Dans la fabrication industrielle moderne, l'allègement est devenu un indicateur clé de performance. Que ce soit dans les secteurs de l'automobile, des nouvelles énergies ou de l'aérospatiale, les ingénieurs s'efforcent de réduire le poids et d'améliorer l'efficacité en diminuant l'épaisseur des parois. Cependant, les parois minces posent des défis physiques rigoureux au processus de moulage.
Moulage sous pressionEn tant que technologie de formage de semi-précision, la capacité à répondre aux exigences des parois minces est souvent discutée. La capacité à remplir des sections minces tout en fournissant une structure interne de haute qualité est un facteur critique dans la sélection du procédé.
Qu'est-ce que le moulage sous pression ?
Le moulage sous pression est un procédé de formage qui se situe entre coulée par gravité et le moulage sous pression. Elle utilise une pression de gaz contrôlée pour faire pénétrer le métal en fusion dans le moule, conservant l'avantage d'une structure dense de la coulée par gravité tout en offrant un pouvoir de remplissage plus important.
Principe de fonctionnement
La configuration du système de moulage sous pression détermine la stabilité du processus de remplissage. La structure centrale consiste en un four de maintien scellé contenant du métal en fusion, relié au moule (généralement un moule permanent en métal) par un tube ascendant en céramique ou en métal.
- Remplissage contrôlé : Sous l'action de l'air comprimé, le niveau de liquide dans le four est pressurisé, ce qui force le métal à monter régulièrement dans la cavité du moule par l'intermédiaire du tube ascendant. La pression est généralement maintenue entre 0,02 et 0,15 MPa.
- Écoulement laminaire : Contrairement au remplissage par pulvérisation de la coulée à haute pression, le métal dans la coulée sous pression à basse pression s'écoule dans un état laminaire, ce qui réduit considérablement le piégeage de l'air et l'oxydation.
- Alimentation sous pression : Pendant que le métal se solidifie, la pression du four est maintenue jusqu'à ce que la pièce soit complètement durcie. Cette alimentation continue de bas en haut est essentielle pour garantir la densité de la pièce coulée.
Qu'est-ce qu'une pièce moulée à paroi mince ?
Il n'existe pas de définition numérique absolue des pièces moulées à paroi mince. En général, il s'agit de pièces ayant une très faible épaisseur et un rapport surface/volume massif. Dans les industrie des alliages d'aluminiumLes pièces structurelles d'une certaine épaisseur sont considérées comme des pièces semi-minces ou à parois minces.
Cas typiques
Au fur et à mesure que la conception devient plus sophistiquée, les structures à parois minces apparaissent dans un plus grand nombre de composants fonctionnels. Voici quelques exemples typiques :
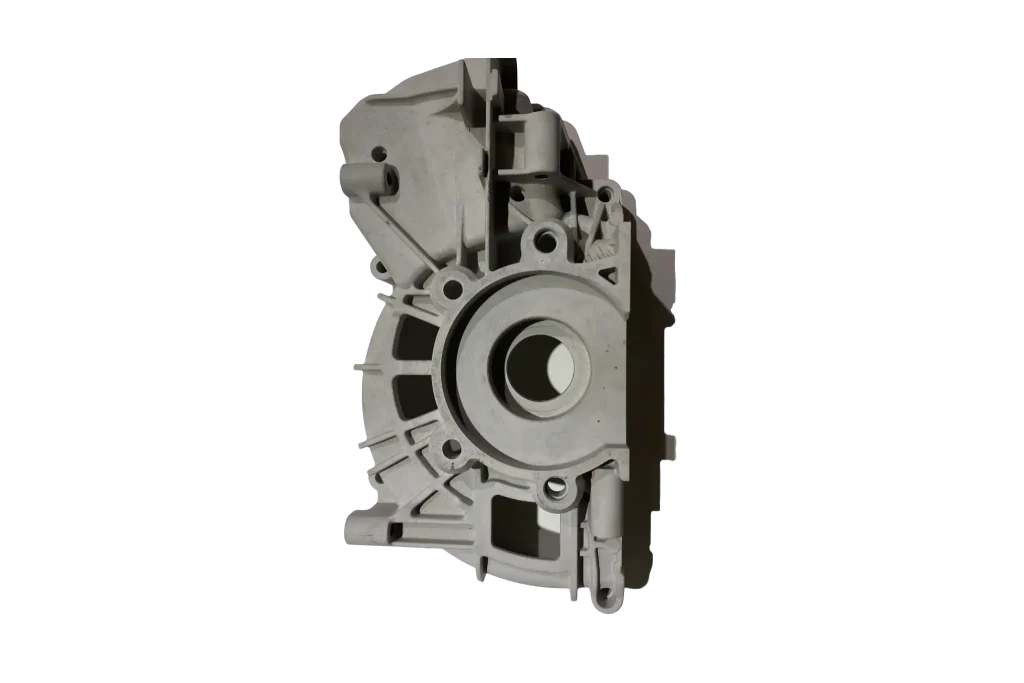
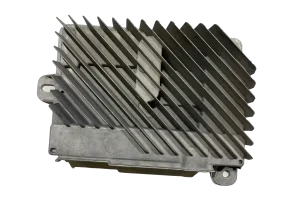
- Boîtiers de moteurs et d'onduleurs pour véhicules électriques.
- Supports de châssis et composants du système de suspension légers.
