
Niederdruckgießen (LPDC) ist ein Präzisionsfertigungsverfahren, bei dem Metall durch kontrollierten pneumatischen Druck von unten nach oben geformt wird. Dieser Artikel befasst sich mit den Funktionsprinzipien, Vorteilen und technischen Alternativen dieses Verfahrens, das in der Automobilindustrie und in der Industrie weit verbreitet ist.
Was ist Niederdruckguss (LPDC)?
LPDC verwendet kontrollierten Druck, um das geschmolzene Metall nach oben in die Form zu treiben, eine Methode, die den Lufteinschluss minimiert und eine hervorragende Luftdichtheit gewährleistet. Anders als SandgussLPDC nutzt einen aktiven Druckausgleich, um komplexe Geometrien zu füllen und Schrumpfung zu vermeiden. Im Vergleich zu Schwerkraftguss-Dieses Verfahren führt zu einem dichteren Mikrogefüge und maximiert gleichzeitig die Materialausnutzung, indem es den Anschnittabfall reduziert.
Wie funktioniert das Niederdruckgießen?
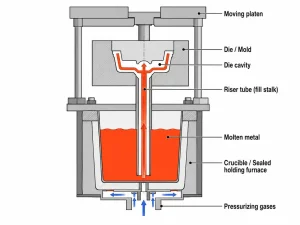
Beim Niederdruckguss (LPDC) wird in einem abgedichteten Ofen ein präziser Luftdruck erzeugt, der geschmolzenes Aluminium nach oben durch ein Steigrohr in die Form. Diese Bottom-up-Füllmethode gewährleistet einen gleichmäßigen Flüssigkeitsstrom und verhindert effektiv Lufteinschlüsse und Verunreinigungen, was eine hervorragende Schmelzereinheit und Oberflächengüte von Anfang an garantiert.
Sobald die Form gefüllt ist, wird das System hält den Druck bis zur vollständigen Verfestigung konstant. Während dieser Phase füllt das geschmolzene Aluminium im Steigrohr weiterhin mikroskopisch kleine Lücken, die durch die Schrumpfung beim Abkühlen entstanden sind. Durch diese kontinuierliche Druckzufuhr wird die innere Porosität gründlich beseitigt, was ein außergewöhnlich dichtes Gefüge und hervorragende mechanische Eigenschaften gewährleistet.
Nach der Erstarrung wird der Druck abgelassen, und das restliche geschmolzene Aluminium fließt automatisch zurück in den Schmelzofen. Diese Konstruktion erhöht die Materialausnutzung erheblich und minimiert den überschüssigen Ausschuss, was eine effiziente, standardisierte Produktion von hochwertigen Aluminiumgussteilen ermöglicht.
Prozessparameter und Optimierung des Niederdruckgießens
Gleichbleibende Qualität bei LPDC hängt von der Abstimmung von Druck, Temperatur, Zuführung und Kühlung ab. Parameter wie Druckprofile, Haltezeiten und thermische Steuerung spielen eine wichtige Rolle für die Füllstabilität und den Schrumpfungsausgleich.
Druckkontrolle und Abfüllstabilität
LPDC arbeitet in der Regel innerhalb eines Referenzbereichs von 0,02-0,15 MPaDie tatsächlichen Einstellungen variieren jedoch je nach Teilegeometrie, Legierungstyp, Wandstärke und Formwiderstand. Das Verfahren verwendet einen Hubdruck, um die Bewegung einzuleiten, gefolgt von einem Fülldruck, um das geschmolzene Aluminium in die Form zu drücken.
Das Ziel ist ein gleichmäßiges, turbulenzarmes Füllen. Ein unzureichender Druck oder eine falsche Füllzeit können zu Fehlläufen oder Kaltverschlüssen führen, insbesondere bei dünnwandigen Abschnitten. Umgekehrt kann ein zu hoher Druck oder eine aggressive Druckkurve die laminare Strömung unterbrechen, wodurch sich das Risiko von Gaseinschlüssen und Oxidschichtmitnahme erhöht.
