
Литье под низким давлением (LPDC) это прецизионный производственный процесс, в котором металл формуется с помощью контролируемого пневматического давления снизу вверх. В этой статье рассматриваются принципы работы, преимущества и технические альтернативы, широко применяемые в автомобильном и промышленном секторах.
Что такое литье под низким давлением (LPDC)?
LPDC Используется контролируемое давление для подачи расплавленного металла вверх в форму - метод, который сводит к минимуму попадание воздуха и обеспечивает превосходную герметичность. В отличие от песчаное литьёВ LPDC используется активная компенсация давления для заполнения сложных геометрических форм и устранения усадки, что чревато шероховатостью поверхности и внутренней пористостью. По сравнению с гравитационное литьё-Этот процесс, основанный исключительно на гравитационном потоке, позволяет получить более плотную микроструктуру и значительно повысить эффективность использования материала за счет сокращения отходов.
Как работает литье под низким давлением?
Литье под низким давлением (LPDC) осуществляется путем создания точного давления воздуха в герметичной печи, в результате чего расплавленный алюминий вверх по стояку в пресс-форму. Этот метод заполнения снизу вверх обеспечивает плавное движение жидкости, эффективно предотвращая попадание воздуха и примесей, что гарантирует превосходную чистоту расплава и качество поверхности с самого начала.
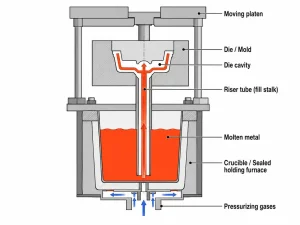
После заполнения формы система поддерживает постоянное давление до полного застывания. На этом этапе расплавленный алюминий в стояке продолжает заполнять микроскопические зазоры, образовавшиеся в результате усадки при охлаждении. Такая непрерывная подача под давлением полностью устраняет внутреннюю пористость, обеспечивая исключительно плотную микроструктуру и превосходные механические свойства.
После застывания давление сбрасывается, и оставшийся расплавленный алюминий автоматически перетекает обратно в печь. Такая конструкция значительно повышает коэффициент использования материала и сводит к минимуму количество избыточного брака, обеспечивая эффективное, стандартизированное производство высококачественных алюминиевых отливок.
Параметры и оптимизация процесса литья под низким давлением
Стабильное качество LPDC зависит от баланса давления, температуры, условий подачи и охлаждения. Такие параметры, как профили давления, время выдержки и термоконтроль, играют важную роль в стабильности наполнения и компенсации усадки.
Контроль давления и стабильность наполнения
Система LPDC обычно работает в диапазоне опорных значений 0,02-0,15 МПаХотя фактические настройки зависят от геометрии детали, типа сплава, толщины стенок и сопротивления пресс-формы. В процессе используется давление подъема, чтобы начать движение, а затем давление заполнения, чтобы загнать расплавленный алюминий в форму.
Цель - плавное, малотурбулентное заполнение. Недостаточное давление или неправильное время заполнения могут привести к неправильному прогону или холодному отключению, особенно в тонкостенных секциях. И наоборот, избыточное давление или агрессивная кривая давления могут нарушить ламинарный поток, увеличивая риск захвата газа и оксидной пленки.
Компенсация давления удержания и усадки
После заполнения пресс-форма переходит в стадию выдержки, чтобы компенсировать усадку жидкости в твердом состоянии во время затвердевания. Этот этап крайне важен для толстых секций, горячих точек, бобышек, пересечений ребер и переходов толщины стенок.
Давление и продолжительность выдержки часто связаны с наличием усадочной пористости. Увеличение этих параметров может повысить плотность, но при этом влияет на время цикла. Оптимальные параметры обычно уточняются путем выявления локальных узких мест в тепловом режиме и использования обратной связи при пробном производстве для поддержки надежной структуры.
Управление температурой
Температура влияет как на текучесть металла, так и на его затвердевание. Температура расплавленного алюминия регулирует текучесть и поглощение газов; если расплав слишком холодный, может произойти плохое заполнение, холодное отключение или неправильный запуск, в то время как чрезмерное нагревание может увеличить риски окисления и поглощения водорода.
Одновременно температура пресс-формы влияет на скорость затвердевания и качество поверхности. Несоответствие температур может привести к преждевременному затвердеванию, колебаниям размеров или несовместимым припускам на обработку. Эти переменные следует регулировать в соответствии с маркой сплава и геометрией, чтобы обеспечить сбалансированную тепловую среду.
Баланс вентиляции, питания и охлаждения
Вентиляция, пути подачи и контуры охлаждения являются важнейшими компонентами оптимизации процесса. Недостаточная вентиляция может задержать газы в пресс-форме, что приведет к пористости, а плохо оптимизированный путь подачи может увеличить риск усадки.
Сбалансированное охлаждение также необходимо для предотвращения внутренних напряжений, которые способствуют деформации и изменению размеров. Анализ таких критических зон, как переходы от толщины к толщине и локальные горячие точки, при проектировании и пробном производстве пресс-формы помогает снизить риск возникновения внутренних дефектов и обеспечивает точность, необходимую для операций после литья.
