
Fundição injectada a baixa pressão (LPDC) é um processo de fabrico de precisão que molda o metal através de pressão pneumática controlada de baixo para cima. Amplamente adotado nos sectores automóvel e industrial, este artigo examina os seus princípios operacionais, vantagens e alternativas técnicas.
O que é a fundição injectada a baixa pressão (LPDC)?
LPDC utiliza uma pressão controlada para fazer subir o metal fundido para dentro do molde, um método que minimiza o aprisionamento de ar e assegura uma estanquidade superior. Diferente de fundição em areiaque é propensa à rugosidade da superfície e à porosidade interna, a LPDC utiliza uma compensação de pressão ativa para preencher geometrias complexas e eliminar a retração. Em comparação com fundição por gravidade-que se baseia apenas no fluxo gravitacional, este processo produz uma microestrutura mais densa, maximizando significativamente a utilização do material através da redução do desperdício de portão.
Como funciona a fundição injectada a baixa pressão?
A fundição injectada de baixa pressão (LPDC) funciona através da aplicação de uma pressão de ar precisa dentro de um forno selado, conduzindo o alumínio fundido para cima através de um tubo de elevação para dentro do molde. Este método de enchimento de baixo para cima assegura um fluxo de fluido suave, evitando eficazmente o aprisionamento de ar e impurezas, o que garante uma pureza de fusão e um acabamento de superfície superiores desde a origem.
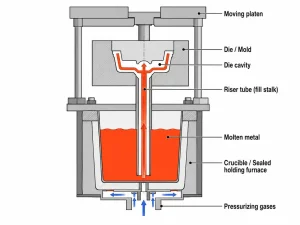
Uma vez preenchido o molde, o sistema mantém a pressão constante até à solidificação total. Durante esta fase, o alumínio fundido no tubo de elevação continua a preencher as lacunas microscópicas causadas pela contração do arrefecimento. Esta alimentação por pressão contínua elimina completamente a porosidade interna, assegurando uma microestrutura excecionalmente densa e propriedades mecânicas superiores.
Após a solidificação, a pressão é libertada e o alumínio fundido remanescente flui automaticamente para trás para dentro do forno. Este design aumenta significativamente a utilização de material e minimiza o excesso de sucata, permitindo a produção eficiente e padronizada de peças fundidas de alumínio de alta qualidade.
Parâmetros e otimização do processo de fundição injetada a baixa pressão
A qualidade consistente em LPDC depende do equilíbrio das condições de pressão, temperatura, alimentação e arrefecimento. Parâmetros como os perfis de pressão, os tempos de retenção e o controlo térmico desempenham um papel significativo na estabilidade do enchimento e na compensação do encolhimento.
Controlo da pressão e estabilidade do enchimento
O LPDC funciona normalmente dentro de uma gama de referência de 0,02-0,15 MPaEmbora as configurações reais variem com base na geometria da peça, tipo de liga, espessura da parede e resistência do molde. O processo utiliza uma pressão de elevação para iniciar o movimento, seguida de uma pressão de enchimento para conduzir o alumínio fundido para dentro do molde.
O objetivo é um enchimento suave e de baixa turbulência. Uma pressão insuficiente ou um tempo de enchimento incorreto pode levar a erros de enchimento ou a cortes a frio, especialmente em secções de paredes finas. Por outro lado, uma pressão excessiva ou uma curva de pressão agressiva pode perturbar o fluxo laminar, aumentando o risco de aprisionamento de gás e arrastamento da película de óxido.
Compensação da pressão de manutenção e da retração
Uma vez preenchido, o molde entra numa fase de retenção para compensar a contração do líquido para o sólido durante a solidificação. Esta fase é vital para secções espessas, pontos quentes, saliências, intersecções de nervuras e transições de espessura de parede.
A pressão de retenção e a duração estão frequentemente relacionadas com a presença de porosidade de contração. Embora o aumento destes parâmetros possa melhorar a densidade, também afecta o tempo de ciclo. As definições óptimas são normalmente refinadas através da identificação de estrangulamentos térmicos localizados e da utilização de feedback de produção experimental para suportar uma estrutura sólida.