- Corps de pompe avec des voies d'écoulement de précision ou des dissipateurs thermiques électroniques.
Les défis de la coulée à paroi mince
La difficulté de produire des pièces à parois minces réside dans le fait que le métal doit non seulement compléter le remplissage dans un espace extrêmement étroit, mais aussi assurer la qualité après la solidification. Voici les défis les plus courants en matière d'ingénierie :
Risque de solidification
En raison de la minceur de la section transversale, le métal en fusion perd de la chaleur presque instantanément en entrant dans le moule. Si la fluidité est insuffisante, le métal se solidifie prématurément avant de remplir la cavité, ce qui entraîne des fermetures à froid ou des ratés.
Résistance au remplissage
Les voies d'écoulement étroites génèrent une résistance à la friction et une tension superficielle importantes. Le processus doit fournir une pression stable et continue pour surmonter ces barrières physiques pendant le remplissage.
Difficultés d'alimentation
Les pièces à parois minces comportent souvent des bossages de montage ou des nervures de renforcement épais. Les parties fines ont tendance à geler en premier, coupant la voie d'alimentation des parties plus épaisses, ce qui entraîne facilement un rétrécissement interne dans ces parties épaisses.
Densité structurelle
Dans les sections minces, même des pores ou des retraits microscopiques peuvent pénétrer dans toute l'épaisseur de la paroi. Pour les pièces à parois minces qui doivent résister à la pression, cela se traduit par des fuites lors des tests d'étanchéité à l'air.
Le moulage sous pression est-il adapté aux pièces moulées à parois minces ?
Le moulage sous pression à basse pression n'est pas adapté à toutes les exigences en matière de parois minces. Si vous recherchez des pièces ultra-minces avec de faibles exigences de résistance mais un volume extrêmement élevé, comme les cadres de smartphones ou les coques d'appareils électroniques grand public, le moulage sous pression est le meilleur choix.

Toutefois, pour les pièces structurelles à paroi mince, Moulage sous pression est la solution idéale. Ce procédé est idéal lorsque vos pièces présentent les caractéristiques suivantes : la pièce doit résister à une pression interne, nécessite un traitement thermique pour la renforcer, implique un usinage CNC de précision où les pores apparents sont interdits, ou présente une structure avec des transitions épaisses à minces.
Avantages du moulage sous pression pour les pièces à parois minces
Bien que le moulage sous pression ne soit pas une solution universelle, les propriétés des matériaux qu'il offre lors de la manipulation de pièces fonctionnelles à parois minces sont difficiles à égaler par d'autres procédés :
Porosité réduite
Le moulage sous pression à basse pression utilise un remplissage laminaire, ce qui signifie que le métal s'élève de manière extrêmement régulière. Pour les pièces à parois minces, cela signifie que l'air et les oxydes sont rarement piégés, ce qui garantit une grande pureté interne.