Оптимизация процесса LPDC не опирается на универсальные значения. Вместо этого она включает в себя регулировку параметров на основе типа сплава, толщины стенок, конструкции пресс-формы, пути потока и обратной связи при испытаниях для улучшения внутреннего качества и согласованности партий.
Материалы, пригодные для литья под низким давлением
Литье под низким давлением используется в основном для цветных металлов, особенно сплавов, требующих превосходной внутренней целостности. К основным материалам относятся:
- Алюминиевые сплавы: Наиболее распространенный материал для LPDC, такой как A356, A380 и AlSi7Mg. Благодаря отличной текучести и соотношению прочности и веса они являются стандартом для автомобильных колес и деталей двигателя.
- Магниевые сплавы: Для аэрокосмических или высокопроизводительных гоночных компонентов, требующих экстремального снижения веса, LPDC обеспечивает плавное заполнение без захвата газа для высокореактивного магния.
- Медные сплавы: Включая бронзу и латунь. Поскольку LPDC минимизирует окисление в процессе обработки, она часто используется для изготовления высокопроизводительных корпусов клапанов, компонентов насосов и электрической арматуры.
- Другие цветные металлы: В отдельных отраслях промышленности цинковые сплавы также могут обрабатываться методом LPDC для достижения превосходных механических свойств.
Преимущества литья под низким давлением
Система LPDC широко используется в автомобильной и аэрокосмической промышленности благодаря ряду ключевых преимуществ:
- Превосходная чистота материала: Поскольку металл вытягивается из-под поверхности, попадание окислов и окалины в форму предотвращается, что обеспечивает исключительное внутреннее качество.
- Плотная микроструктура: Затвердевание под давлением обеспечивает отличную подачу материала, значительно снижая возникновение усадочных полостей и пористости.
- Высокий выход материала: Этот процесс, как правило, требует меньшего количества и меньших размеров литников и стояков по сравнению с гравитационным литьем, что приводит к коэффициенту использования металла, часто превышающему 90%.
- Стабильная начинка: Контролируемое давление и скорость обеспечивают плавный ламинарный поток. Это сводит к минимуму захват газа и эрозию формы, что делает его идеальным для сложных тонкостенных деталей.
- Удобство автоматизации: Весь процесс контролируется точными кривыми давления, что обеспечивает высокую повторяемость и снижает зависимость от ручного труда.
Ограничения литья под низким давлением
Хотя LPDC обеспечивает исключительное качество деталей, важно учитывать некоторые ограничения, основанные на ваших производственных требованиях:
- Увеличение времени цикла: Поскольку расплавленный металл впрыскивается медленно и должен полностью застыть под давлением до окончания цикла, скорость производства обычно ниже, чем при литье под высоким давлением (HPDC).
- Обслуживание оборудования: Такие компоненты, как труба стояка и уплотнительные прокладки, постоянно подвергаются воздействию высокотемпературного расплавленного металла. Это требует регулярного обслуживания и периодической замены, что может привести к увеличению эксплуатационных расходов.
- Ограничения по минимальной толщине стенки: Хотя LPDC отлично подходит для компонентов со средней и большой толщиной стенок, он может не справиться с заполнением очень тонких участков (обычно менее 2-3 мм) так же эффективно, как высокоскоростной процесс HPDC.
- Строгий контроль процесса: Качество отливки очень чувствительно к колебаниям давления воздуха и герметичности печи. Для достижения стабильных результатов требуется высокоточное оборудование и строгий контроль окружающей среды в цехе.
Основные области применения Литье под низким давлением
LPDC является предпочтительным выбором для компонентов, которые должны выдерживать высокие нагрузки, требуют отличной герметичности и имеют сложную геометрию.

- Автомобильная промышленность: Наиболее заметный сектор, использующий LPDC для алюминиевые литые дискиГоловки цилиндров, блоки, кронштейны подвески и корпуса аккумуляторов для электромобилей (EV).
- Аэрокосмическая промышленность: Критически важен для конструктивных элементов, деталей топливной системы и корпусов из магниевых сплавов, где требуется экстремальное соотношение веса и прочности.
- Энергетика и энергия: Используется для изготовления корпусов высоковольтных распределительных устройств, электрической арматуры и ключевых алюминиевых соединителей в ветроэнергетических системах.
- Общепромышленный: Высокотехнологичные корпуса насосов, клапанов, крыльчатки и детали прецизионного оборудования, требующие превосходной внутренней целостности.
Сравнение литья под низким давлением и литья под высоким давлением
Различные методы литья оказывают значительное влияние на внутреннюю структуру, эффективность производства и использование материалов. Чтобы лучше понять различия, в следующих разделах проводится сравнение двух процессов по нескольким важным показателям.
