
Fundición a baja presión (LPDC) es un proceso de fabricación de precisión que moldea metal mediante presión neumática ascendente controlada. Ampliamente adoptado en los sectores de la automoción y la industria, este artículo examina sus principios de funcionamiento, ventajas y alternativas técnicas.
¿Qué es la fundición a baja presión (LPDC)?
LPDC utiliza una presión controlada para impulsar el metal fundido hacia arriba en el molde, un método que minimiza el atrapamiento de aire y garantiza una hermeticidad superior. A diferencia de fundición en arenaque es propenso a la rugosidad superficial y la porosidad interna, el LPDC emplea la compensación activa de la presión para rellenar geometrías complejas y eliminar la contracción. En comparación con fundición por gravedad-que se basa únicamente en el flujo gravitacional-, este proceso produce una microestructura más densa al tiempo que maximiza significativamente la utilización del material al reducir los residuos de las compuertas.
¿Cómo funciona la fundición a baja presión?
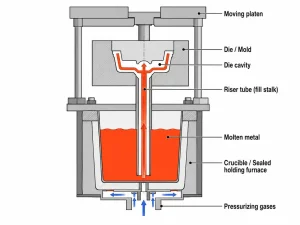
La fundición a baja presión (LPDC) funciona aplicando una presión de aire precisa dentro de un horno sellado, impulsando el aluminio fundido. hacia arriba a través de un tubo ascendente en el molde. Este método de llenado ascendente garantiza un flujo de fluido suave, evitando eficazmente el atrapamiento de aire e impurezas, lo que garantiza una pureza de la masa fundida y un acabado superficial superiores desde el origen.
Una vez llenado el molde, el sistema mantiene una presión constante hasta la solidificación completa. Durante esta etapa, el aluminio fundido en el tubo ascendente sigue rellenando los huecos microscópicos causados por la contracción del enfriamiento. Esta alimentación a presión continua elimina completamente la porosidad interna, garantizando una microestructura excepcionalmente densa y unas propiedades mecánicas superiores.
Tras la solidificación, se libera la presión, y el aluminio fundido restante vuelve a fluir automáticamente en el horno. Este diseño aumenta significativamente la utilización del material y minimiza el exceso de chatarra, permitiendo la producción eficiente y estandarizada de piezas fundidas de aluminio de alta calidad.
Parámetros y optimización del proceso de fundición a baja presión
La calidad constante en LPDC depende del equilibrio de las condiciones de presión, temperatura, alimentación y refrigeración. Parámetros como los perfiles de presión, los tiempos de mantenimiento y el control térmico desempeñan un papel importante en la estabilidad del llenado y la compensación de la contracción.
Control de la presión y estabilidad de llenado
El LPDC suele funcionar dentro de una gama de referencia de 0,02-0,15 MPaaunque los ajustes reales varían en función de la geometría de la pieza, el tipo de aleación, el grosor de la pared y la resistencia del molde. El proceso utiliza una presión de elevación para iniciar el movimiento, seguida de una presión de llenado para introducir el aluminio fundido en el molde.
El objetivo es un llenado suave y con pocas turbulencias. Una presión insuficiente o un tiempo de llenado incorrecto pueden provocar errores de llenado o cierres en frío, especialmente en secciones de paredes finas. Por el contrario, una presión excesiva o una curva de presión agresiva pueden interrumpir el flujo laminar, aumentando el riesgo de atrapamiento de gas y arrastre de película de óxido.
Compensación de la presión de mantenimiento y la contracción
Una vez lleno, el molde entra en una fase de retención para compensar la contracción de líquido a sólido durante la solidificación. Esta fase es vital para secciones gruesas, puntos calientes, resaltes, intersecciones de nervios y transiciones de grosor de pared.
La presión de mantenimiento y la duración suelen estar relacionadas con la presencia de porosidad de contracción. Aunque el aumento de estos parámetros puede mejorar la densidad, también afecta a la duración del ciclo. Los ajustes óptimos suelen refinarse identificando cuellos de botella térmicos localizados y utilizando la retroalimentación de la producción de prueba para apoyar una estructura sólida.
