
Low Pressure Die Casting (LPDC) is a precision manufacturing process that molds metal through controlled bottom-up pneumatic pressure. Widely adopted across the automotive and industrial sectors, this article examines its operational principles, advantages, and technical alternatives.
What is Low Pressure Die Casting (LPDC)?
LPDC utilizes controlled pressure to drive molten metal upward into the mold, a method that minimizes air entrapment and ensures superior airtightness. Unlike sand casting, which is prone to surface roughness and internal porosity, LPDC employs active pressure compensation to fill complex geometries and eliminate shrinkage. Compared to gravity casting—which relies solely on gravitational flow—this process yields a denser microstructure while significantly maximizing material utilization by reducing gate waste.
How Does Low Pressure Die Casting Work?
Low Pressure Die Casting (LPDC) operates by applying precise air pressure within a sealed furnace, driving molten aluminum upward through a riser tube into the mold. This bottom-up filling method ensures smooth fluid flow, effectively preventing air entrapment and impurities, which guarantees superior melt purity and surface finish from the source.
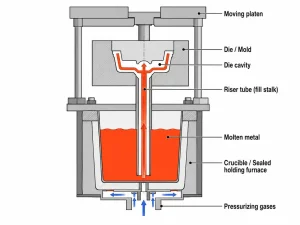
Once the mold is filled, the system maintains constant pressure until full solidification. During this stage, the molten aluminum in the riser tube continues to fill microscopic gaps caused by cooling shrinkage. This continuous pressure feeding thoroughly eliminates internal porosity, ensuring an exceptionally dense microstructure and superior mechanical properties.
After solidification, the pressure is released, and the remaining molten aluminum automatically flows back into the furnace. This design significantly increases material utilization and minimizes excess scrap, enabling the efficient, standardized production of high-quality aluminum castings.
Low-Pressure Die Casting Process Parameters and Optimization
Consistent quality in LPDC depends on balancing pressure, temperature, feeding, and cooling conditions. Parameters such as pressure profiles, holding times, and thermal control play a significant role in filling stability and shrinkage compensation.
Pressure Control and Filling Stability
LPDC typically operates within a reference range of 0.02–0.15 MPa, though actual settings vary based on part geometry, alloy type, wall thickness, and mold resistance. The process uses a lifting pressure to initiate movement, followed by a filling pressure to drive the molten aluminum into the mold.
The goal is smooth, low-turbulence filling. Insufficient pressure or incorrect filling time may lead to misruns or cold shuts, especially in thin-walled sections. Conversely, excessive pressure or an aggressive pressure curve can disrupt laminar flow, increasing the risk of gas entrapment and oxide film entrainment.
Holding Pressure and Shrinkage Compensation
Once filled, the mold enters a holding phase to compensate for liquid-to-solid shrinkage during solidification. This stage is vital for thick sections, hot spots, bosses, rib intersections, and wall thickness transitions.
Holding pressure and duration are often related to the presence of shrinkage porosity. While increasing these parameters can improve density, it also affects cycle time. Optimal settings are typically refined by identifying localized thermal bottlenecks and utilizing trial production feedback to support a sound structure.
Temperature Management
Temperature affects both metal fluidity and solidification behavior. Molten aluminum temperature governs flow and gas absorption; if the melt is too cold, poor filling, cold shuts, or misruns may occur, while excessive heat can increase oxidation and hydrogen absorption risks.
Simultaneously, mold temperature influences the solidification rate and surface finish. Uneven temperatures can cause premature solidification, dimensional fluctuation, or inconsistent machining allowance. These variables should be adjusted according to the alloy grade and geometry to promote a balanced thermal environment.
Venting, Feeding, and Cooling Balance
Venting, feeding paths, and cooling circuits are critical components of process optimization. Inadequate venting may trap gases in the mold, leading to porosity, while a poorly optimized feeding path may increase the risk of shrinkage.
