
Moulage sous pression (LPDC) est un procédé de fabrication de précision qui permet de mouler le métal par le biais d'une pression pneumatique ascendante contrôlée. Largement adopté dans les secteurs de l'automobile et de l'industrie, cet article examine ses principes de fonctionnement, ses avantages et ses alternatives techniques.
Qu'est-ce que le moulage sous pression (LPDC) ?
LPDC utilise une pression contrôlée pour pousser le métal en fusion vers le haut du moule, une méthode qui minimise l'emprisonnement de l'air et garantit une étanchéité supérieure. Contrairement aux moulage en sableLe LPDC utilise une compensation active de la pression pour remplir les géométries complexes et éliminer le retrait. Par rapport aux coulée par gravité-qui repose uniquement sur l'écoulement gravitationnel, ce procédé permet d'obtenir une microstructure plus dense tout en maximisant de manière significative l'utilisation des matériaux en réduisant les déchets de la porte d'embarquement.
Comment fonctionne le moulage sous pression ?
Le moulage sous pression (Low Pressure Die Casting - LPDC) fonctionne en appliquant une pression d'air précise à l'intérieur d'un four scellé, ce qui entraîne l'aluminium fondu dans un processus de coulée sous pression. vers le haut par le biais d'un tube élévateur dans le moule. Cette méthode de remplissage du bas vers le haut assure un écoulement fluide, empêchant efficacement l'emprisonnement d'air et d'impuretés, ce qui garantit une pureté de la matière fondue et une finition de surface supérieures dès la source.
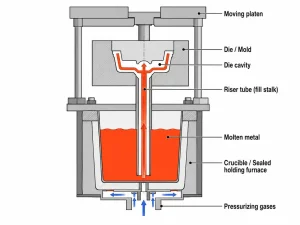
Une fois le moule rempli, le système maintient une pression constante jusqu'à la solidification complète. Au cours de cette étape, l'aluminium fondu dans le tube de la colonne montante continue de combler les lacunes microscopiques causées par le rétrécissement dû au refroidissement. Cette alimentation continue sous pression élimine complètement la porosité interne, garantissant une microstructure exceptionnellement dense et des propriétés mécaniques supérieures.
Après la solidification, la pression est relâchée et le reste de l'aluminium fondu est récupéré. s'écoule automatiquement dans le four. Cette conception augmente considérablement l'utilisation des matériaux et minimise les déchets excédentaires, ce qui permet une production efficace et standardisée de pièces moulées en aluminium de haute qualité.
Paramètres et optimisation du processus de moulage sous pression à basse pression
La qualité constante du LPDC dépend de l'équilibre des conditions de pression, de température, d'alimentation et de refroidissement. Les paramètres tels que les profils de pression, les temps de maintien et le contrôle thermique jouent un rôle important dans la stabilité du remplissage et la compensation du retrait.
Contrôle de la pression et stabilité du remplissage
Le LPDC fonctionne généralement dans une plage de référence de 0,02-0,15 MPaLes paramètres réels varient en fonction de la géométrie de la pièce, du type d'alliage, de l'épaisseur de la paroi et de la résistance du moule. Le processus utilise une pression de levage pour initier le mouvement, suivie d'une pression de remplissage pour faire entrer l'aluminium fondu dans le moule.
L'objectif est d'obtenir un remplissage en douceur et à faible turbulence. Une pression insuffisante ou une durée de remplissage incorrecte peut entraîner des ratés ou des fermetures à froid, en particulier dans les sections à parois minces. Inversement, une pression excessive ou une courbe de pression agressive peut perturber l'écoulement laminaire, augmentant le risque de piégeage de gaz et d'entraînement du film d'oxyde.
Pression de maintien et compensation de la rétraction
Une fois rempli, le moule entre dans une phase de maintien pour compenser le retrait du liquide par rapport au solide pendant la solidification. Cette étape est essentielle pour les sections épaisses, les points chauds, les bossages, les intersections de nervures et les transitions d'épaisseur de paroi.
La pression et la durée de maintien sont souvent liées à la présence de porosité de retrait. Si l'augmentation de ces paramètres peut améliorer la densité, elle affecte également la durée du cycle. Les réglages optimaux sont généralement affinés en identifiant les goulets d'étranglement thermiques localisés et en utilisant le retour d'information de la production d'essai pour soutenir une structure saine.
