A fundição sob pressão de baixa pressão utiliza um processo de enchimento controlado para melhorar o fluxo de metal e a consistência do lote, mas não elimina completamente os defeitos de fundição. Quando a ventilação, a alimentação, a qualidade da massa fundida, a temperatura do molde ou a estrutura da peça não são corretamente controladas, podem ainda ocorrer porosidade, retração, inclusões de óxido, fechos a frio, erros de execução e flutuação dimensional.
Alguns destes defeitos não são visíveis na peça fundida em bruto e só podem aparecer após maquinação CNC, testes de pressão ou inspeção de lotes. Este artigo analisa os defeitos comuns da fundição sob baixa pressão, explica suas causas típicas e resume os métodos práticos de prevenção para peças de liga de alumínio, como carcaças, corpos de bomba, suportes, rodas e flanges.
O que é a fundição injectada a baixa pressão?
Fundição injectada a baixa pressão é um processo de fundição que utiliza baixa pressão controlada para empurrar o alumínio fundido de um forno ou cadinho para um molde de metal. O alumínio fundido entra normalmente na cavidade do molde a partir do fundo através de um tubo de elevação e mantém a pressão durante a solidificação para ajudar a alimentar as áreas de contração.
Este processo é normalmente utilizado para peças industriais, tais como caixas de liga de alumínio, corpos de bombas, rodas, suportes e flanges. A sua vantagem reside num processo de enchimento relativamente estável, adequado para peças fundidas que requerem uma elevada qualidade interna e consistência dos lotes, embora a qualidade real continue a depender do controlo da pressão, da ventilação, da alimentação, da temperatura e da conceção do molde.
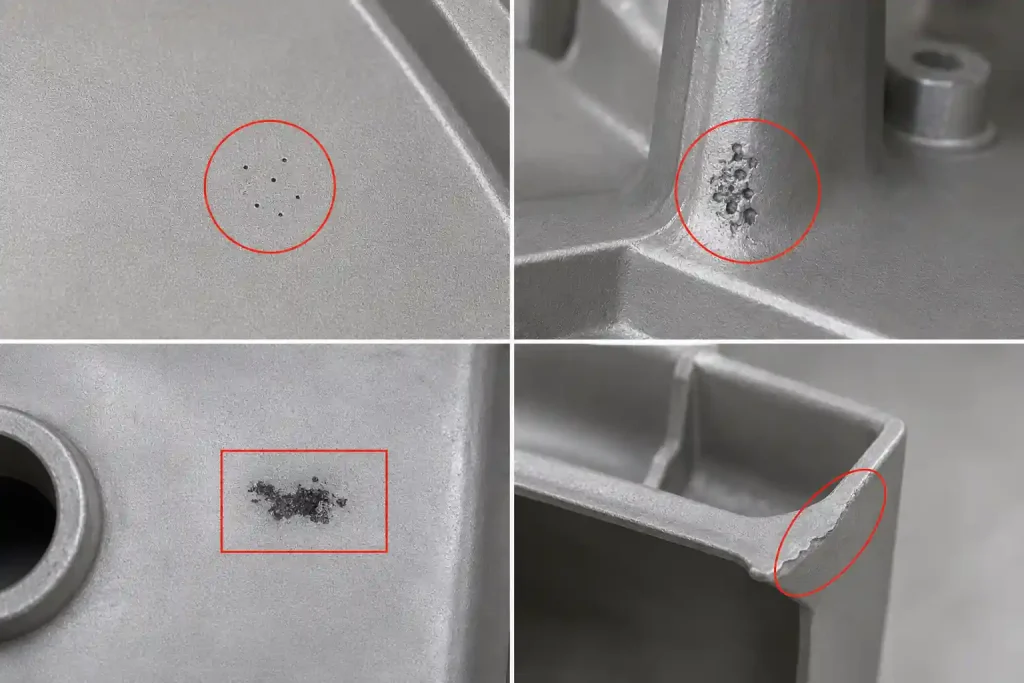
Quais são os defeitos mais comuns na fundição injectada a baixa pressão?
O quadro seguinte apresenta uma panorâmica dos tipos de defeitos mais comuns e dos respectivos métodos de prevenção:
| Tipo de defeito | Aparência comum | Métodos de prevenção |
| Porosidade | Pequenos orifícios, vazios internos | Otimizar a ventilação, a desgaseificação e o enchimento estável |
| Retração | Retração interna em zonas espessas | Melhorar a conceção da alimentação, da pressão e do arrefecimento |
| Inclusões de óxido | Inclusões superficiais ou internas | Melhorar a filtragem, reduzir a turbulência da fusão |
| Fecho a frio | Linhas de fusão deficientes | Controlo da temperatura do molde/fundido, percurso de enchimento |
| Erros de execução | Preenchimento incompleto | Otimizar a pressão de enchimento, os canais e a ventilação |
| Flutuação dimensional | Desvio de tamanho, tolerância desigual | Estabilizar a temperatura do molde, o arrefecimento e o tempo de libertação |
As secções seguintes detalham cada tipo de defeito, incluindo o seu aspeto típico, causas comuns e métodos práticos de prevenção.
Porosidade
A porosidade aparece normalmente como espaços vazios no interior da peça ou expostos na superfície após a maquinação CNC, muitas vezes em áreas maquinadas, faces de vedação ou secções de paredes espessas. Para componentes como caixas e corpos de bombas que requerem estanquidade ao ar, a porosidade pode afetar a taxa de aprovação do teste de pressão e aumentar o risco de retrabalho ou sucata.