Alimentation continue
La pression étant maintenue tout au long du processus de solidification, le métal est continuellement poussé dans les zones de contraction. Ce mécanisme élimine de manière significative les retassures internes courantes dans les boîtiers complexes à parois minces.
Compatibilité avec les traitements thermiques
Les pièces structurelles à paroi mince nécessitent souvent un traitement thermique T6. Comme les pièces moulées sous basse pression ont une teneur en gaz extrêmement faible, elles ne développent pas de cloques de surface pendant le traitement thermique à haute température, ce qui leur confère une plus grande résistance mécanique.
Comment optimiser le moulage sous pression pour les pièces à parois minces ?
Pour réussir à produire des pièces à parois minces à l'aide du procédé à basse pression, les ingénieurs doivent affiner la structure du moule et les paramètres du procédé afin d'exploiter au mieux le potentiel de la technologie :
Système de contrôle de la température
L'augmentation de la température du moule dans les zones à parois minces est essentielle pour retarder la solidification. En plaçant des éléments chauffants près des sections minces ou en optimisant les circuits de refroidissement, on s'assure que le métal conserve suffisamment de fluidité pour remplir la cavité.
Courbe de pression
Concevoir une logique de pressurisation sophistiquée spécialement pour les parois minces. Utilisez une vitesse de montée plus rapide au début du remplissage pour réduire la perte de chaleur, et passez à une pression de maintien élevée au cours des étapes finales pour forcer l'alimentation de structures fines.
Fluidité et ventilation
Choisissez des alliages ayant une teneur en silicium légèrement plus élevée pour une meilleure fluidité. Par ailleurs, ajoutez des bouchons d'aération ou des systèmes de vide aux extrémités des sections à parois minces pour éliminer la résistance à la contre-pression et aider le métal à se répandre en douceur.
Conception de la grille
Raccourcir la distance entre le tube de montée et les éléments à paroi mince pour réduire la chute de température du métal dans les glissières. Utiliser une alimentation multipoint ou des conceptions de porte à large plat pour distribuer le métal de manière plus uniforme dans les zones minces.
Limites de la coulée sous pression pour les pièces à parois minces
Malgré ses nombreux avantages, le moulage sous pression a des limites physiques qui doivent être prises en compte pour certaines conceptions extrêmes :
Limites de formation
La pression de remplissage étant relativement faible, le métal peut perdre prématurément sa fluidité dans le cas de pièces dont les parois sont extrêmement minces ou dont les voies d'écoulement sont trop longues. Dans ces cas, le moulage sous pression a généralement l'avantage.
Cycles de production
Le moulage sous pression à basse pression se concentre sur la qualité et les effets d'alimentation, ce qui rend les processus de remplissage et de solidification relativement lents. Son rythme de production ne peut égaler les cadences élevées du moulage sous pression traditionnel.
Conclusion
Le moulage sous pression est un outil de précision pour la fabrication de composants industriels à parois minces très demandés. Elle permet de trouver l'équilibre entre légèreté et haute fiabilité. Dans les premières phases d'un projet, les attributs fonctionnels de la pièce doivent être évalués - pour les pièces à parois minces qui nécessitent non seulement la finesse, mais aussi la résistance et la densité, le moulage sous pression à basse pression est souvent la meilleure voie vers la réussite du projet.
Avec plus de 20 ans d'expérience dans le secteur, Minghe Casting se consacre à la fourniture de services professionnels de services de moulage sous pression. Nous excellons dans la fourniture d'une assistance complète - de l'évaluation initiale de la conception et du développement du moule à l'optimisation des paramètres du processus - adaptée à des géométries de pièces complexes, à des distributions d'épaisseur de paroi et à des exigences de performance. En nous appuyant sur des décennies d'expertise pratique dans les alliages d'aluminium et les alliages non ferreux, nous fournissons des solutions éprouvées aux défis techniques du remplissage et de la solidification des composants à parois minces, en veillant à ce que chaque pièce livrée réponde de manière fiable aux normes rigoureuses d'assemblage et d'application.




