En la fabricación industrial moderna, el aligeramiento se ha convertido en un indicador clave de rendimiento. Ya sea en los sectores de la automoción, las nuevas energías o el aeroespacial, los ingenieros se esfuerzan por reducir el peso y mejorar la eficiencia disminuyendo el grosor de las paredes. Sin embargo, las paredes delgadas plantean rigurosos retos físicos al proceso de fundición.
Fundición a baja presióncomo tecnología de conformado de semiprecisión, se discute a menudo sobre su capacidad para cumplir los requisitos de las paredes finas. Un factor crítico en la selección del proceso es si puede completar el llenado en secciones finas al tiempo que proporciona una estructura interna de alta calidad.
¿Qué es la fundición a baja presión?
La fundición a baja presión es un proceso de conformado situado entre fundición por gravedad y fundición a alta presión. Utiliza una presión de gas controlada para introducir el metal fundido en el molde, conservando la ventaja de una estructura densa de la fundición por gravedad y ofreciendo al mismo tiempo un mayor poder de llenado.
Principio de funcionamiento
La configuración del sistema de fundición a baja presión determina la estabilidad de su proceso de llenado. La estructura del núcleo consiste en un horno de retención sellado que contiene metal fundido, conectado al molde (normalmente un molde permanente metálico) a través de un tubo ascendente cerámico o metálico.
- Relleno controlado: Bajo la acción del aire comprimido, el nivel de líquido en el horno se presuriza, forzando al metal a subir de forma constante a través del tubo ascendente hasta la cavidad del molde. La presión suele mantenerse entre 0,02-0,15 MPa.
- Flujo laminar: A diferencia del llenado en forma de spray de la fundición a alta presión, el metal en la fundición a baja presión fluye en un estado laminar, lo que reduce significativamente el atrapamiento de aire y la oxidación.
- Alimentación a presión: Mientras el metal se solidifica, la presión del horno se mantiene hasta que la pieza está totalmente curada. Esta alimentación continua de abajo arriba es clave para garantizar la densidad de la pieza fundida.
¿Qué son las piezas moldeadas de pared delgada?
No existe una definición numérica absoluta de las piezas de fundición de pared delgada. En general, se refiere a piezas con un espesor muy pequeño y una relación superficie/volumen masiva. En el industria de la aleación de aluminioLas piezas estructurales dentro de un determinado rango de espesores se consideran componentes semidelgados o de pared delgada.
Casos típicos
A medida que aumenta la sofisticación del diseño, las estructuras de pared delgada aparecen en más componentes funcionales. Algunos ejemplos típicos son:
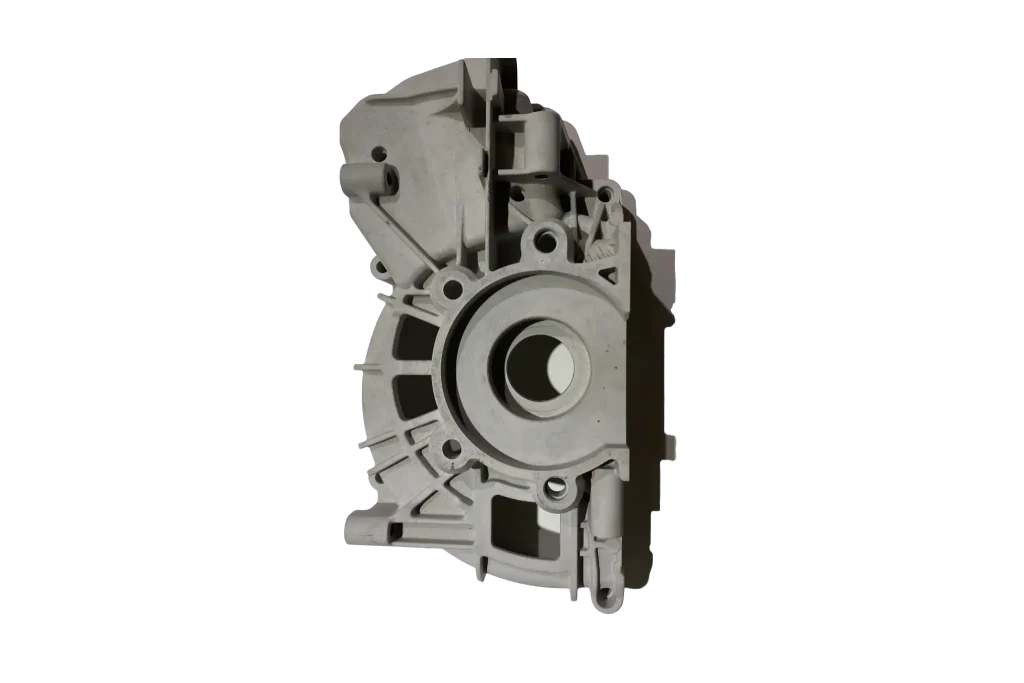
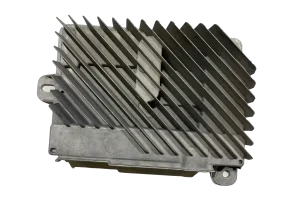
- Carcasas de motores de vehículos eléctricos y carcasas de inversores.
- Soportes de chasis ligeros y componentes del sistema de suspensión.
