Литье под низким давлением (LPDC) и литье под высоким давлением (HPDC) — два распространенных метода изготовления деталей из алюминиевых сплавов. В обоих процессах используются металлические формы, однако они различаются по особенностям заполнения, уровню давления, внутреннему контролю качества, скорости производства и структуре затрат. В данной статье сравниваются их определения, преимущества и недостатки, а также типичные критерии выбора для промышленных деталей из алюминия.
Что такое литье под низким давлением?
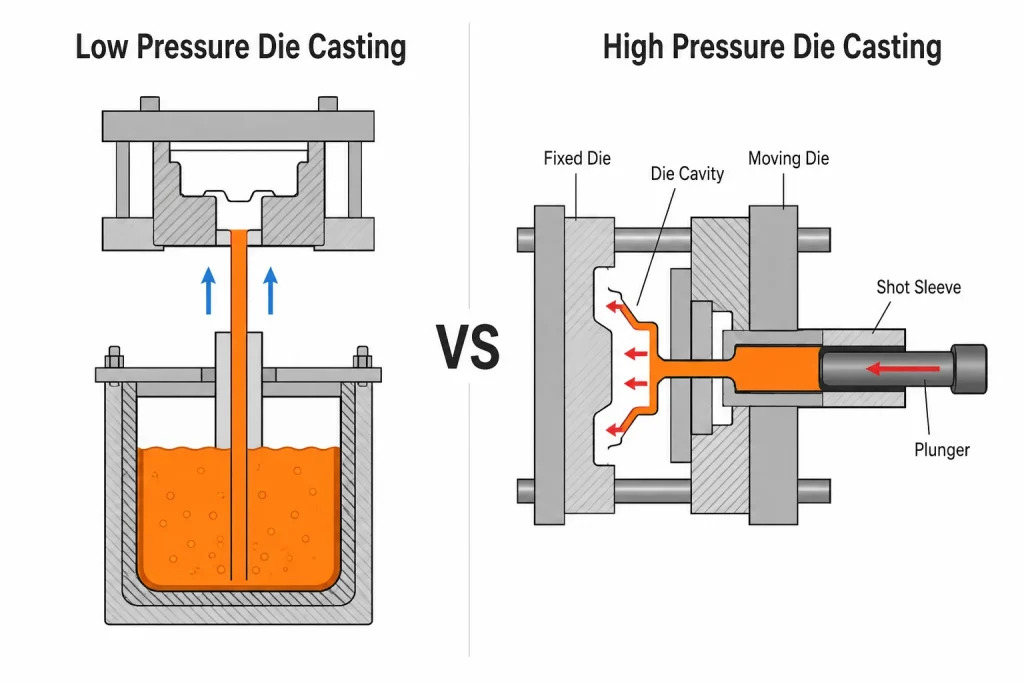
Литье под низким давлением — это процесс, при котором расплавленный алюминий под контролем низкого давления газа подается вверх из герметичной печи или тигля в металлическую форму. Алюминий поступает в полость формы снизу вверх через литниковую трубку. При контролируемых условиях процесса такое постепенное заполнение помогает снизить турбулентность. Данный метод часто подходит для алюминиевых деталей, к которым предъявляются требования к внутреннему качеству, герметичности или стабильным механическим характеристикам.

Преимущества литья под низким давлением
При оценке методов производства компонентов, от которых зависит работоспособность оборудования, часто рассматривается литье под низким давлением (LPDC) благодаря его способности обеспечивать металлургическую целостность. Перечисленные ниже преимущества объясняют, почему этот процесс часто выбирают для изготовления функциональных и несущих алюминиевых деталей.
Улучшенные механические свойства
Поскольку расплавленный металл поступает в полость постепенно снизу, данный процесс обеспечивает постоянное давление на этапе затвердевания. Это способствует улучшению подачи металла и может привести к повышению внутренней плотности конструкционных алюминиевых деталей, для которых надежность имеет первостепенное значение.
