При поиске решений для производства прецизионных деталей предприятиям часто приходится искать компромисс между стоимостью и производительностью. Гравитационное литье под давлением (GDC) стал предпочтительным процессом для мелко- и среднесерийного производства благодаря своей исключительной точности размеров и выдающимся физическим свойствам. В этой статье мы рассмотрим принципы гравитационного литья под давлением и его уникальные преимущества в мелкосерийном высокоточном производстве, что поможет вам оптимизировать свою производственную стратегию и повысить конкурентоспособность продукции.
Что такое гравитационное литье под давлением?
Гравитационное литье под давлением (GDC)В промышленных контекстах его часто называют литьем в постоянные формы. Это процесс, при котором расплавленный металл заливается в форму - обычно изготовленную из жаропрочной стали или чугуна - и застывает под действием естественной силы земное притяжение.

В отличие от литья под высоким давлением (ЛВД), гравитационное литье не опирается на внешнее давление для заполнения формы; вместо этого используется вес самого жидкого металла. Этот процесс широко распространен при производстве деталей из цветных металлов, например, из алюминиевых, магниевых и медных сплавов.
Принцип гравитационного литья под давлением
Процесс гравитационного литья под давлением - это, по сути, физический процесс заполнения и фазового превращения. Используя естественную силу тяжести, он обеспечивает устойчивое и упорядоченное заполнение полости формы расплавленным металлом, уменьшая нестабильность, вызванную вмешательством человека или механического воздействия высокого давления. Основные этапы следующие:
Подготовка формы
Металлическая форма предварительно нагревается до определенной температуры и покрывается разделительным составом (спрей). Предварительный нагрев предотвращает слишком быстрое охлаждение металла, что может привести к неполному заполнению, а покрытие защищает форму и облегчает извлечение деталей.
Заливка и наполнение
Техник или роботизированная рука заливает расплавленный металл в литниковую систему. Металл заполняет полость, полностью полагаясь на собственное статическое давление. Благодаря высокой теплопроводности металлической формы жидкий металл быстро охлаждается снаружи внутрь, образуя мелкозернистую кристаллическую структуру.
Открытие и выталкивание пресс-формы
После того как металл полностью затвердел и достиг достаточной прочности, форму открывают, и отливка извлекается с помощью системы выталкивания.
Проблемы мелкосерийного высокоточного производства
При изготовлении компонентов одновременное достижение малых объемов и высокой точности часто сопряжено с практическими трудностями. Производители обычно сталкиваются с тремя уровнями препятствий, касающихся контроля затрат и стабильности качества:
Затраты на производство
При традиционном литье под давлением инвестиции в один комплект пресс-форм огромны. Если объем заказа составляет всего несколько сотен изделий, стоимость формы, амортизированная на каждую деталь, становится непомерно высокой, в результате чего цена единицы продукции теряет конкурентоспособность на рынке.
Контроль размеров
При непрерывном мелкосерийном производстве трудно достичь теплового равновесия в температурном поле пресс-формы. Поскольку металлы значительно расширяются и сжимаются при изменении температуры, колебания температуры пресс-формы могут напрямую вызвать размерные вариации в разных партиях.
Внутренние дефекты
Высокая точность относится не только к внешним размерам, но и к плотности внутренней структуры. Мелкосерийное производство часто означает, что нет возможности оптимизировать литниковую систему путем долгих проб и ошибок, что делает детали склонными к усадке или пористости.
Подходит ли гравитационное литье под давлением для мелкосерийного и высокоточного производства?

Гравитационное литье под давлением признано идеальным решением для мелкосерийного производства с высокими требованиями. При заказах в несколько тысяч единиц или меньше оно обеспечивает высококонкурентные комплексные преимущества для высокоточных деталей за счет чрезвычайно низкой стоимости амортизации формы, отличной внутренней плотности структуры и точного контроля размеров.
Почему гравитационное литье под давлением подходит для мелкосерийного высокоточного производства
Этот процесс является превосходным в специфических производственных условиях, поскольку он находит идеальный баланс между техническими характеристиками и инвестиционными затратами. Следующие четыре аспекта поясняют его преимущества:
Инвестиционный порог
По сравнению с дорогостоящими высокопрочными формами и массивным оборудованием, необходимым для литья под давлением, формы для гравитационного литья под давлением имеют более простую конструкцию и меньшие инвестиции в оборудование. Благодаря этому комплексная стоимость единицы продукции остается в разумных пределах даже при небольших заказах.
Возможность термообработки
Поскольку процесс заполнения происходит плавно и стабильно, в нем задерживается очень мало газа. Следовательно, детали, отлитые под действием силы тяжести, могут подвергаться Термическая обработка T6 (закалка и искусственное старение). Термообработка значительно повышает прочность и стабильность размеров детали, гарантируя, что точность не снизится при длительном использовании.