- Cuerpos de bomba con vías de flujo de precisión o disipadores térmicos electrónicos.
Los retos de la fundición de pared delgada
La dificultad de fabricar piezas de pared delgada radica en que el metal no sólo debe completar el llenado en un espacio extremadamente estrecho, sino también garantizar la calidad tras la solidificación. A continuación se enumeran los retos de ingeniería más comunes:
Riesgo de solidificación
Debido a su fina sección transversal, el metal fundido pierde calor casi instantáneamente al entrar en el molde. Si la fluidez es insuficiente, el metal se solidificará prematuramente antes de llenar la cavidad, lo que provocará cierres en frío o roturas.
Resistencia al llenado
Las vías de flujo estrechas generan una importante resistencia por fricción y tensión superficial. El proceso debe proporcionar un soporte de presión estable y continuo para superar estas barreras físicas durante el llenado.
Dificultades de alimentación
Las piezas de pared delgada suelen presentar gruesos resaltes de montaje o nervios de refuerzo. Las secciones finas tienden a congelarse primero, cortando la vía de alimentación de las zonas más gruesas, lo que provoca fácilmente una contracción interna en esas secciones gruesas.
Densidad estructural
En las secciones delgadas, incluso los poros microscópicos o la contracción pueden penetrar en todo el espesor de la pared. En el caso de las piezas de pared delgada que deben soportar presión, esto da lugar a fugas durante las pruebas de estanqueidad.
¿Es adecuada la fundición a baja presión para piezas de pared delgada?
La fundición a baja presión no es adecuada para todos los requisitos de paredes finas. Si lo que busca son piezas ultrafinas con requisitos de resistencia bajos pero un volumen extremadamente alto, como marcos de smartphones o carcasas de aparatos electrónicos de consumo, la fundición a alta presión es la mejor opción.

Sin embargo, para piezas estructurales de pared delgada, Fundición a baja presión es la solución ideal. Este proceso destaca cuando sus piezas tienen las siguientes características: la pieza debe soportar presión interna, requiere tratamiento térmico para su refuerzo, implica mecanizado CNC de precisión en el que están prohibidos los poros expuestos, o presenta una estructura con transiciones de grueso a fino.
Ventajas de la fundición a baja presión para piezas de pared delgada
Aunque la fundición a baja presión no es una solución universal, las propiedades de los materiales que proporciona al manipular piezas funcionales de pared delgada son difíciles de igualar para otros procesos:
Porosidad reducida
La fundición a baja presión utiliza el llenado laminar, lo que significa que el metal sube de forma extremadamente constante. En el caso de las piezas de pared fina, esto significa que el aire y los óxidos quedan atrapados en contadas ocasiones, lo que garantiza una gran pureza interna.