Balanced cooling is also necessary to prevent internal stresses that contribute to deformation and dimensional variation. Reviewing critical areas like thick-to-thin transitions and local hot spots during mold design and trial production helps reduce the risk of internal defects and supports the accuracy needed for post-casting operations.
LPDC process optimization does not rely on universal values. Instead, it involves adjusting parameters based on the alloy type, wall thickness, mold design, flow path, and trial feedback to refine internal quality and batch consistency.
Materials Suitable for Low Pressure Die Casting
Low Pressure Die Casting is primarily utilized for non-ferrous metals, particularly alloys that demand superior internal integrity. Key materials include:
- Aluminum Alloys: The most common material for LPDC, such as A356, A380, and AlSi7Mg. Due to their excellent fluidity and strength-to-weight ratio, they are the standard for automotive wheels and engine parts.
- Magnesium Alloys: For aerospace or high-performance racing components requiring extreme weight reduction, LPDC ensures smooth filling without gas entrapment for highly reactive magnesium.
- Copper Alloys: Including bronze and brass. Because LPDC minimizes oxidation during the process, it is often used for high-performance valve bodies, pump components, and electrical fittings.
- Other Non-Ferrous Metals: In specific industrial sectors, zinc alloys may also be processed via LPDC to achieve superior mechanical properties.
Advantages of Low Pressure Die Casting
LPDC is widely utilized in the automotive and aerospace industries due to several key benefits:
- Superior Material Purity: Since the metal is drawn from beneath the surface, the entry of oxide skins and dross into the mold is prevented, resulting in exceptional internal quality.
- Dense Microstructure: Solidification under pressure provides excellent feeding capabilities, significantly reducing the occurrence of shrinkage cavities and porosity.
- High Material Yield: This process typically requires fewer and smaller gates and risers compared to gravity casting, leading to a metal utilization rate often exceeding 90%.
- Stable Filling: Controllable pressure and velocity ensure a smooth, laminar flow. This minimizes gas entrapment and mold erosion, making it ideal for complex, thin-walled parts.
- Automation-Friendly: The entire process is controlled by precise pressure curves, ensuring high repeatability and reducing dependence on manual labor.
Limitations of Low Pressure Die Casting
While LPDC offers exceptional part quality, it is important to consider certain limitations based on your production requirements:
- Longer Cycle Times: Because the molten metal is injected slowly and must solidify completely under pressure before the cycle ends, the production speed is generally slower than High Pressure Die Casting (HPDC).
- Equipment Maintenance: Components like the riser tube and sealing gaskets are constantly exposed to high-temperature molten metal. This requires regular maintenance and periodic replacement, which can increase operational costs.
- Minimum Wall Thickness Constraints: While LPDC is excellent for medium-to-thick-walled components, it may struggle to fill extremely thin sections (typically under 2-3mm) as effectively as the high-velocity HPDC process.
- Stringent Process Control: The quality of the casting is highly sensitive to fluctuations in air pressure and furnace sealing. Achieving consistent results requires high-precision equipment and strict environmental controls on the shop floor.
Key Applications of Low Pressure Die Casting
LPDC is the preferred choice for components that must endure high stress, require excellent airtightness, and feature complex geometries.

- Automotive Industry: The most prominent sector, utilizing LPDC for aluminum alloy wheels, engine cylinder heads, blocks, suspension brackets, and battery housings for electric vehicles (EVs).
- Aerospace: Critical for structural components, fuel system parts, and magnesium alloy housings where extreme weight-to-strength ratios are required.
- Power & Energy: Used for high-voltage switchgear housings, electrical fittings, and key aluminum connectors in wind energy systems.
- General Industrial: High-end pump bodies, valve housings, impellers, and precision machinery parts that demand superior internal integrity.
Low Pressure Die Casting and High Pressure Die Casting Comparison
Different casting methods have a significant impact on internal structure, production efficiency, and material utilization. To understand the differences clearly, the following sections compare the two processes across several important indicators.