Nachdruck und Schrumpfungskompensation
Nach dem Füllen tritt die Form in eine Haltephase ein, um die Schrumpfung zwischen Flüssigkeit und Feststoff während der Erstarrung auszugleichen. Diese Phase ist für dicke Abschnitte, heiße Stellen, Vorsprünge, Rippenkreuzungen und Wanddickenübergänge von entscheidender Bedeutung.
Nachdruck und Nachdruckdauer hängen oft mit dem Vorhandensein von Schrumpfungsporosität zusammen. Eine Erhöhung dieser Parameter kann zwar die Dichte verbessern, wirkt sich aber auch auf die Zykluszeit aus. Optimale Einstellungen werden in der Regel durch die Identifizierung lokaler thermischer Engpässe und die Nutzung von Feedback aus der Versuchsproduktion zur Unterstützung einer soliden Struktur verfeinert.
Temperatur-Management
Die Temperatur beeinflusst sowohl die Fließfähigkeit als auch das Erstarrungsverhalten des Metalls. Die Temperatur der Aluminiumschmelze bestimmt das Fließverhalten und die Gasaufnahme. Ist die Schmelze zu kalt, kann es zu einer schlechten Befüllung, zu Kaltverschlüssen oder zu Fehlläufen kommen, während übermäßige Hitze das Risiko von Oxidation und Wasserstoffaufnahme erhöhen kann.
Gleichzeitig beeinflusst die Formtemperatur die Erstarrungsgeschwindigkeit und die Oberflächengüte. Ungleichmäßige Temperaturen können zu vorzeitiger Erstarrung, Maßschwankungen oder uneinheitlichen Bearbeitungszugaben führen. Diese Variablen sollten je nach Legierungssorte und Geometrie angepasst werden, um eine ausgewogene thermische Umgebung zu schaffen.
Entlüftung, Fütterung und Kühlung Balance
Entlüftung, Speisewege und Kühlkreisläufe sind entscheidende Komponenten der Prozessoptimierung. Eine unzureichende Entlüftung kann Gase in der Form einschließen und zu Porosität führen, während ein schlecht optimierter Zuführungsweg das Risiko der Schwindung erhöhen kann.
Eine ausgewogene Kühlung ist auch notwendig, um innere Spannungen zu vermeiden, die zu Verformungen und Maßabweichungen beitragen. Die Überprüfung kritischer Bereiche, wie z. B. Dick-Dünn-Übergänge und lokale Hot Spots, während des Formdesigns und der Versuchsproduktion hilft, das Risiko interner Defekte zu reduzieren und unterstützt die Genauigkeit, die für die Arbeiten nach dem Gießen erforderlich ist.
Die Optimierung des LPDC-Prozesses beruht nicht auf universellen Werten. Stattdessen werden die Parameter auf der Grundlage des Legierungstyps, der Wandstärke, der Formkonstruktion, des Fließweges und des Versuchsfeedbacks angepasst, um die interne Qualität und die Chargenkonsistenz zu verbessern.
Für Niederdruckguss geeignete Materialien
Niederdruckgießen wird in erster Linie für Nichteisenmetalle verwendet, insbesondere für Legierungen, die eine hohe innere Integrität erfordern. Zu den wichtigsten Materialien gehören:
- Aluminium-Legierungen: Das häufigste Material für LPDC, wie z. B. A356, A380 und AlSi7Mg. Aufgrund ihres hervorragenden Fließverhaltens und des Verhältnisses von Festigkeit zu Gewicht sind sie der Standard für Fahrzeugräder und Motorenteile.
- Magnesium-Legierungen: Bei Bauteilen für die Luft- und Raumfahrt oder den Hochleistungsrennsport, die eine extreme Gewichtsreduzierung erfordern, gewährleistet LPDC eine reibungslose Befüllung ohne Gaseinschlüsse für hochreaktives Magnesium.