Gestion de la température
La température affecte à la fois la fluidité du métal et le comportement de solidification. La température de l'aluminium fondu régit l'écoulement et l'absorption des gaz ; si la matière fondue est trop froide, un mauvais remplissage, des fermetures à froid ou des ratés peuvent se produire, tandis qu'une chaleur excessive peut augmenter les risques d'oxydation et d'absorption d'hydrogène.
Simultanément, la température du moule influence la vitesse de solidification et l'état de surface. Des températures inégales peuvent entraîner une solidification prématurée, une fluctuation des dimensions ou une surépaisseur d'usinage incohérente. Ces variables doivent être ajustées en fonction de la nuance de l'alliage et de la géométrie afin de favoriser un environnement thermique équilibré.
Équilibre entre ventilation, alimentation et refroidissement
L'aération, les voies d'alimentation et les circuits de refroidissement sont des éléments essentiels de l'optimisation du processus. Une ventilation inadéquate peut piéger les gaz dans le moule, entraînant une porosité, tandis qu'un circuit d'alimentation mal optimisé peut augmenter le risque de retrait.
Un refroidissement équilibré est également nécessaire pour éviter les contraintes internes qui contribuent à la déformation et aux variations dimensionnelles. L'examen des zones critiques telles que les transitions d'épaisseur à épaisseur et les points chauds locaux lors de la conception du moule et de la production d'essai permet de réduire le risque de défauts internes et de soutenir la précision nécessaire aux opérations de post-coulée.
L'optimisation du processus LPDC ne repose pas sur des valeurs universelles. Il s'agit plutôt d'ajuster les paramètres en fonction du type d'alliage, de l'épaisseur de la paroi, de la conception du moule, de la voie d'écoulement et du retour d'expérience afin d'affiner la qualité interne et la cohérence des lots.
Matériaux adaptés au moulage sous pression
Moulage sous pression est principalement utilisé pour les métaux non ferreux, en particulier les alliages qui exigent une intégrité interne supérieure. Les principaux matériaux sont les suivants :
- Alliages d'aluminium : Les matériaux les plus courants pour le LPDC, tels que A356, A380 et AlSi7Mg. En raison de leur excellente fluidité et de leur rapport résistance/poids, ils constituent la norme pour les roues et les pièces de moteur automobiles.
- Alliages de magnésium : Pour les composants aérospatiaux ou de course à haute performance nécessitant une réduction de poids extrême, le LPDC assure un remplissage en douceur sans piégeage de gaz pour le magnésium hautement réactif.
- Alliages de cuivre : Y compris le bronze et le laiton. Comme le LPDC minimise l'oxydation au cours du processus, il est souvent utilisé pour les corps de vanne à haute performance, les composants de pompe et les raccords électriques.
- Autres métaux non ferreux : Dans certains secteurs industriels, les alliages de zinc peuvent également être traités par LPDC pour obtenir des propriétés mécaniques supérieures.
Avantages du moulage sous pression
Le LPDC est largement utilisé dans les industries automobile et aérospatiale en raison de plusieurs avantages clés :
- Pureté supérieure des matériaux : Le métal étant étiré sous la surface, l'entrée de peaux d'oxyde et de crasses dans le moule est évitée, ce qui permet d'obtenir une qualité interne exceptionnelle.
- Microstructure dense : La solidification sous pression offre d'excellentes capacités d'alimentation, réduisant de manière significative l'apparition de cavités de retrait et de porosité.
- Rendement élevé des matériaux : Ce procédé nécessite généralement des vannes et des colonnes montantes moins nombreuses et plus petites que la coulée par gravité, ce qui permet d'obtenir un taux d'utilisation du métal souvent supérieur à 90%.
- Remplissage stable : La pression et la vitesse contrôlables garantissent un écoulement régulier et laminaire. Cela minimise le piégeage des gaz et l'érosion des moules, ce qui en fait la solution idéale pour les pièces complexes à parois minces.
- Facile à automatiser : L'ensemble du processus est contrôlé par des courbes de pression précises, ce qui garantit une grande répétabilité et réduit la dépendance à l'égard du travail manuel.