Filling Method
Low Pressure Die Casting (LPDC) uses a controlled bottom-up process, where molten metal rises slowly through a riser tube into the mold cavity, minimizing turbulence and oxide inclusions. High Pressure Die Casting (HPDC) injects molten metal at high speed using a plunger, which fills ultra-thin sections but can trap air and create micro-porosity. The filling method directly affects the internal density and surface quality of the parts.
Pressure Range
LPDC typically operates at 0.02–0.06 MPa, providing smooth and controlled filling. HPDC requires 30–100 MPa to fill the mold rapidly, but this increases the risk of internal defects. Pressure levels not only affect the filling process but also influence microstructure and porosity formation.
Microstructure
LPDC parts have dense microstructures with minimal porosity, making them suitable for high-temperature heat treatments such as T6. HPDC parts often contain micro-porosity due to high-speed injection, limiting heat treatment options and slightly lowering the maximum mechanical performance.
Cycle Time
LPDC has a slower filling process with longer cycles, suitable for safety-critical components. HPDC cycles are very short, ideal for thin-walled components in high-volume production, though microstructure quality may be compromised.
Material Utilization
LPDC compensates for shrinkage with constant pressure, improving material efficiency and reducing waste. HPDC experiences more metal loss due to high-speed injection and gating constraints.
Applications
LPDC is widely used for parts that require dense internal structure and high heat-treatment capability, such as automotive wheels and engine cylinder heads. HPDC is better suited for thin-walled parts and high-volume production, where cycle time and output are priorities.
Heat Treatment Capability
LPDC parts can withstand high-temperature treatment to enhance strength and toughness. HPDC parts are limited by micro-porosity, restricting heat treatment options.
Main Alternatives to Low Pressure Die Casting
When LPDC is not suitable due to equipment constraints, cost, or production cycle requirements, the following processes can be considered based on part characteristics:
-
Gravity Casting This process relies entirely on the weight of the molten metal to fill the mold without any external pressure. It offers the lowest equipment and tooling costs and a simplified workflow. It is best suited for parts with larger wall thicknesses and relatively simple geometries, such as aluminum brackets. While its dimensional accuracy and thin-wall capabilities are inferior to LPDC, high internal quality can still be achieved through the strategic use of risers.
-
Sand Casting Utilizing sand as the mold material, this is the most adaptable casting method. It is virtually unrestricted by part size or complexity and is particularly ideal for low-volume production or massive castings. Although it has a longer production cycle and lower surface finish quality, it remains the best choice for R&D prototyping or complex structures where internal cores cannot be pulled from a metal mold.
-
Investment Casting (Lost Wax) This process uses wax patterns and ceramic shells to achieve near-net-shape components. It is capable of producing extremely intricate parts with high dimensional precision, such as impellers or delicate valve bodies. The surface finish is superior, requiring almost no secondary machining. Despite higher per-unit costs, it holds a core advantage for small, high-value components requiring extreme detail.
-
Squeeze Casting Molten metal is introduced at low velocity and then subjected to direct high pressure from a mechanical plunger until solidification is complete. This process combines the advantages of casting and forging. It provides even stronger feeding capabilities than LPDC, effectively eliminating internal micro-porosity and achieving mechanical properties close to those of forged parts. It is typically used for heavy-duty components requiring maximum performance or local reinforcement.
Conclusion
Low Pressure Die Casting (LPDC) has become the go-to solution for manufacturers seeking high-performance castings and maximum material efficiency. While its cycle time may be slower than high-pressure die casting, its ability to produce safety-critical, structurally sound components makes it irreplaceable in modern manufacturing.
As the global demand for lightweight solutions in the automotive and aerospace sectors continues to grow, the role of LPDC in high-end aluminum and magnesium alloy processing is more vital than ever.
If you are looking for high-quality low-pressure die casting solutions or need a feasibility assessment for your next project, please contact our engineering team for professional technical support and a customized quotation.