Gestão da temperatura
A temperatura afecta tanto a fluidez do metal como o comportamento de solidificação. A temperatura do alumínio fundido governa o fluxo e a absorção de gás; se a fusão for demasiado fria, pode ocorrer um enchimento deficiente, fechos a frio ou erros de execução, enquanto o calor excessivo pode aumentar os riscos de oxidação e absorção de hidrogénio.
Simultaneamente, a temperatura do molde influencia a taxa de solidificação e o acabamento da superfície. Temperaturas irregulares podem causar solidificação prematura, flutuação dimensional ou permissão de usinagem inconsistente. Estas variáveis devem ser ajustadas de acordo com o tipo de liga e a geometria para promover um ambiente térmico equilibrado.
Balanço de ventilação, alimentação e arrefecimento
A ventilação, os caminhos de alimentação e os circuitos de arrefecimento são componentes críticos da otimização do processo. Uma ventilação inadequada pode reter gases no molde, levando à porosidade, enquanto um caminho de alimentação mal optimizado pode aumentar o risco de retração.
Um arrefecimento equilibrado é também necessário para evitar tensões internas que contribuem para a deformação e variação dimensional. A revisão de áreas críticas, como as transições entre espessura e espessura e os pontos quentes locais durante a conceção do molde e a produção experimental, ajuda a reduzir o risco de defeitos internos e apoia a precisão necessária para as operações de pós-fundição.
A otimização do processo LPDC não se baseia em valores universais. Em vez disso, envolve o ajuste de parâmetros com base no tipo de liga, na espessura da parede, no design do molde, no percurso do fluxo e no feedback dos ensaios para aperfeiçoar a qualidade interna e a consistência dos lotes.
Materiais adequados para a fundição injectada a baixa pressão
Fundição injectada a baixa pressão é utilizado principalmente para metais não ferrosos, particularmente ligas que exigem uma integridade interna superior. Os principais materiais incluem:
- Ligas de alumínio: O material mais comum para LPDC, como A356, A380, e AlSi7Mg. Devido à sua excelente fluidez e relação resistência/peso, são o padrão para rodas e peças de motor de automóveis.
- Ligas de magnésio: Para componentes aeroespaciais ou de competição de alto desempenho que exigem uma redução extrema do peso, o LPDC assegura um enchimento suave sem aprisionamento de gás para magnésio altamente reativo.
- Ligas de cobre: Incluindo bronze e latão. Como o LPDC minimiza a oxidação durante o processo, é frequentemente utilizado para corpos de válvulas de alto desempenho, componentes de bombas e acessórios eléctricos.
- Outros metais não ferrosos: Em sectores industriais específicos, as ligas de zinco podem também ser processadas através de LPDC para obter propriedades mecânicas superiores.
Vantagens da fundição injectada a baixa pressão
O LPDC é amplamente utilizado nas indústrias automóvel e aeroespacial devido a várias vantagens importantes:
- Pureza superior do material: Uma vez que o metal é extraído por baixo da superfície, a entrada de películas de óxido e escórias no molde é impedida, resultando numa qualidade interna excecional.
- Microestrutura densa: A solidificação sob pressão proporciona excelentes capacidades de alimentação, reduzindo significativamente a ocorrência de cavidades de contração e porosidade.
- Elevado rendimento do material: Este processo requer tipicamente menos e mais pequenos portões e risers em comparação com a fundição por gravidade, levando a uma taxa de utilização de metal que excede frequentemente 90%.
- Enchimento estável: A pressão e a velocidade controláveis asseguram um fluxo suave e laminar. Isto minimiza o aprisionamento de gás e a erosão do molde, tornando-o ideal para peças complexas e de paredes finas.
- Automatização amigável: Todo o processo é controlado por curvas de pressão precisas, garantindo uma elevada repetibilidade e reduzindo a dependência do trabalho manual.