Limites du moulage sous pression
Bien que le LPDC offre une qualité de pièce exceptionnelle, il est important de prendre en compte certaines limites en fonction de vos exigences de production :
- Des temps de cycle plus longs : Comme le métal en fusion est injecté lentement et doit se solidifier complètement sous pression avant la fin du cycle, la vitesse de production est généralement inférieure à celle du moulage sous pression (High Pressure Die Casting - HPDC).
- Entretien de l'équipement : Les composants tels que le tube ascendant et les joints d'étanchéité sont constamment exposés au métal en fusion à haute température. Cela nécessite une maintenance régulière et un remplacement périodique, ce qui peut augmenter les coûts d'exploitation.
- Contraintes relatives à l'épaisseur minimale des parois : Si le LPDC est excellent pour les composants à parois moyennes ou épaisses, il peut avoir du mal à remplir des sections extrêmement fines (généralement inférieures à 2 ou 3 mm) aussi efficacement que le procédé HPDC à grande vitesse.
- Contrôle rigoureux des processus : La qualité de la coulée est très sensible aux fluctuations de la pression de l'air et de l'étanchéité du four. Pour obtenir des résultats constants, il faut un équipement de haute précision et des contrôles environnementaux stricts dans l'atelier.
Principales applications de la Moulage sous pression
Le LPDC est le choix privilégié pour les composants qui doivent supporter des contraintes élevées, qui nécessitent une excellente étanchéité à l'air et qui présentent des géométries complexes.

- Industrie automobile : Le secteur le plus important, qui utilise le LPDC pour roues en alliage d'aluminiumLes produits de cette catégorie sont les culasses de moteur, les blocs, les supports de suspension et les boîtiers de batterie pour les véhicules électriques (VE).
- Aérospatiale : Critique pour les composants structurels, les pièces du système d'alimentation en carburant et les boîtiers en alliage de magnésium pour lesquels des rapports poids/résistance extrêmes sont requis.
- Puissance et énergie : Utilisé pour les boîtiers de commutation à haute tension, les raccords électriques et les principaux connecteurs en aluminium dans les systèmes d'énergie éolienne.
- Industrie générale : Corps de pompes haut de gamme, corps de vannes, roues et pièces de machines de précision exigeant une intégrité interne supérieure.
Comparaison entre le moulage sous pression et le moulage sous haute pression
Les différentes méthodes de coulée ont un impact significatif sur la structure interne, l'efficacité de la production et l'utilisation des matériaux. Pour comprendre clairement les différences, les sections suivantes comparent les deux processus en fonction de plusieurs indicateurs importants.
Méthode de remplissage
Le moulage sous pression à basse pression (LPDC) utilise un processus ascendant contrôlé, dans lequel le métal en fusion monte lentement dans la cavité du moule par le biais d'un tube ascendant, ce qui minimise les turbulences et les inclusions d'oxyde. Le moulage sous haute pression (HPDC) injecte le métal en fusion à grande vitesse à l'aide d'un piston, ce qui permet de remplir des sections ultra-minces, mais peut piéger l'air et créer des micro-porosités. La méthode de remplissage affecte directement la densité interne et la qualité de la surface des pièces.
Gamme de pression
La LPDC fonctionne généralement à une pression de 0,02-0,06 MPa, ce qui permet un remplissage en douceur et contrôlé. La HPDC nécessite une pression de 30 à 100 MPa pour remplir rapidement le moule, mais cela augmente le risque de défauts internes. Les niveaux de pression n'affectent pas seulement le processus de remplissage, mais influencent également la microstructure et la formation de porosités.
Microstructure
Les pièces LPDC ont des microstructures denses avec une porosité minimale, ce qui les rend adaptées aux traitements thermiques à haute température tels que le T6. Les pièces HPDC présentent souvent une micro-porosité due à l'injection à grande vitesse, ce qui limite les possibilités de traitement thermique et réduit légèrement les performances mécaniques maximales.
Durée du cycle
Le processus de remplissage LPDC est plus lent et les cycles plus longs ; il convient aux composants critiques pour la sécurité. Les cycles HPDC sont très courts et conviennent parfaitement aux composants à parois minces produits en grandes quantités, bien que la microstructure ne soit pas toujours parfaite. la qualité peut être compromise.
