В современном промышленном производстве снижение веса стало ключевым показателем эффективности. Будь то автомобильная промышленность, новая энергетика или аэрокосмическая отрасль, инженеры стремятся снизить вес и повысить эффективность за счет уменьшения толщины стенок. Однако тонкая стенка представляет собой сложную физическую задачу для процесса литья.
Литье под низким давлениемТехнология полупрецизионного формования часто обсуждается в связи с ее способностью удовлетворять требованиям к тонким стенкам. Возможность заполнения тонких секций при обеспечении высококачественной внутренней структуры является решающим фактором при выборе технологии.
Что такое литье под низким давлением?
Литье под низким давлением - это процесс формовки, расположенный между гравитационное литьё и литье под высоким давлением. Он использует контролируемое давление газа для подачи расплавленного металла в форму, сохраняя преимущество плотной структуры гравитационного литья и обеспечивая более высокую заполняющую способность.
Принцип работы
Конфигурация системы литья под низким давлением определяет стабильность процесса заливки. Основная конструкция состоит из герметичной печи с расплавленным металлом, соединенной с формой (обычно металлической неразъемной формой) через керамический или металлический стояк.
- Контролируемое наполнение: Под действием сжатого воздуха уровень жидкости в печи находится под давлением, заставляя металл неуклонно подниматься по трубе в полость формы. Давление обычно поддерживается в пределах 0,02-0,15 МПа.
- Ламинарный поток: В отличие от распыленной заливки при литье под высоким давлением, металл при литье под низким давлением течет ламинарно, что значительно снижает захват воздуха и окисление.
- Кормление под давлением: Пока металл застывает, давление в печи поддерживается до полного затвердевания детали. Такая непрерывная подача снизу вверх является ключом к обеспечению плотности отливки.
Что такое тонкостенные отливки?
Абсолютного численного определения тонкостенных отливок не существует. Как правило, под ним подразумеваются детали с очень малой толщиной и большим отношением площади поверхности к объему. В промышленность алюминиевых сплавовКонструктивные детали в определенном диапазоне толщины считаются полутонкими или тонкостенными.
Типичные случаи
По мере совершенствования конструкции тонкостенные структуры появляются во все более функциональных компонентах. Типичные примеры включают:
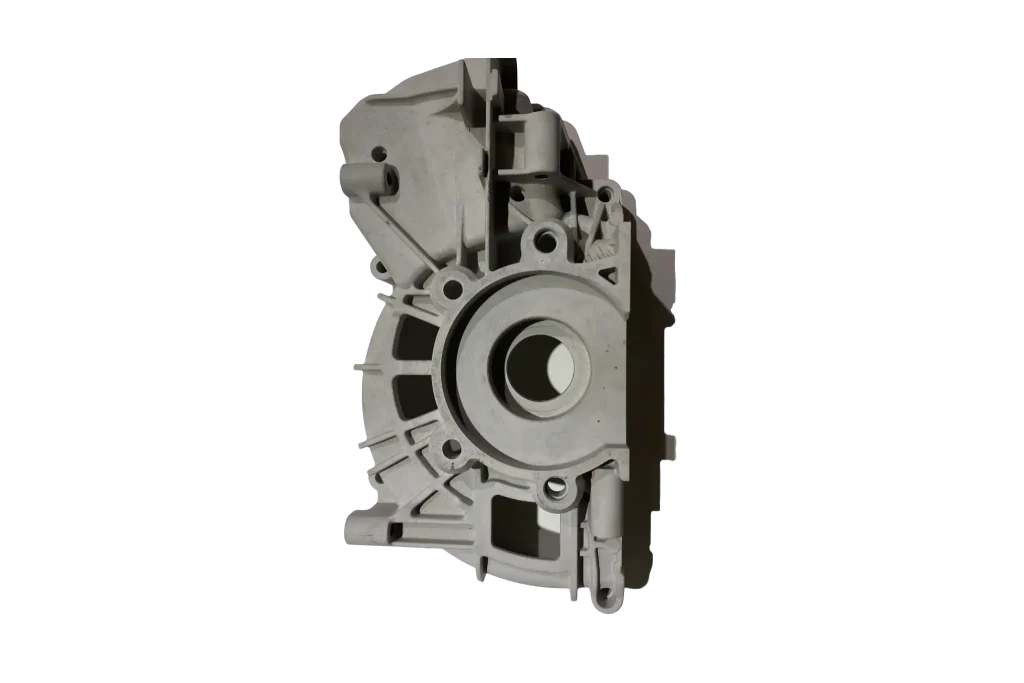
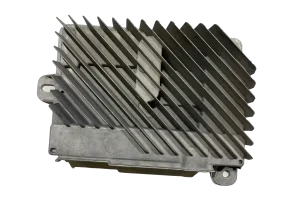
- Корпуса двигателей и инверторов для электромобилей.
- Облегченные кронштейны шасси и компоненты системы подвески.
- Корпуса насосов с прецизионными проточными каналами или электронными теплоотводами.
Трудности тонкостенного литья
Сложность производства тонкостенных деталей заключается в том, что металл должен не только заполнить чрезвычайно узкое пространство, но и обеспечить качество после затвердевания. Ниже перечислены наиболее распространенные инженерные задачи:
Риск застывания
Благодаря тонкому поперечному сечению расплавленный металл почти мгновенно теряет тепло при входе в форму. При недостаточной текучести металл застывает преждевременно, не успев заполнить полость, что приводит к холодному отключению или неправильному прогону.