Limitações da fundição injectada a baixa pressão
Embora o LPDC ofereça uma qualidade de peça excecional, é importante considerar certas limitações com base nos seus requisitos de produção:
- Tempos de ciclo mais longos: Uma vez que o metal fundido é injetado lentamente e tem de solidificar completamente sob pressão antes de o ciclo terminar, a velocidade de produção é geralmente mais lenta do que a da fundição injectada a alta pressão (HPDC).
- Manutenção do equipamento: Componentes como o tubo de elevação e as juntas de vedação estão constantemente expostos a metal fundido a alta temperatura. Este facto exige uma manutenção regular e uma substituição periódica, o que pode aumentar os custos operacionais.
- Restrições de espessura mínima da parede: Embora o LPDC seja excelente para componentes de paredes médias a espessas, pode ter dificuldade em preencher secções extremamente finas (normalmente com menos de 2-3 mm) de forma tão eficaz como o processo HPDC de alta velocidade.
- Controlo rigoroso do processo: A qualidade da peça fundida é altamente sensível a flutuações na pressão do ar e na vedação do forno. A obtenção de resultados consistentes requer equipamento de alta precisão e controlos ambientais rigorosos no chão de fábrica.
Principais aplicações de Fundição injectada a baixa pressão
A LPDC é a escolha preferida para componentes que têm de suportar tensões elevadas, que requerem uma excelente estanquidade ao ar e que apresentam geometrias complexas.

- Indústria automóvel: O sector mais proeminente, que utiliza a LPDC para jantes de liga de alumínioA gama de produtos para veículos eléctricos é composta por cabeças de cilindro de motores, blocos, suportes de suspensão e caixas de baterias para veículos eléctricos (EV).
- Aeroespacial: Crítico para componentes estruturais, peças do sistema de combustível e caixas de liga de magnésio onde são necessários rácios extremos de peso/resistência.
- Energia e potência: Utilizado para caixas de comutadores de alta tensão, acessórios eléctricos e conectores de alumínio essenciais em sistemas de energia eólica.
- Industrial geral: Corpos de bombas topo de gama, caixas de válvulas, impulsores e peças de maquinaria de precisão que exigem uma integridade interna superior.
Comparação entre fundição injectada de baixa pressão e fundição injectada de alta pressão
Os diferentes métodos de fundição têm um impacto significativo na estrutura interna, na eficiência da produção e na utilização de materiais. Para compreender claramente as diferenças, as secções seguintes comparam os dois processos em vários indicadores importantes.
Método de enchimento
A fundição injectada a baixa pressão (LPDC) utiliza um processo controlado de baixo para cima, em que o metal fundido sobe lentamente através de um tubo ascendente para a cavidade do molde, minimizando a turbulência e as inclusões de óxido. A fundição injectada a alta pressão (HPDC) injecta metal fundido a alta velocidade utilizando um êmbolo, que preenche secções ultra-finas mas pode reter ar e criar micro-porosidade. O método de enchimento afecta diretamente a densidade interna e a qualidade da superfície das peças.
Gama de pressão
O LPDC funciona normalmente a 0,02-0,06 MPa, proporcionando um enchimento suave e controlado. A HPDC requer 30-100 MPa para encher o molde rapidamente, mas isto aumenta o risco de defeitos internos. Os níveis de pressão não só afectam o processo de enchimento, como também influenciam a microestrutura e a formação de porosidade.
Microestrutura
As peças LPDC têm microestruturas densas com porosidade mínima, o que as torna adequadas para tratamentos térmicos a alta temperatura, como o T6. As peças HPDC contêm frequentemente microporosidade devido à injeção a alta velocidade, limitando as opções de tratamento térmico e diminuindo ligeiramente o desempenho mecânico máximo.
Tempo de ciclo
O LPDC tem um processo de enchimento mais lento com ciclos mais longos, adequado para componentes de segurança crítica. Os ciclos HPDC são muito curtos, ideais para componentes de paredes finas em produção de grande volume, embora a microestrutura a qualidade pode ser comprometida.