Более низкая пористость
Поскольку в данном процессе используется контролируемое наполнение с низкой скоростью, риск образования газовых пузырей меньше по сравнению с методами высокоскоростного впрыска. Контроль таких факторов, как вентиляция, качество расплава, температура пресс-формы и время удержания давления, помогает снизить риск внутренняя газовая пористость в таких деталях, как корпуса насосов и герметичные узлы.
Высокая точность измерения
Данный метод часто выбирают для изготовления алюминиевых деталей средних и крупных размеров, требующих стабильности габаритов. Такая стабильность позволяет упростить послелитейную механическую обработку с ЧПУ и сократить припуск на материал, необходимый для окончательного контроля качества.
Хорошая обработка поверхности
Поверхность отливки, как правило, подходит для функционального применения. В тех случаях, когда деталь требует сборки или соблюдения определённых допусков, стабильный процесс литья обеспечивает основу, которую зачастую можно доработать с помощью вторичной механической обработки.
Повышение коэффициента использования материалов
Данный метод обеспечивает эффективное использование металла. Расплавленный алюминий, остающийся в литниковой трубке после затвердевания детали, как правило, можно напрямую вернуть в печь, что позволяет сократить отходы материала при реализации проектов, связанных с литьем алюминиевых деталей большого веса.
Подходит для крупных алюминиевых деталей
Данный процесс часто применяется при изготовлении алюминиевых конструкционных деталей, для которых размеры и внутренняя целостность имеют ключевое значение, таких как корпуса насосов, колеса, крышки, торцевые заглушки и различные кронштейны.
Разумная стоимость деталей, выпускаемых средними партиями
Если проект предполагает умеренные объемы производства, затраты на инструмент и оборудование можно компенсировать за счет более низких показателей брака и меньшей необходимости в интенсивной корректировке качества после литья по сравнению с высокоскоростным литьем под давлением.
Недостатки литья под низким давлением
Несмотря на то что процесс LPDC обеспечивает значительные преимущества с точки зрения внутреннего качества, важно учитывать операционные ограничения, которые могут повлиять на сроки реализации проекта и первоначальные бюджеты.
Снижение скорости производства
Время цикла, как правило, больше, чем при методах высокого давления, поскольку этапы заливки и затвердевания требуют больше времени для обеспечения структурной целостности детали.
Более высокая стоимость оборудования и инструментов
Данная система требует использования герметичной печи и специализированного литейного оборудования, а также прочных постоянных форм, что зачастую приводит к значительным первоначальным капиталовложениям по сравнению с другими методами литья.
Ограниченные возможности по производству тонкостенных изделий
В зависимости от геометрии и конструкции этот процесс, как правило, менее эффективен для изготовления элементов с чрезвычайно тонкими стенками или мелких деталей сложной формы по сравнению с методами высокого давления.
Более высокие требования к управлению технологическими процессами
Достижение стабильных результатов зависит от точного управления кривой «давление-время», температурными градиентами в пресс-форме и качеством расплава, что требует опытного оперативного контроля.
Менее подходит для производства очень больших партий мелких деталей
При массовом производстве небольших и легких деталей более длительное время цикла зачастую делает этот метод менее рентабельным по сравнению с литьем под высоким давлением.
Что такое литье под высоким давлением?
Литье под высоким давлением — это процесс, при котором расплавленный металл с высокой скоростью и под высоким давлением впрыскивается в закрытую стальную форму. Этот метод широко применяется для изготовления деталей из алюминиевых и цинковых сплавов. Он подходит для изготовления деталей с тонкими стенками, сложной формой, обеспечивает стабильность размеров и позволяет организовать крупносерийное производство. При оценке данного процесса следует учитывать возможность захвата газа и образования внутренней пористости в связи с высокой скоростью заполнения формы при литье.