Alimentación continua
Dado que la presión se mantiene durante todo el proceso de solidificación, el metal se empuja continuamente hacia las zonas de contracción. Este mecanismo elimina significativamente la contracción interna común en carcasas complejas de pared delgada.
Compatibilidad con tratamientos térmicos
Las piezas estructurales de pared delgada suelen requerir un tratamiento térmico T6. Dado que las piezas de fundición a baja presión tienen un contenido de gas extremadamente bajo, no desarrollan ampollas superficiales durante el tratamiento térmico a alta temperatura, lo que permite una mayor resistencia mecánica.
Cómo optimizar la fundición a baja presión para piezas de pared delgada
Para producir con éxito piezas de pared delgada mediante el proceso de baja presión, los ingenieros deben perfeccionar la estructura del molde y los parámetros del proceso para liberar aún más el potencial de la tecnología:
Sistema de control de la temperatura
Aumentar la temperatura del molde en las zonas de paredes finas es clave para retrasar la solidificación. Colocando elementos calefactores cerca de las secciones delgadas u optimizando los circuitos de refrigeración, se garantiza que el metal mantenga la fluidez suficiente para llenar la cavidad.
Curva de presión
Diseñe una sofisticada lógica de presurización específica para paredes finas. Utilice una velocidad de subida más rápida en las primeras fases de llenado para reducir la pérdida de calor y cambie a una presión de mantenimiento alta en las fases finales para forzar la alimentación de estructuras finas.
Fluidez y ventilación
Seleccione grados de aleación con un contenido de silicio ligeramente superior para mejorar la fluidez. Mientras tanto, añada tapones de ventilación o sistemas de vacío en los extremos de las secciones de pared delgada para eliminar la resistencia a la contrapresión y ayudar a que el metal se extienda suavemente.
Diseño de compuertas
Acorte la distancia entre el tubo ascendente y los elementos de pared delgada para reducir la caída de temperatura del metal en los canales. Utilice diseños de alimentación multipunto o de compuerta plana ancha para distribuir el metal de forma más uniforme en las zonas delgadas.
Limitaciones de la fundición a baja presión para piezas de pared delgada
A pesar de sus muchas ventajas, la fundición a baja presión tiene límites físicos que deben tenerse en cuenta para ciertos diseños extremos:
Límites de formación
Dado que la presión de llenado es relativamente baja, en el caso de piezas con paredes extremadamente finas o recorridos de flujo excesivamente largos, el metal puede perder fluidez antes de tiempo. En estos casos, la fundición a alta presión suele tener ventaja.
Ciclos de producción
La fundición a baja presión se centra en la calidad y los efectos de alimentación, por lo que el proceso de llenado y solidificación es relativamente lento. Su ritmo de producción no puede igualar las altas tasas de producción de la fundición a presión de alta presión tradicional.
Conclusión
La fundición a baja presión es una herramienta de precisión para fabricar componentes industriales de pared delgada de gran demanda. Encuentra el equilibrio entre ligereza y alta fiabilidad. En las primeras fases de un proyecto, deben evaluarse los atributos funcionales de la pieza: en el caso de las piezas de pared delgada que requieren no sólo delgadez, sino también resistencia y densidad, la fundición a baja presión es a menudo el mejor camino para el éxito del proyecto.
Con más de 20 años de experiencia en el sector, Fundición Minghe se dedica a ofrecer servicios profesionales servicios de fundición a baja presión. Destacamos en la prestación de asistencia en todo el proceso -desde la evaluación inicial del diseño y el desarrollo del molde hasta la optimización de los parámetros del proceso- adaptada a geometrías de piezas complejas, distribuciones del grosor de las paredes y requisitos de rendimiento. Aprovechando décadas de experiencia práctica en aleaciones de aluminio y no ferrosas, proporcionamos soluciones probadas a los retos técnicos de llenado y solidificación en componentes de pared delgada, garantizando que cada pieza entregada cumpla de forma fiable los rigurosos estándares de ensamblaje y aplicación.