Utilisation des matériaux
Le LPDC compense le rétrécissement par une pression constante, ce qui améliore l'efficacité des matériaux et réduit les déchets. Le HPDC subit une perte de métal plus importante en raison de l'injection à grande vitesse et des contraintes liées à l'ouverture des portes.
Applications
Le LPDC est largement utilisé pour les pièces qui nécessitent une structure interne dense et une grande capacité de traitement thermique, telles que les roues automobiles et les culasses de moteur. La HPDC est mieux adaptée aux pièces à parois minces et à la production en grande série, où le temps de cycle et le rendement sont des priorités.
Capacité de traitement thermique
Les pièces en LPDC peuvent supporter un traitement à haute température pour améliorer leur résistance et leur ténacité. Les pièces HPDC sont limitées par la micro-porosité, ce qui restreint les possibilités de traitement thermique.
Principales alternatives au moulage sous pression
Lorsque le LPDC n'est pas adapté en raison de contraintes d'équipement, de coûts ou de cycles de production, les processus suivants peuvent être envisagés en fonction des caractéristiques de la pièce :
-
Coulée par gravité Ce procédé repose entièrement sur le poids du métal en fusion pour remplir le moule sans aucune pression extérieure. Il offre les coûts d'équipement et d'outillage les plus bas et un flux de travail simplifié. Il convient mieux aux pièces dont les parois sont plus épaisses et dont la géométrie est relativement simple, comme les supports en aluminium. Bien que sa précision dimensionnelle et ses capacités en matière de parois minces soient inférieures à celles du LPDC, il est toujours possible d'obtenir une qualité interne élevée grâce à l'utilisation stratégique d'élévateurs.
-
Moulage au sable Utilisant le sable comme matériau de moulage, il s'agit de la méthode de coulée la plus adaptable. Elle n'est pratiquement pas limitée par la taille ou la complexité des pièces et est particulièrement idéale pour la production de faibles volumes ou les moulages massifs. Bien que son cycle de production soit plus long et que la qualité de la finition de surface soit moindre, elle reste le meilleur choix pour les prototypes de R&D ou les structures complexes dont les noyaux internes ne peuvent pas être retirés d'un moule métallique.
-
Coulée à la cire perdue Ce procédé utilise des modèles en cire et des coquilles en céramique pour obtenir des composants de forme presque nette. Il permet de produire des pièces extrêmement complexes avec une grande précision dimensionnelle, telles que des roues ou des corps de vannes délicats. La finition de la surface est supérieure et ne nécessite pratiquement pas d'usinage secondaire. Malgré des coûts unitaires plus élevés, elle présente un avantage essentiel pour les petites pièces de grande valeur nécessitant des détails extrêmes.
-
Squeeze Casting Le métal en fusion est introduit à faible vitesse, puis soumis à une forte pression directe par un plongeur mécanique jusqu'à ce que la solidification soit complète. Ce procédé combine les avantages du moulage et du forgeage. Il offre des capacités d'alimentation encore plus fortes que le LPDC, éliminant efficacement la micro-porosité interne et permettant d'obtenir des propriétés mécaniques proches de celles des pièces forgées. Il est généralement utilisé pour les composants lourds nécessitant des performances maximales ou un renforcement local.
Conclusion
Moulage sous pression (LPDC) est devenue la solution de choix pour les fabricants qui recherchent des pièces moulées de haute performance et une efficacité matérielle maximale. Bien que son temps de cycle puisse être plus lent que celui du moulage sous pression, sa capacité à produire des composants structurellement sains et critiques pour la sécurité le rend irremplaçable dans la fabrication moderne.
La demande mondiale de solutions légères dans les secteurs de l'automobile et de l'aérospatiale ne cessant de croître, le rôle du LPDC dans le traitement des alliages d'aluminium et de magnésium haut de gamme est plus vital que jamais.
Si vous êtes à la recherche de solutions de moulage sous pression de haute qualité ou si vous avez besoin d'une évaluation de faisabilité pour votre prochain projet, n'hésitez pas à nous contacter. contactez notre équipe d'ingénieurs pour obtenir une assistance technique professionnelle et un devis personnalisé.