Преимущества литья под высоким давлением
Для проектов, в которых основными факторами являются эффективность производства и геометрическая сложность, литье под высоким давлением (HPDC) обеспечивает ряд явных преимуществ. Ниже приведены аргументы, подробно описывающие эксплуатационные характеристики, благодаря которым этот процесс стал неотъемлемой частью крупносерийного производства.
Высокая скорость производства
Сочетание быстрых циклов впрыска и охлаждения позволяет сократить время изготовления до минимума, что имеет решающее значение для проектов, предполагающих производство больших партий продукции.
Возможность тонкостенного монтажа
Высокая скорость и давление впрыска заставляют расплавленный металл проникать в узкие участки матрицы, благодаря чему данный процесс позволяет изготавливать детали с очень тонкими стенками и сложной геометрией, которые иначе было бы трудно заполнить.
Сложная геометрия деталей
Высокое давление впрыска позволяет воспроизводить мельчайшие детали, в том числе тонкие ребра, выступы и небольшие отверстия, что трудно обеспечить при использовании более медленных методов литья.
Повторяемость в высоком измерении
Поскольку этот процесс основан на использовании высокоточных стальных штампов и автоматизированных настроек оборудования, он позволяет производить большие партии деталей с очень стабильными габаритами, что снижает отклонения в размерах даже при выпуске тысяч единиц продукции.
Хорошая обработка поверхности
Отливки, как правило, имеют хороший внешний вид поверхности в состоянии «после литья», что позволяет сократить или полностью исключить необходимость в дорогостоящей вторичной косметической обработке поверхности в местах сборки.
Снижение удельной себестоимости при больших объемах производства
Несмотря на то что первоначальные затраты на высокоточные стальные штампы являются значительными, высокая производительность и сокращение продолжительности производственного цикла позволяют существенно снизить себестоимость единицы продукции при производстве больших партий.
Недостатки литья под высоким давлением
Несмотря на высокую эффективность и повторяемость, обеспечиваемые технологией HPDC, высокая скорость процесса создаёт определённые сложности, требующие тщательного проектирования и контроля качества.
Повышенный риск пористости
Поскольку расплавленный металл впрыскивается с высокой скоростью, в полости формы может происходить захват газа. Если система вентиляции, конструкция литника и скорость впрыска не сбалансированы, это может привести к образованию внутренней пористости, которая может повлиять на прочность или герметичность детали.
Ограниченные возможности термообработки и сварки
В связи с вероятностью наличия застрявших газов детали, изготовленные данным методом, необходимо проверять на целостность конструкции перед проведением любой термообработки или сварки, поскольку эти процессы могут привести к образованию пузырей на поверхности.
Высокая стоимость инструментов
Потребность в высокоточных стальных штампах влечет за собой значительные первоначальные инвестиции, в связи с чем данный процесс менее подходит для создания прототипов или проектов с неопределенными требованиями к объемам производства либо с небольшими объемами.
Менее подходит для крупных деталей или деталей с толстыми стенками
Производство крупных деталей может быть ограничено доступным усилием зажима машины, а также сложностями, связанными с управлением термическим затвердеванием в толстых участках при высоких скоростях впрыска.
Обеспечение внутреннего качества требует тщательного контроля
Качество готовой детали в значительной степени зависит от технологического проектирования, включая разработку системы литников, расположение переливных каналов, использование вакуумной поддержки и контроль процесса впрыска.
Литье под низким давлением и литье под высоким давлением: в чём разница?
Выбор подходящего метода литья зависит от конкретных требований вашего проекта, поскольку как литье под низким давлением (LPDC), так и литье под высоким давлением (HPDC) обладают уникальными преимуществами с точки зрения динамики заполнения формы и геометрии детали. Чтобы помочь разобраться в этих различиях, в приведенной ниже таблице представлены основные технические отличия между этими двумя методами производства.