Сопротивление заполнению
Узкие пути потока создают значительное сопротивление трения и поверхностное натяжение. Процесс должен обеспечивать стабильную и непрерывную поддержку давления для преодоления этих физических барьеров во время заполнения.
Трудности с кормлением
Тонкостенные детали часто имеют толстые монтажные бобышки или усиливающие ребра. Тонкие участки, как правило, замерзают первыми, перекрывая путь подачи для более толстых участков, что легко приводит к внутренней усадке в этих толстых участках.
Структурная плотность
В тонких секциях даже микроскопические поры или усадка могут проникать через всю толщину стенки. Для тонкостенных деталей, которые должны выдерживать давление, это приводит к утечкам во время испытаний на герметичность.
Подходит ли литье под низким давлением для тонкостенных отливок?
Литье под низким давлением не подходит для всех требований к тонким стенкам. Если вам нужны сверхтонкие детали с низкими требованиями к прочности, но очень большим объемом - например, рамки для смартфонов или корпуса бытовой электроники, - литье под высоким давлением будет лучшим выбором.

Однако для конструкционные тонкостенные детали, Литье под низким давлением является идеальным решением. Этот процесс идеально подходит для деталей, обладающих следующими характеристиками: деталь должна выдерживать внутреннее давление, требует термообработки для упрочнения, предполагает прецизионную обработку с ЧПУ, где запрещены открытые поры, или имеет структуру с переходами от толщины к толщине.
Преимущества литья под низким давлением для тонкостенных отливок
Хотя литье под низким давлением не является универсальным решением, свойства материала, которые оно обеспечивает при работе с функциональными тонкостенными деталями, трудно сопоставить с другими процессами:
Уменьшенная пористость
При литье под низким давлением используется ламинарное заполнение, то есть металл поднимается очень плавно. Для тонкостенных деталей это означает, что воздух и окислы редко задерживаются, обеспечивая высокую внутреннюю чистоту.
Непрерывное кормление
Поскольку давление поддерживается на протяжении всего процесса затвердевания, металл постоянно проталкивается в усадочные зоны. Этот механизм значительно устраняет внутреннюю усадку, характерную для сложных тонкостенных корпусов.
Совместимость с термической обработкой
Конструкционные тонкостенные детали часто требуют термообработки T6. Поскольку детали, изготовленные методом литья под низким давлением, имеют чрезвычайно низкое содержание газа, на их поверхности не образуются пузыри при высокотемпературной термообработке, что обеспечивает более высокую механическую прочность.
Как оптимизировать литье под низким давлением для тонкостенных отливок
Для успешного производства тонкостенных деталей с использованием процесса низкого давления инженеры должны усовершенствовать конструкцию пресс-формы и параметры процесса, чтобы еще больше раскрыть потенциал технологии:
Система контроля температуры
Повышение температуры пресс-формы в тонкостенных областях является ключевым фактором для задержки затвердевания. Размещая нагревательные элементы вблизи тонких участков или оптимизируя контуры охлаждения, вы обеспечите достаточную текучесть металла для заполнения полости.
Кривая давления
Разработайте сложную логику нагнетания давления специально для тонких стенок. Используйте более высокую скорость подъема на ранних стадиях заполнения, чтобы уменьшить потери тепла, и переключайтесь на высокое давление удержания на последних стадиях, чтобы принудительно подавать тонкие структуры.
Жидкость и вентиляция
Выбирайте сплавы с чуть более высоким содержанием кремния для лучшей текучести. Кроме того, на концах тонкостенных секций установите заглушки или вакуумные системы, чтобы устранить сопротивление противодавлению и помочь металлу плавно растекаться.
Конструкция затвора
Сократите расстояние между стояком и тонкостенными элементами, чтобы уменьшить падение температуры металла в стояках. Используйте многоточечную подачу или широкие затворы для более равномерного распределения металла в тонких зонах.
Ограничения литья под низким давлением для тонкостенных отливок
Несмотря на многочисленные преимущества, литье под низким давлением имеет физические границы, которые необходимо учитывать при создании некоторых экстремальных конструкций:
Пределы формирования
Поскольку давление заполнения относительно низкое, в деталях с очень тонкими стенками или слишком длинными протоками металл может преждевременно потерять текучесть. В таких случаях преимущество обычно отдается литью под высоким давлением.
Производственные циклы
При литье под низким давлением основное внимание уделяется качеству и эффекту подачи, поэтому процесс заполнения и затвердевания происходит относительно медленно. Его производственный ритм не может сравниться с высокими показателями традиционного литья под высоким давлением.
Заключение
Литье под низким давлением - это прецизионный инструмент для производства тонкостенных промышленных компонентов, пользующихся большим спросом. Оно позволяет найти баланс между легкостью и высокой надежностью. На ранних стадиях проекта необходимо оценить функциональные характеристики детали - для тонкостенных деталей, требующих не только тонкости, но и прочности и плотности, литье под низким давлением часто является наилучшим путем к успеху проекта.
С более чем 20 лет опыта работы в отрасли, Литейное производство Мингэ занимается предоставлением профессиональных Услуги по литью под низким давлением. Мы оказываем всестороннюю технологическую поддержку - от первоначальной оценки конструкции и разработки пресс-формы до оптимизации параметров процесса - с учетом сложной геометрии деталей, распределения толщины стенок и требований к эксплуатационным характеристикам. Опираясь на десятилетия практического опыта в области алюминиевых и цветных сплавов, мы предлагаем проверенные решения технических проблем, связанных с заполнением и затвердеванием тонкостенных деталей, гарантируя, что каждая поставляемая деталь будет надежно соответствовать строгим стандартам сборки и применения.