Способ наполнения
При литье под низким давлением (LPDC) используется контролируемый процесс "снизу вверх", когда расплавленный металл медленно поднимается по трубе в полость формы, сводя к минимуму турбулентность и оксидные включения. При литье под высоким давлением (HPDC) расплавленный металл впрыскивается на высокой скорости с помощью плунжера, который заполняет сверхтонкие участки, но может задерживать воздух и создавать микропористость. Метод заливки напрямую влияет на внутреннюю плотность и качество поверхности деталей.
Диапазон давления
LPDC обычно работает при давлении 0,02-0,06 МПа, обеспечивая плавное и контролируемое заполнение. HPDC требует 30-100 МПа для быстрого заполнения формы, но это повышает риск возникновения внутренних дефектов. Уровень давления влияет не только на процесс заполнения, но и на микроструктуру и образование пористости.
Микроструктура
Детали LPDC имеют плотную микроструктуру с минимальной пористостью, что делает их пригодными для высокотемпературной термообработки, например T6. Детали HPDC часто содержат микропористость из-за высокоскоростного впрыска, что ограничивает возможности термообработки и несколько снижает максимальные механические характеристики.
Время цикла
LPDC имеет более медленный процесс заполнения с более длительными циклами, подходит для критически важных компонентов. Циклы HPDC очень короткие, идеально подходят для тонкостенных компонентов в крупносерийном производстве, хотя микроструктура качество может быть снижено.
Использование материалов
LPDC компенсирует усадку за счет постоянного давления, повышая эффективность использования материала и снижая количество отходов. При HPDC потери металла больше из-за высокоскоростного впрыска и ограничений по литнику.
Приложения
LPDC широко используется для деталей, требующих плотной внутренней структуры и высокой способности к термообработке, таких как автомобильные колеса и головки цилиндров двигателей. HPDC лучше подходит для тонкостенных деталей и крупносерийного производства, где приоритетами являются время цикла и производительность.
Возможность термообработки
Детали из LPDC могут выдерживать высокотемпературную обработку для повышения прочности и вязкости. Детали HPDC ограничены микропористостью, что ограничивает возможности термообработки.
Основные альтернативы литью под низким давлением
Если LPDC не подходит из-за ограничений по оборудованию, стоимости или требований к производственному циклу, можно рассмотреть следующие процессы в зависимости от характеристик детали:
-
Гравитационное литье Этот процесс полностью зависит от веса расплавленного металла, заполняющего форму без какого-либо внешнего давления. Он предлагает самые низкие затраты на оборудование и оснастку, а также упрощенный рабочий процесс. Он лучше всего подходит для деталей с большой толщиной стенок и относительно простой геометрией, таких как алюминиевые кронштейны. Хотя точность размеров и возможности обработки тонких стенок уступают LPDC, высокое внутреннее качество все же может быть достигнуто за счет стратегического использования стояков.
-
Литье в песок Используя песок в качестве материала формы, этот метод литья является наиболее адаптируемым. Он практически не имеет ограничений по размеру или сложности деталей и особенно идеален для малосерийного производства или массивных отливок. Несмотря на более длительный производственный цикл и более низкое качество обработки поверхности, этот метод остается лучшим выбором для создания прототипов в ходе НИОКР или сложных конструкций, в которых внутренние стержни не могут быть извлечены из металлической формы.
-
Литье по выплавляемым моделям (потерянный воск) В этом процессе используются восковые шаблоны и керамические оболочки для получения деталей, близких по форме к сетке. Он позволяет изготавливать очень сложные детали с высокой точностью размеров, такие как крыльчатки или тонкие корпуса клапанов. Поверхность получается превосходной, практически не требующей вторичной обработки. Несмотря на более высокую стоимость единицы продукции, этот метод является основным преимуществом при изготовлении небольших дорогостоящих деталей, требующих высокой детализации.
-
Выдавливание Расплавленный металл вводится с низкой скоростью, а затем подвергается прямому воздействию высокого давления со стороны механического плунжера до полного застывания. Этот процесс сочетает в себе преимущества литья и ковки. Он обеспечивает еще более сильную подачу, чем LPDC, эффективно устраняя внутреннюю микропористость и достигая механических свойств, близких к свойствам кованых деталей. Он обычно используется для тяжелонагруженных деталей, требующих максимальной производительности или локального усиления.
Заключение
Литье под низким давлением (LPDC) стала основным решением для производителей, стремящихся к высокопроизводительным отливкам и максимальной эффективности использования материалов. Хотя время цикла литья под высоким давлением может быть медленнее, чем у литья под давлением, его способность производить критически важные, конструктивно прочные компоненты делает его незаменимым в современном производстве.
Поскольку мировой спрос на легкие решения в автомобильной и аэрокосмической отраслях продолжает расти, роль LPDC в обработке алюминиевых и магниевых сплавов высокого класса становится как никогда важной.
Если вы ищете высококачественные решения для литья под низким давлением или нуждаетесь в оценке целесообразности вашего следующего проекта, пожалуйста свяжитесь с нашей командой инженеров для получения профессиональной технической поддержки и индивидуального предложения.




