with very consistent dimensions, reducing variation across thousands of units.
Good Surface Finish
Castings usually emerge with a good as-cast surface appearance, which can help reduce or eliminate the need for expensive secondary cosmetic surface processing for assembly areas.
Lower Unit Cost at High Volume
Although the initial cost for high-precision steel dies is substantial, the high production rate and lower cycle times can significantly reduce the per-unit cost when spread across large manufacturing volumes.
Cons of High Pressure Die Casting
Despite the high efficiency and repeatability offered by HPDC, the high-speed nature of the process introduces specific challenges that require careful engineering and quality oversight.
Higher Porosity Risk
Because molten metal is injected at high velocities, gas entrapment can occur within the mold cavity. If venting, gate design, and injection speed are not balanced, this may lead to internal porosity that can affect the structural or pressure-tight performance of the part.
Limited Heat Treatment and Welding Options
Due to the likelihood of trapped gases, parts produced through this method should be evaluated for structural integrity before any heat treatment or welding process is applied, as these can cause surface blisters.
High Tooling Cost
The requirement for high-precision steel dies means a high upfront investment, making this process less suitable for prototyping or projects with uncertain or low-volume requirements.
Less Suitable for Large or Thick-Wall Parts
Large components may be restricted by the machine’s available locking force and the challenges of managing thermal solidification in thick sections at high injection speeds.
Internal Quality Requires Careful Control
The final part quality is highly dependent on process engineering, including the design of the runner system, overflow placement, vacuum assistance, and injection monitoring.
Low Pressure vs High Pressure Die Casting: What Is the Difference?
Selecting the right casting process depends on the specific requirements of your project, as both Low Pressure Die Casting (LPDC) and High Pressure Die Casting (HPDC) offer unique advantages regarding filling dynamics and part geometry. To help clarify these differences, the table below outlines the primary technical distinctions between these two manufacturing paths.
| Factor | Low Pressure Die Casting (LPDC) | High Pressure Die Casting (HPDC) |
| Filling Method | Controlled bottom-up filling | High-speed, high-pressure injection into a closed steel die |
| Pressure Level | Lower pressure with gradual mold filling | Higher pressure with rapid cavity filling |
| Metal Flow | More stable flow with lower turbulence risk | Faster flow that requires careful venting and overflow design |
| Porosity Risk | Usually lower when mold temperature and pressure are controlled | More sensitive to gas entrapment due to high-speed filling |
| Mechanical Properties | Often suitable for parts requiring internal density or pressure-tightness | Suitable for high-volume parts with general strength requirements |
| Wall Thickness | Better suited to medium-wall and larger aluminum components | Better suited to thin-wall and complex geometries |
| Surface Finish | Stable as-cast surface for functional areas, often machined | Fine as-cast surface for appearance or assembly areas |
| Dimensional Accuracy | Stable dimensional control for medium-to-large parts | Strong repeatability in large-volume production |
| Production Speed | Slower cycle time due to controlled filling | Faster cycle time for high-volume manufacturing |
| Tooling Cost | Requires permanent molds and dedicated equipment | Requires high-precision steel dies and die casting machines |
| Unit Cost | Often reasonable for medium-volume functional parts | Often lower when tooling cost is spread across high production volumes |
| Typical Applications | Wheels, pump housings, end covers, structural housings | Automotive housings, electronic housings, thin-wall brackets, connectors |
Which Process Is Better for Aluminum Parts?
When determining the optimal manufacturing route, it is important to look beyond basic pressure levels or per-piece price tags. The decision-making process should be guided by your specific engineering and project requirements, such as the intended application of the aluminum component, the necessary quality standards, and the overall production scale.
Low Pressure Die Casting (LPDC) is generally better suited for medium-to-large aluminum parts that require gas-tight integrity, stable mechanical properties, or are intended for structural applications such as pump housings, covers, or wheels. For similar aluminum components, engineers may also compare low pressure casting and gravity casting before selecting the final process. This process is particularly effective when the production plan includes post-casting CNC machining or stringent leak testing. Conversely, High Pressure Die Casting (HPDC) is typically the preferred path for thin-walled, complex, or high-volume aluminum parts where cycle time, dimensional repeatability, and low unit costs are the primary drivers. This method is often the right choice for components like automotive housings, connectors, and thin-wall brackets where speed and consistency are essential.
Conclusion
The decision between Low Pressure Die Casting and High Pressure Die Casting involves balancing technical requirements with production economics. Ultimately, your choice should be based on a clear understanding of process intent and manufacturing constraints.
LPDC is generally more suitable for medium-to-large aluminum parts that require stable filling, pressure-tightness, and superior internal quality. In contrast, HPDC is often the more efficient choice for thin-walled, complex, or high-volume parts where production speed and unit costs are critical, with final selection considering part geometry, annual production volume, alloy requirements, machining allowance, and specific quality standards.