- Kupfer-Legierungen: Einschließlich Bronze und Messing. Da LPDC die Oxidation während des Prozesses minimiert, wird es häufig für Hochleistungsventilgehäuse, Pumpenkomponenten und elektrische Armaturen verwendet.
- Andere Nichteisenmetalle: In bestimmten Industriezweigen können auch Zinklegierungen mittels LPDC bearbeitet werden, um bessere mechanische Eigenschaften zu erzielen.
Vorteile des Niederdruckgusses
LPDC wird in der Automobil- und Luft- und Raumfahrtindustrie aufgrund mehrerer wichtiger Vorteile häufig eingesetzt:
- Überlegene Materialreinheit: Da das Metall von unten gezogen wird, wird das Eindringen von Oxidhäuten und Krätze in die Form verhindert, was zu einer außergewöhnlichen inneren Qualität führt.
- Dichtes Gefüge: Die Erstarrung unter Druck sorgt für eine hervorragende Fütterung und reduziert das Auftreten von Lunkern und Porosität erheblich.
- Hohe Materialausbeute: Dieses Verfahren erfordert in der Regel weniger und kleinere Anschnitte und Speiser im Vergleich zum Schwerkraftgießen, was zu einer Metallverwendungsrate von oft mehr als 90% führt.
- Stabile Füllung: Kontrollierbarer Druck und Geschwindigkeit sorgen für einen gleichmäßigen, laminaren Fluss. Dadurch werden Gaseinschlüsse und Formenerosion minimiert, was es ideal für komplexe, dünnwandige Teile macht.
- Automatisierungsfreundlich: Der gesamte Prozess wird durch präzise Druckkurven gesteuert, was eine hohe Wiederholbarkeit gewährleistet und die Abhängigkeit von manueller Arbeit verringert.
Beschränkungen des Niederdruckgusses
LPDC bietet zwar eine außergewöhnliche Teilequalität, aber es ist wichtig, bestimmte Beschränkungen auf der Grundlage Ihrer Produktionsanforderungen zu berücksichtigen:
- Längere Zykluszeiten: Da das geschmolzene Metall langsam eingespritzt wird und unter Druck vollständig erstarren muss, bevor der Zyklus endet, ist die Produktionsgeschwindigkeit im Allgemeinen langsamer als beim Druckguss (HPDC).
- Wartung der Ausrüstung: Komponenten wie das Steigrohr und die Dichtungen sind ständig geschmolzenem Metall bei hohen Temperaturen ausgesetzt. Dies erfordert eine regelmäßige Wartung und einen periodischen Austausch, was die Betriebskosten erhöhen kann.
- Beschränkungen der Mindestwanddicke: Während sich LPDC hervorragend für mittel- bis dickwandige Bauteile eignet, kann es schwierig sein, extrem dünne Abschnitte (typischerweise unter 2-3 mm) so effektiv zu füllen wie das Hochgeschwindigkeits-HPDC-Verfahren.
- Strenge Prozesskontrolle: Die Qualität des Gusses ist sehr empfindlich gegenüber Schwankungen des Luftdrucks und der Ofenabdichtung. Um gleichbleibende Ergebnisse zu erzielen, sind hochpräzise Geräte und strenge Umweltkontrollen in der Werkstatt erforderlich.
Wichtige Anwendungen von Niederdruckgießen
LPDC ist die bevorzugte Wahl für Bauteile, die hohen Belastungen standhalten müssen, eine ausgezeichnete Luftdichtheit erfordern und komplexe Geometrien aufweisen.

- Automobilindustrie: Der wichtigste Sektor, der LPDC für folgende Zwecke einsetzt Aluminium-LeichtmetallräderZylinderköpfe, Motorblöcke, Aufhängungsträger und Batteriegehäuse für Elektrofahrzeuge (EVs).