Gestión de la temperatura
La temperatura afecta tanto a la fluidez del metal como al comportamiento de solidificación. La temperatura del aluminio fundido gobierna el flujo y la absorción de gas; si la masa fundida está demasiado fría, puede producirse un llenado deficiente, cierres en frío o fallos, mientras que un calor excesivo puede aumentar los riesgos de oxidación y absorción de hidrógeno.
Al mismo tiempo, la temperatura del molde influye en la velocidad de solidificación y el acabado superficial. Unas temperaturas desiguales pueden provocar una solidificación prematura, una fluctuación dimensional o un margen de mecanizado incoherente. Estas variables deben ajustarse en función del grado de aleación y la geometría para promover un entorno térmico equilibrado.
Balance de ventilación, alimentación y refrigeración
La ventilación, las vías de alimentación y los circuitos de refrigeración son componentes críticos de la optimización del proceso. Una ventilación inadecuada puede atrapar gases en el molde y provocar porosidad, mientras que una vía de alimentación mal optimizada puede aumentar el riesgo de contracción.
También es necesario un enfriamiento equilibrado para evitar tensiones internas que contribuyan a la deformación y la variación dimensional. Revisar las zonas críticas, como las transiciones de grueso a fino y los puntos calientes locales, durante el diseño del molde y la producción de prueba ayuda a reducir el riesgo de defectos internos y favorece la precisión necesaria para las operaciones posteriores al colado.
La optimización del proceso LPDC no se basa en valores universales. En su lugar, consiste en ajustar los parámetros en función del tipo de aleación, el grosor de la pared, el diseño del molde, el recorrido del flujo y la información de los ensayos para perfeccionar la calidad interna y la consistencia de los lotes.
Materiales adecuados para la fundición a baja presión
Fundición a baja presión se utiliza principalmente para metales no ferrosos, en particular aleaciones que exigen una integridad interna superior. Entre los materiales clave se incluyen:
- Aleaciones de aluminio: El material más común para LPDC, como A356, A380 y AlSi7Mg. Gracias a su excelente fluidez y relación resistencia-peso, son el estándar para ruedas y piezas de motor de automoción.
- Aleaciones de magnesio: Para componentes aeroespaciales o de competición de alto rendimiento que requieren una reducción extrema del peso, LPDC garantiza un llenado suave sin atrapamiento de gas para magnesio altamente reactivo.
- Aleaciones de cobre: Incluidos el bronce y el latón. Dado que el LPDC minimiza la oxidación durante el proceso, se utiliza a menudo para cuerpos de válvulas de alto rendimiento, componentes de bombas y accesorios eléctricos.
- Otros metales no ferrosos: En sectores industriales específicos, las aleaciones de zinc también pueden procesarse mediante LPDC para conseguir propiedades mecánicas superiores.
Ventajas de la fundición a baja presión
El LPDC se utiliza ampliamente en las industrias automovilística y aeroespacial debido a varias ventajas clave:
- Pureza superior del material: Dado que el metal se extrae desde debajo de la superficie, se impide la entrada de pieles de óxido y escoria en el molde, lo que se traduce en una calidad interna excepcional.
- Microestructura densa: La solidificación bajo presión proporciona una excelente capacidad de alimentación, reduciendo significativamente la aparición de cavidades de contracción y porosidad.
- Alto rendimiento del material: Este proceso suele requerir menos compuertas y canalizaciones verticales y más pequeñas en comparación con la fundición por gravedad, lo que da lugar a un índice de utilización del metal que a menudo supera los 90%.
- Relleno estable: La presión y velocidad controlables garantizan un flujo suave y laminar. Esto minimiza el atrapamiento de gas y la erosión del molde, por lo que es ideal para piezas complejas de paredes finas.
- Fácil automatización: Todo el proceso se controla mediante curvas de presión precisas, lo que garantiza una alta repetibilidad y reduce la dependencia del trabajo manual.