Структурная гибкость
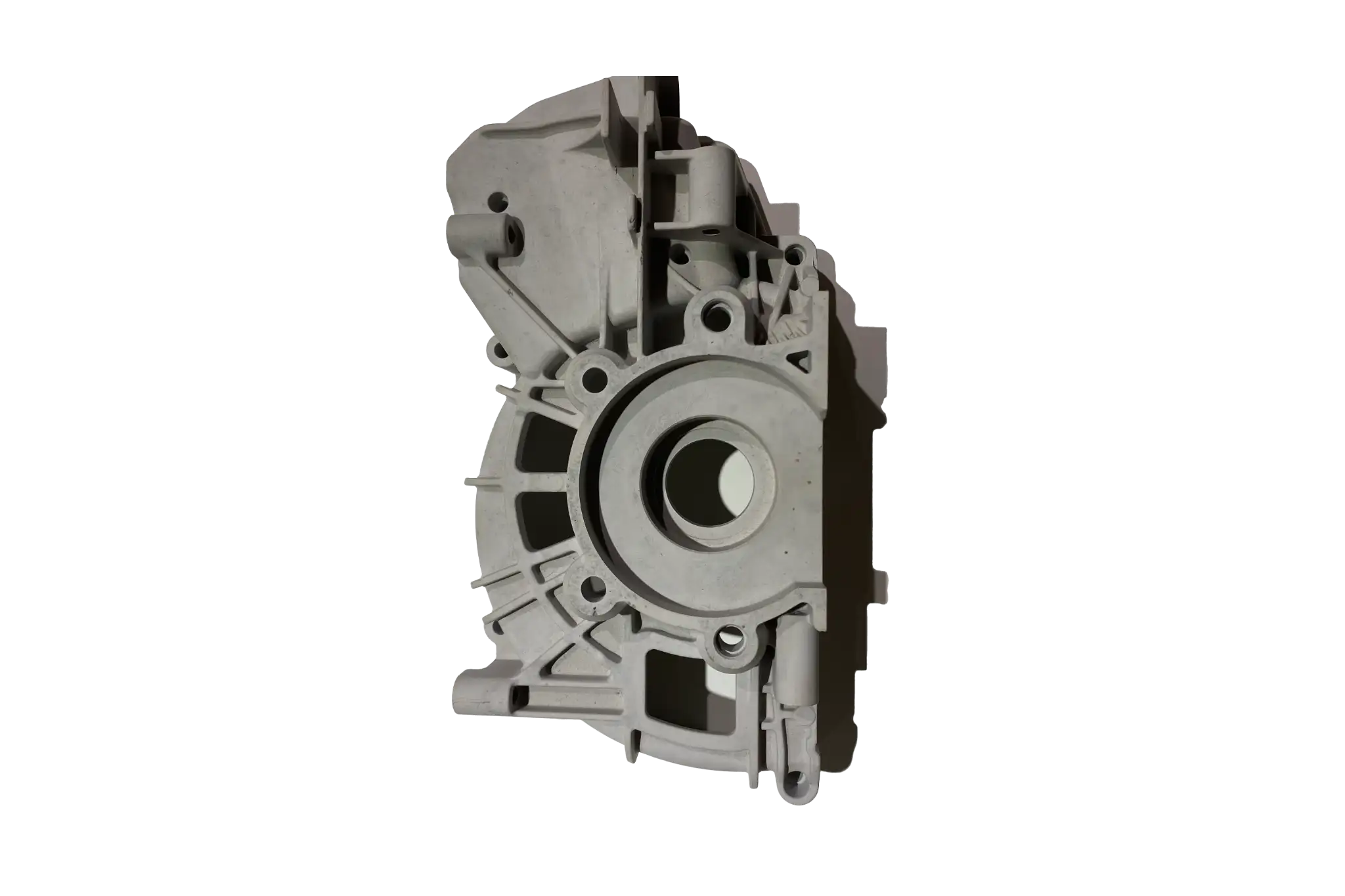
Гравитационное литье под давлением может использоваться с песчаными или керамическими сердечниками, что позволяет создавать чрезвычайно сложные внутренние полости, такие как головки цилиндров двигателей или корпуса водяного охлаждения. Такая гибкость позволяет выполнять высокотехнологичные и дорогостоящие мелкосерийные заказы.
Надбавка на механическую обработку
Качество поверхности гравитационного литья превосходит качество песчаного литья, а его внутренняя структура плотная. Во время вторичной обработки Прецизионная обработка с ЧПУПри этом маловероятно возникновение внутренней пористости, которая приведет к браку. Такой высокий "коэффициент выхода" является основной гарантией высокоточного производства.
Заключение
Гравитационное литье под давлением - идеальный выбор для мелкосерийного высокоточного производства. Оно позволяет избежать непомерных затрат на оснастку, связанных с литьем под давлением, и в то же время преодолеть недостатки низкой точности и рыхлой структуры, характерные для литья в песчаные формы. Для прецизионных деталей, требующих высокопроизводительных внутренних структур и сложной геометрии, с годовым объемом от сотен до нескольких тысяч единиц, гравитационное литье под давлением, несомненно, является наиболее экономичным и технически обоснованным процессом.
Компания Minghe Casting предоставляет комплексные услуги по гравитационному литью, от первоначальной оценки проекта до поставки готовой отливки, помогая клиентам получать металлические детали со стабильными размерами и надежными эксплуатационными характеристиками. Благодаря опытной команде инженеров и отработанным процессам литья, Minghe Casting обеспечивает мелкосерийное и высокоточное производство для алюминиевые сплавы, медных сплавов и других цветных металлов. Наше постоянное внимание к деталям технологического процесса, контролю качества и реализации проектов делает нас надежным производственным партнером для ваших проектов гравитационного литья.