- Luft- und Raumfahrt: Entscheidend für Strukturbauteile, Kraftstoffsystemteile und Gehäuse aus Magnesiumlegierungen, bei denen ein extremes Verhältnis von Gewicht zu Festigkeit erforderlich ist.
- Strom und Energie: Wird für Hochspannungs-Schaltanlagengehäuse, elektrische Armaturen und wichtige Aluminiumverbindungen in Windenergiesystemen verwendet.
- Allgemeine Industrie: Hochwertige Pumpengehäuse, Ventilgehäuse, Laufräder und Präzisionsmaschinenteile, die eine hervorragende innere Integrität erfordern.
Niederdruckguss und Druckguss im Vergleich
Unterschiedliche Gießverfahren haben einen erheblichen Einfluss auf die innere Struktur, die Produktionseffizienz und die Materialausnutzung. Um die Unterschiede deutlich zu machen, werden in den folgenden Abschnitten die beiden Verfahren anhand mehrerer wichtiger Indikatoren verglichen.
Methode der Befüllung
Beim Niederdruckguss (LPDC) wird ein kontrolliertes Bottom-up-Verfahren angewandt, bei dem das geschmolzene Metall langsam durch ein Steigrohr in den Formhohlraum aufsteigt, wodurch Turbulenzen und Oxideinschlüsse minimiert werden. Beim Hochdruck-Druckguss (HPDC) wird das geschmolzene Metall mit hoher Geschwindigkeit durch einen Kolben eingespritzt, der ultradünne Abschnitte füllt, aber auch Luft einschließen und Mikroporosität erzeugen kann. Die Füllmethode wirkt sich direkt auf die innere Dichte und die Oberflächenqualität der Teile aus.
Druckbereich
LPDC arbeitet in der Regel mit 0,02-0,06 MPa und bietet eine gleichmäßige und kontrollierte Füllung. HPDC erfordert 30-100 MPa, um die Form schnell zu füllen, aber dies erhöht das Risiko interner Defekte. Die Höhe des Drucks wirkt sich nicht nur auf den Füllprozess aus, sondern beeinflusst auch die Mikrostruktur und die Porositätsbildung.
Mikrostruktur
LPDC-Teile haben ein dichtes Gefüge mit minimaler Porosität und eignen sich daher für Hochtemperatur-Wärmebehandlungen wie T6. HPDC-Teile weisen aufgrund des Hochgeschwindigkeitsspritzgusses häufig Mikroporosität auf, was die Möglichkeiten der Wärmebehandlung einschränkt und die maximale mechanische Leistung etwas verringert.
Zykluszeit
LPDC hat einen langsameren Füllprozess mit längeren Zyklen, geeignet für sicherheitskritische Bauteile. HPDC-Zyklen sind sehr kurz, ideal für dünnwandige Bauteile in der Großserienproduktion, allerdings ist das Mikrogefüge kann die Qualität beeinträchtigt werden.
Materialverwendung
LPDC kompensiert die Schrumpfung mit konstantem Druck, verbessert die Materialeffizienz und reduziert den Abfall. Bei HPDC ist der Metallverlust aufgrund der hohen Einspritzgeschwindigkeit und der Anschnittbeschränkungen höher.
Anwendungen
LPDC wird häufig für Teile verwendet, die eine dichte innere Struktur und eine hohe Wärmebehandlungsfähigkeit erfordern, wie z. B. Autoräder und Motorzylinderköpfe. HPDC eignet sich besser für dünnwandige Teile und die Großserienfertigung, bei der Zykluszeit und Ausstoß Priorität haben.
Fähigkeit zur Wärmebehandlung
LPDC-Teile können einer Hochtemperaturbehandlung zur Verbesserung von Festigkeit und Zähigkeit unterzogen werden. HPDC-Teile sind durch die Mikroporosität begrenzt, was die Möglichkeiten der Wärmebehandlung einschränkt.