Limitaciones de la fundición a baja presión
Aunque el LPDC ofrece una calidad de pieza excepcional, es importante tener en cuenta ciertas limitaciones en función de sus requisitos de producción:
- Ciclos más largos: Dado que el metal fundido se inyecta lentamente y debe solidificarse completamente bajo presión antes de que finalice el ciclo, la velocidad de producción suele ser inferior a la de la fundición a alta presión (HPDC).
- Mantenimiento de equipos: Componentes como el tubo ascendente y las juntas de estanqueidad están constantemente expuestos a metal fundido a alta temperatura. Esto requiere un mantenimiento regular y una sustitución periódica, lo que puede aumentar los costes operativos.
- Restricciones de espesor de pared mínimo: Aunque el LPDC es excelente para componentes de paredes medianas y gruesas, puede tener dificultades para rellenar secciones extremadamente finas (normalmente de menos de 2-3 mm) con la misma eficacia que el proceso HPDC de alta velocidad.
- Control riguroso del proceso: La calidad de la colada es muy sensible a las fluctuaciones de la presión del aire y del sellado del horno. Conseguir resultados uniformes requiere equipos de alta precisión y estrictos controles ambientales en el taller.
Aplicaciones clave de Fundición a baja presión
LPDC es la opción preferida para componentes que deben soportar grandes esfuerzos, requieren una excelente estanqueidad y presentan geometrías complejas.

- Industria del automóvil: El sector más destacado, que utiliza LPDC para llantas de aleación de aluminioculatas de motor, bloques, soportes de suspensión y carcasas de baterías para vehículos eléctricos.
- Aeroespacial: Crítico para componentes estructurales, piezas del sistema de combustible y carcasas de aleación de magnesio en los que se requieren relaciones peso/resistencia extremas.
- Potencia y energía: Se utiliza para carcasas de interruptores de alta tensión, accesorios eléctricos y conectores clave de aluminio en sistemas de energía eólica.
- Industrial general: Cuerpos de bombas de gama alta, carcasas de válvulas, impulsores y piezas de maquinaria de precisión que exigen una integridad interna superior.
Comparación entre fundición a baja presión y fundición a alta presión
Los diferentes métodos de fundición tienen un impacto significativo en la estructura interna, la eficiencia de la producción y la utilización del material. Para entender claramente las diferencias, en las siguientes secciones se comparan los dos procesos en varios indicadores importantes.
Método de llenado
La fundición a baja presión (LPDC) utiliza un proceso ascendente controlado, en el que el metal fundido asciende lentamente por un tubo ascendente hasta la cavidad del molde, lo que minimiza las turbulencias y las inclusiones de óxido. La fundición a alta presión (HPDC) inyecta metal fundido a gran velocidad mediante un émbolo, que llena secciones ultrafinas pero puede atrapar aire y crear microporosidades. El método de llenado afecta directamente a la densidad interna y la calidad superficial de las piezas.
Rango de presión
El LPDC suele funcionar a 0,02-0,06 MPa, proporcionando un llenado suave y controlado. El HPDC requiere entre 30 y 100 MPa para llenar el molde rápidamente, pero esto aumenta el riesgo de defectos internos. Los niveles de presión no sólo afectan al proceso de llenado, sino que también influyen en la microestructura y la formación de porosidades.
Microestructura
Las piezas LPDC tienen microestructuras densas con una porosidad mínima, lo que las hace adecuadas para tratamientos térmicos de alta temperatura como el T6. Las piezas HPDC suelen contener microporosidad debido a la inyección a alta velocidad, lo que limita las opciones de tratamiento térmico y reduce ligeramente el rendimiento mecánico máximo.
Duración del ciclo
LPDC tiene un proceso de llenado más lento con ciclos más largos, adecuado para componentes de seguridad crítica. Los ciclos HPDC son muy cortos, ideales para componentes de paredes finas en producción de gran volumen, aunque la microestructura la calidad puede verse comprometida.