Utilização de materiais
O LPDC compensa a contração com pressão constante, melhorando a eficiência do material e reduzindo o desperdício. A HPDC regista uma maior perda de metal devido à injeção a alta velocidade e às restrições de passagem.
Aplicações
O LPDC é amplamente utilizado para peças que requerem uma estrutura interna densa e uma elevada capacidade de tratamento térmico, tais como rodas de automóveis e cabeças de cilindros de motores. O HPDC é mais adequado para peças de paredes finas e produção de grandes volumes, onde o tempo de ciclo e o rendimento são prioritários.
Capacidade de tratamento térmico
As peças LPDC podem suportar um tratamento a alta temperatura para aumentar a resistência e a tenacidade. As peças HPDC são limitadas pela microporosidade, restringindo as opções de tratamento térmico.
Principais alternativas à fundição injectada a baixa pressão
Quando o LPDC não é adequado devido a restrições de equipamento, custo ou requisitos do ciclo de produção, podem ser considerados os seguintes processos com base nas caraterísticas da peça:
-
Fundição por gravidade Este processo baseia-se inteiramente no peso do metal fundido para encher o molde sem qualquer pressão externa. Oferece os custos mais baixos de equipamento e ferramentas e um fluxo de trabalho simplificado. É mais adequado para peças com espessuras de parede maiores e geometrias relativamente simples, como suportes de alumínio. Embora a sua precisão dimensional e as capacidades de paredes finas sejam inferiores às do LPDC, é ainda possível obter uma elevada qualidade interna através da utilização estratégica de risers.
-
Fundição em areia Utilizando areia como material de molde, este é o método de fundição mais adaptável. É virtualmente ilimitado pelo tamanho ou complexidade da peça e é particularmente ideal para produção de baixo volume ou fundições maciças. Apesar de ter um ciclo de produção mais longo e uma qualidade de acabamento de superfície inferior, continua a ser a melhor escolha para prototipagem de I&D ou estruturas complexas em que os núcleos internos não podem ser retirados de um molde metálico.
-
Fundição de revestimento (cera perdida) Este processo utiliza padrões de cera e cascas de cerâmica para obter componentes quase em forma de rede. É capaz de produzir peças extremamente complexas com elevada precisão dimensional, tais como impulsores ou corpos de válvulas delicados. O acabamento da superfície é superior, quase não necessitando de maquinação secundária. Apesar dos custos unitários mais elevados, tem uma vantagem fundamental para componentes pequenos e de elevado valor que requerem detalhes extremos.
-
Fundição por compressão O metal fundido é introduzido a baixa velocidade e depois sujeito a alta pressão direta de um êmbolo mecânico até a solidificação estar completa. Este processo combina as vantagens da fundição e do forjamento. Proporciona capacidades de alimentação ainda mais fortes do que o LPDC, eliminando efetivamente a micro-porosidade interna e obtendo propriedades mecânicas próximas das das peças forjadas. É normalmente utilizado para componentes pesados que requerem um desempenho máximo ou um reforço local.
Conclusão
Fundição injectada a baixa pressão (LPDC) tornou-se a solução ideal para os fabricantes que procuram peças fundidas de elevado desempenho e máxima eficiência material. Embora o seu tempo de ciclo possa ser mais lento do que a fundição sob pressão de alta pressão, a sua capacidade de produzir componentes críticos para a segurança e estruturalmente sólidos torna-a insubstituível no fabrico moderno.
Como a procura global de soluções leves nos sectores automóvel e aeroespacial continua a crescer, o papel da LPDC no processamento de ligas de alumínio e magnésio de alta qualidade é mais vital do que nunca.
Se procura soluções de fundição injetada de baixa pressão de alta qualidade ou necessita de uma avaliação de viabilidade para o seu próximo projeto, por favor contactar a nossa equipa de engenharia para obter apoio técnico profissional e um orçamento personalizado.