Hauptalternativen zum Niederdruckgießen
Wenn LPDC aufgrund von Ausrüstungsbeschränkungen, Kosten oder Anforderungen an den Produktionszyklus nicht geeignet ist, können die folgenden Verfahren auf der Grundlage der Teilemerkmale in Betracht gezogen werden:
-
Schwerkraftgießen Dieses Verfahren beruht ausschließlich auf dem Gewicht des geschmolzenen Metalls, um die Form ohne äußeren Druck zu füllen. Es bietet die niedrigsten Ausrüstungs- und Werkzeugkosten und einen vereinfachten Arbeitsablauf. Es eignet sich am besten für Teile mit größeren Wandstärken und relativ einfachen Geometrien, wie z. B. Aluminiumhalterungen. Obwohl die Maßgenauigkeit und die Dünnwandigkeit dem LPDC unterlegen sind, kann durch den strategischen Einsatz von Speisern dennoch eine hohe innere Qualität erreicht werden.
-
Sandgießen Durch die Verwendung von Sand als Formstoff ist dies das anpassungsfähigste Gießverfahren. Es ist praktisch nicht durch die Größe oder Komplexität der Teile eingeschränkt und eignet sich besonders für die Produktion von Kleinserien oder massiven Gussteilen. Obwohl es einen längeren Produktionszyklus und eine geringere Oberflächenqualität aufweist, bleibt es die beste Wahl für F&E-Prototypen oder komplexe Strukturen, bei denen die inneren Kerne nicht aus einer Metallform gezogen werden können.
-
Feinguss (Wachsausschmelzverfahren) Bei diesem Verfahren werden Wachsmodelle und keramische Schalen verwendet, um endkonturnahe Bauteile herzustellen. Mit diesem Verfahren können extrem komplizierte Teile mit hoher Maßgenauigkeit hergestellt werden, wie z. B. Laufräder oder empfindliche Ventilgehäuse. Die Oberflächengüte ist hervorragend und erfordert fast keine Nachbearbeitung. Trotz höherer Stückkosten ist es ein entscheidender Vorteil für kleine, hochwertige Bauteile, die extreme Details erfordern.
-
Squeeze Casting Das geschmolzene Metall wird mit niedriger Geschwindigkeit eingeleitet und dann durch einen mechanischen Kolben direkt unter hohen Druck gesetzt, bis es vollständig erstarrt ist. Dieses Verfahren kombiniert die Vorteile des Gießens und des Schmiedens. Es bietet noch stärkere Zuführungsmöglichkeiten als LPDC, eliminiert effektiv die interne Mikroporosität und erreicht mechanische Eigenschaften, die denen von Schmiedeteilen nahe kommen. Es wird in der Regel für hochbelastete Bauteile verwendet, die maximale Leistung oder lokale Verstärkung erfordern.
Schlussfolgerung
Niederdruckgießen (LPDC) ist zur bevorzugten Lösung für Hersteller geworden, die Hochleistungsgussteile und maximale Materialeffizienz suchen. Die Zykluszeit mag zwar langsamer sein als beim Druckguss, aber die Fähigkeit, sicherheitskritische, strukturell solide Komponenten zu produzieren, macht das Verfahren in der modernen Fertigung unersetzlich.
Da die weltweite Nachfrage nach Leichtbaulösungen im Automobil- und Luftfahrtsektor weiter steigt, ist die Rolle von LPDC bei der Verarbeitung von hochwertigen Aluminium- und Magnesiumlegierungen wichtiger denn je.
Wenn Sie auf der Suche nach hochwertigen Niederdruckgusslösungen sind oder eine Machbarkeitsstudie für Ihr nächstes Projekt benötigen, wenden Sie sich bitte an Kontakt zu unserem Ingenieurteam für professionelle technische Unterstützung und ein individuelles Angebot.