As causas mais comuns incluem:
- Ventilação insuficiente;
- Ar aprisionado;
- Elevado teor de hidrogénio na fusão do alumínio;
- Processo de enchimento instável.
A prevenção requer normalmente a otimização da disposição dos respiradouros, a estabilização da velocidade de enchimento, o reforço da desgaseificação da massa fundida e a redução da turbulência durante o processo de enchimento.
Retração
A retração ocorre frequentemente em secções espessas localizadas, pontos quentes ou transições de espessura de parede, aparecendo como retração interna ou vazios expostos após a maquinagem. Para componentes estruturais ou peças que requerem maquinação subsequente, tais defeitos podem afetar a resistência estrutural, a estabilidade da maquinação e as taxas de aprovação da inspeção.

As causas mais comuns incluem:
- Trajectos de alimentação inadequados;
- Pressão de retenção insuficiente ou tempo de retenção desadequado;
- Arrefecimento irregular do molde;
- Espessura excessiva da parede local ou transições abruptas de espessura.
O controlo deve centrar-se na otimização dos parâmetros de pressão de retenção, na melhoria dos percursos de alimentação, no equilíbrio das concepções de arrefecimento e na suavização das transições de espessura da parede.
Inclusões de óxido
As inclusões de óxido manifestam-se como pontos escuros, manchas pretas ou áreas descontínuas na superfície ou nas secções maquinadas, que podem prejudicar as propriedades mecânicas e a qualidade da superfície.

As causas mais comuns incluem:
- Filmes de óxido aprisionados;
- Tratamento inadequado da fusão;
- Turbulência excessiva durante o transporte;
- Configuração incorrecta do sistema de filtragem.
Em termos de processo, deve prestar-se atenção à melhoria do tratamento da massa fundida, ao reforço dos efeitos de filtração, à minimização da agitação do metal fundido e à normalização dos procedimentos diários de transporte.
Fecho a frio
Os cortes a frio aparecem como linhas lineares ou filiformes de fusão deficiente, ocorrendo normalmente onde os fluxos de metal fundido convergem, em áreas de paredes finas ou no final do percurso de enchimento, afectando potencialmente o aspeto e a continuidade estrutural.

As causas mais comuns incluem:
- Baixa temperatura do molde;
- Temperatura de fusão insuficiente;
- Velocidade de enchimento inadequada;
- Caminhos de fluxo excessivos ou conceção incorrecta do corredor.
Estas são normalmente resolvidas ajustando as temperaturas do molde e da massa fundida, optimizando as curvas de enchimento e melhorando o design do canal para minimizar a perda de calor.
Erros de execução
Os erros de execução manifestam-se como preenchimento incompleto localizado, material em falta ou contornos incompletos, muitas vezes em áreas de paredes finas, distantes ou com canais complexos, o que pode afetar a integridade dimensional e os requisitos de montagem.

As causas mais comuns incluem:
- Pressão de enchimento insuficiente;
- Fraca fluidez da fusão;
- Ventilação da cavidade obstruída;
- Baixa temperatura local do molde.
As melhorias envolvem principalmente a otimização da pressão de enchimento, a otimização da conceção do canal, a garantia de vias de ventilação desobstruídas e a melhoria do controlo da temperatura local do molde.
Flutuação dimensional
A flutuação dimensional refere-se a inconsistências nas dimensões críticas entre lotes, tolerâncias de maquinação irregulares ou desvios de montagem, que podem facilmente afetar a estabilidade da maquinação e montagem CNC.

As causas mais comuns incluem:
- Flutuações cíclicas da temperatura do molde;
- Eficiência desigual do circuito de refrigeração;
- Deformação durante a libertação da peça;
- Ajustes não razoáveis da tolerância de maquinagem ou verificação insuficiente da produção piloto.
Os esforços de controlo devem centrar-se na estabilidade dos sistemas de temperatura do molde, na distribuição dos circuitos de arrefecimento, na gestão do tempo de libertação e na definição de tolerâncias de maquinação razoáveis com base em dados de ensaio.
Para além do ajuste das condições do processo para defeitos individuais, as revisões estruturais antes do fabrico do molde são igualmente importantes. Para caixas, corpos de bomba, flanges ou componentes de suporte, é fundamental verificar previamente as transições de espessura de parede, secções espessas locais, localizações de superfícies maquinadas, posições de faces de vedação, espaço de ventilação, caminhos de alimentação e condições de arrefecimento.
Ao avaliar projectos de fundição de alumínio a baixa pressão, as revisões iniciais do design ajudam a identificar áreas propensas a porosidade, retração ou riscos dimensionais, reduzindo assim os riscos de qualidade durante as fases de produção de ferramentas e ensaios.
Conclusão
Os defeitos de fundição sob baixa pressão não são tipicamente causados por um único fator. A porosidade, a contração, as inclusões de óxido, os cortes a frio, os erros de execução e a flutuação dimensional estão frequentemente relacionados com a qualidade da fusão, a estabilidade do enchimento, a ventilação, a alimentação, a temperatura do molde, o equilíbrio do arrefecimento e a estrutura da peça. Por conseguinte, o controlo de defeitos deve começar cedo com processos como o tratamento da massa fundida, a ventilação do molde, a conceção da alimentação, o controlo da temperatura e a verificação da produção experimental.
Para carcaças de liga de alumínio, corpos de bomba, suportes, rodas e flanges, as revisões de projeto e processo devem ser realizadas antes do ferramental e durante a produção experimental. Concentrar-se em transições de espessura de parede, secções espessas localizadas, faces de vedação, superfícies maquinadas, caminhos de ventilação e condições de alimentação ajuda a reduzir o refugo pós-manufaturação, o retrabalho e a variação da qualidade do lote.