Utilización del material
LPDC compensa la contracción con una presión constante, lo que mejora la eficiencia del material y reduce los residuos. HPDC experimenta una mayor pérdida de metal debido a la inyección a alta velocidad y a las restricciones de inyección.
Aplicaciones
El LPDC se utiliza mucho para piezas que requieren una estructura interna densa y una gran capacidad de tratamiento térmico, como las llantas de los automóviles y las culatas de los motores. El HPDC es más adecuado para piezas de paredes finas y producción de gran volumen, donde el tiempo de ciclo y el rendimiento son prioritarios.
Capacidad de tratamiento térmico
Las piezas LPDC pueden soportar tratamientos a altas temperaturas para mejorar su resistencia y tenacidad. Las piezas HPDC están limitadas por la microporosidad, lo que restringe las opciones de tratamiento térmico.
Principales alternativas a la fundición a baja presión
Cuando el LPDC no es adecuado debido a las limitaciones del equipo, el coste o los requisitos del ciclo de producción, pueden considerarse los siguientes procesos en función de las características de la pieza:
-
Fundición por gravedad Este proceso se basa totalmente en el peso del metal fundido para llenar el molde sin ninguna presión externa. Ofrece los costes más bajos de equipos y herramientas y un flujo de trabajo simplificado. Es el más adecuado para piezas con espesores de pared mayores y geometrías relativamente sencillas, como los soportes de aluminio. Aunque su precisión dimensional y sus capacidades para paredes finas son inferiores a las del LPDC, puede conseguirse una alta calidad interna mediante el uso estratégico de bandas.
-
Fundición en arena Utilizando arena como material de moldeo, éste es el método de fundición más adaptable. Prácticamente no está limitado por el tamaño o la complejidad de la pieza y es especialmente idóneo para la producción de bajo volumen o las piezas de fundición masivas. Aunque tiene un ciclo de producción más largo y una calidad de acabado superficial inferior, sigue siendo la mejor opción para prototipos de I+D o estructuras complejas en las que los núcleos internos no pueden extraerse de un molde metálico.
-
Fundición a la cera perdida Este proceso utiliza patrones de cera y coquillas cerámicas para conseguir componentes con forma casi de red. Es capaz de producir piezas muy complejas con gran precisión dimensional, como impulsores o delicados cuerpos de válvulas. El acabado superficial es superior y apenas requiere mecanizado secundario. A pesar de su mayor coste por unidad, supone una ventaja fundamental para componentes pequeños de gran valor que requieren un nivel de detalle extremo.
-
Moldeo por compresión El metal fundido se introduce a baja velocidad y luego se somete a alta presión directa desde un émbolo mecánico hasta que se completa la solidificación. Este proceso combina las ventajas de la fundición y la forja. Proporciona una capacidad de alimentación aún mayor que el LPDC, eliminando eficazmente la microporosidad interna y consiguiendo propiedades mecánicas cercanas a las de las piezas forjadas. Se suele utilizar para componentes de gran resistencia que requieren un rendimiento máximo o un refuerzo local.
Conclusión
Fundición a baja presión (LPDC) se ha convertido en la solución a la que recurren los fabricantes que buscan piezas de fundición de alto rendimiento y la máxima eficiencia de materiales. Aunque su tiempo de ciclo puede ser más lento que el de la fundición a alta presión, su capacidad para producir componentes de seguridad crítica y estructuralmente sólidos la hace insustituible en la fabricación moderna.
Dado que la demanda mundial de soluciones ligeras en los sectores automovilístico y aeroespacial sigue creciendo, el papel de LPDC en el procesamiento de aleaciones de aluminio y magnesio de gama alta es más vital que nunca.
Si está buscando soluciones de fundición a baja presión de alta calidad o necesita una evaluación de viabilidad para su próximo proyecto, por favor contacte con nuestro equipo de ingeniería para obtener asistencia técnica profesional y un presupuesto personalizado.