| Фактор | Литье под низким давлением (LPDC) | Литье под высоким давлением (HPDC) |
| Способ наполнения | Контролируемое заполнение по принципу «снизу вверх» | Высокоскоростная литьевая формовка под высоким давлением в закрытой стальной матрице |
| Уровень давления | Более низкое давление при постепенном заполнении формы | Более высокое давление при быстром заполнении полости |
| Metal Flow | Более стабильное течение с меньшим риском возникновения турбулентности | Более быстрый поток, требующий тщательной проработки системы вентиляции и перелива |
| Риск, связанный с пористостью | Обычно ниже, если температура и давление в пресс-форме регулируются | Более подвержены образованию газовых пузырей из-за высокоскоростной наполнки |
| Механические свойства | Часто подходит для деталей, требующих высокой внутренней плотности или герметичности | Подходит для деталей, выпускаемых большими партиями, к которым предъявляются общие требования к прочности |
| Толщина стенок | Лучше подходит для алюминиевых деталей со средней толщиной стенок и более крупных | Лучше подходит для тонкостенных деталей и сложных геометрических форм |
| Отделка поверхности | Устойчивая поверхность в виде, полученная при литье, для функциональных зон, которые часто подвергаются механической обработке | Гладкая поверхность после литья для эстетических целей или в местах сборки |
| Точность размеров | Стабильный контроль размеров деталей средних и крупных размеров | Высокая повторяемость при крупносерийном производстве |
| Скорость производства | Увеличение продолжительности цикла за счет регулируемого наполнения | Сокращение времени цикла для крупносерийного производства |
| Стоимость оснастки | Требуются постоянные формы и специальное оборудование | Требуются высокоточные стальные матрицы и машины для литья под давлением |
| Удельная стоимость | Часто целесообразно для функциональных деталей средних объемов | Часто снижается, когда затраты на инструмент распределяются на большие объемы производства |
| Типовые применения | Колеса, корпуса насосов, торцевые крышки, несущие корпуса | Корпуса для автомобильной промышленности, корпуса для электронных устройств, тонкостенные кронштейны, разъемы |
Какой процесс лучше подходит для алюминиевых деталей?
При определении оптимальной технологии изготовления важно не ограничиваться лишь базовыми показателями давления или ценой за единицу продукции. Процесс принятия решения должен основываться на конкретных технических и проектных требованиях, таких как предполагаемое применение алюминиевой детали, необходимые стандарты качества и общий масштаб производства.
Литье под низким давлением (LPDC) обычно лучше подходит для средних и крупных алюминиевых деталей, которые должны обладать газонепроницаемостью, стабильными механическими свойствами или предназначены для использования в конструкциях, таких как корпуса насосов, крышки или колеса. При рассмотрении аналогичных алюминиевых деталей инженеры также могут сравнить литье под низким давлением и гравитационное литье перед выбором окончательного технологического процесса. Данный процесс особенно эффективен в тех случаях, когда производственный план предусматривает обработку на станках с ЧПУ после литья или проведение строгого контроля герметичности. Напротив, литье под высоким давлением (HPDC) обычно является предпочтительным методом для изготовления тонкостенных, сложных или серийных алюминиевых деталей, где основными факторами являются время цикла, стабильность размеров и низкая себестоимость единицы продукции. Этот метод часто является правильным выбором для таких компонентов, как автомобильные корпуса, разъёмы и тонкостенные кронштейны, где скорость и стабильность качества имеют решающее значение.
Заключение
Выбор между литьем под низким давлением и литьем под высоким давлением предполагает поиск баланса между техническими требованиями и экономической эффективностью производства. В конечном итоге ваш выбор должен основываться на четком понимании целей технологического процесса и производственных ограничений.
Как правило, технология LPDC лучше подходит для изготовления алюминиевых деталей средних и крупных размеров, для которых важны стабильность заполнения, герметичность и высокое качество внутренней структуры. В свою очередь, технология HPDC часто является более эффективным выбором для тонкостенных, сложных или серийных деталей, при производстве которых решающее значение имеют скорость производства и удельные затраты; окончательный выбор зависит от геометрии детали, годового объема производства, требований к сплаву, припуска на механическую обработку и конкретных стандартов качества.