In modern industrial manufacturing, lightweighting has become a key performance indicator. Whether in the automotive, new energy, or aerospace sectors, engineers are striving to reduce weight and improve efficiency by decreasing wall thickness. However, thin-walling presents rigorous physical challenges to the casting process.
Low-Pressure Die Casting, as a semi-precision forming technology, is frequently discussed regarding its ability to meet thin-wall requirements. Whether it can complete filling in thin sections while providing a high-quality internal structure is a critical factor in process selection.
What is Low-Pressure Die Casting?
Low-Pressure Die Casting is a forming process positioned between gravity casting and high-pressure die casting. It utilizes controlled gas pressure to drive molten metal into the mold, retaining the advantage of a dense structure from gravity casting while offering stronger filling power.
Working Principle
The system configuration of Low-Pressure Die Casting determines the stability of its filling process. The core structure consists of a sealed holding furnace containing molten metal, connected to the mold (usually a metal permanent mold) via a ceramic or metal riser tube.
- Controlled Filling: Under the action of compressed air, the liquid level in the furnace is pressurized, forcing the metal to rise steadily through the riser tube into the mold cavity. Pressure is typically maintained between 0.02–0.15 MPa.
- Laminar Flow: Unlike the spray-like filling of high-pressure casting, the metal in Low-Pressure Die Casting flows in a laminar state, significantly reducing air entrapment and oxidation.
- Pressure Feeding: While the metal solidifies, the furnace pressure is maintained until the part is fully cured. This bottom-up continuous feeding is key to ensuring the density of the casting.
What are Thin-Wall Castings?
There is no absolute numerical definition for thin-wall castings. Generally, it refers to parts with a very small thickness and a massive surface-area-to-volume ratio. In the aluminum alloy industry, structural parts within a certain thickness range are regarded as semi-thin or thin-wall components.
Typical Cases
As design sophistication increases, thin-wall structures appear in more functional components. Typical examples include:
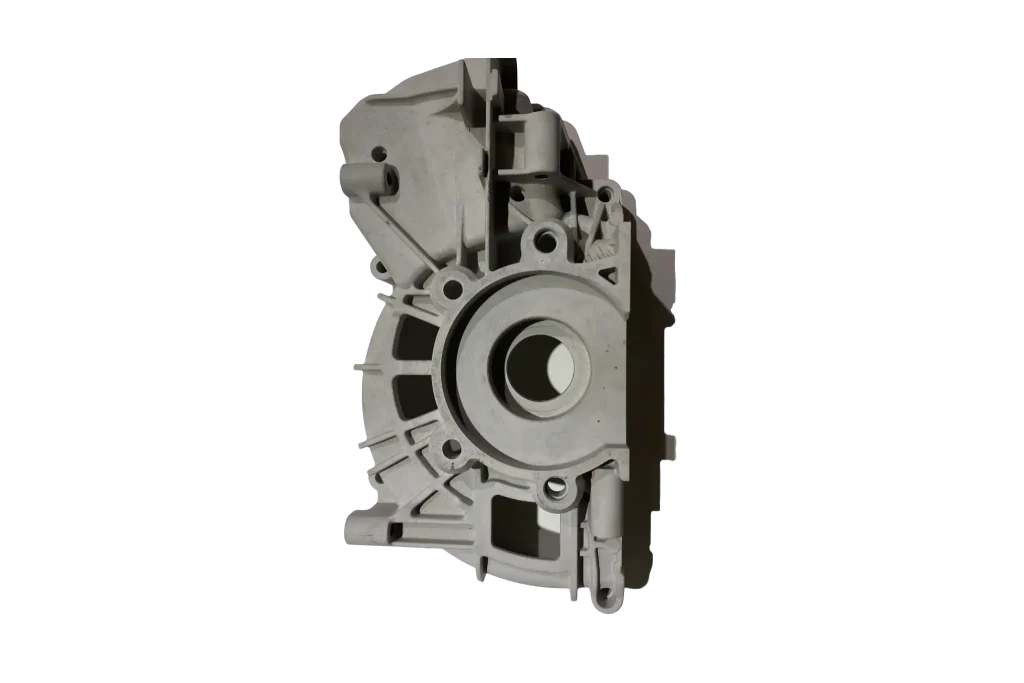
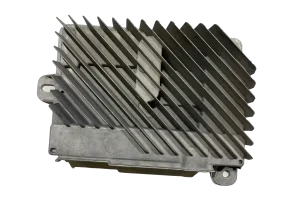
- Electric vehicle motor housings and inverter shells.
- Lightweight chassis brackets and suspension system components.
- Pump bodies with precision flow paths or electronic heat sinks.
The Challenges of Thin-Wall Casting
The difficulty in producing thin-wall parts lies in the fact that the metal must not only complete filling in an extremely narrow space but also ensure quality after solidification. The following are the most common engineering challenges:
Solidification Risk
Due to the thin cross-section, the molten metal loses heat almost instantly upon entering the mold. If fluidity is insufficient, the metal will solidify prematurely before filling the cavity, leading to cold shuts or misruns.
Filling Resistance
Narrow flow paths generate significant frictional resistance and surface tension. The process must provide stable and continuous pressure support to overcome these physical barriers during filling.
Feeding Difficulties
Thin-wall parts often feature thick mounting bosses or reinforcing ribs. The thin sections tend to freeze first, cutting off the feeding path for the thicker areas, which easily leads to internal shrinkage in those thick sections.
Structural Density
In thin sections, even microscopic pores or shrinkage can penetrate the entire wall thickness. For thin-wall parts that need to withstand pressure, this results in leakage during air-tightness testing.
Is Low-Pressure Die Casting Suitable for Thin-Wall Castings?
Low-Pressure Die Casting is not suitable for all thin-wall requirements. If you are pursuing ultra-thin parts with low strength requirements but extremely high volume—such as smartphone frames or consumer electronic shells—High-Pressure Die Casting is the better choice.

However, for structural thin-wall parts, Low-Pressure Die Casting is the ideal solution. This process excels when your parts have the following characteristics: the part must withstand internal pressure, requires heat treatment for strengthening, involves precision CNC machining where exposed pores are prohibited, or features a structure with thick-to-thin transitions.
Advantages of Low-Pressure Die Casting for Thin-Wall Castings
While Low-Pressure Die Casting is not a universal fix, the material properties it provides when handling functional thin-wall parts are difficult for other processes to match:
Reduced Porosity
Low-Pressure Die Casting utilizes laminar filling, meaning the metal rises extremely steadily. For thin-wall parts, this means air and oxides are rarely trapped, ensuring high internal purity.
Continuous Feeding
Since pressure is maintained throughout the solidification process, metal is continuously pushed into shrinking areas. This mechanism significantly eliminates internal shrinkage common in complex thin-wall housings.
Heat Treatment Compatibility
Structural thin-wall parts often require T6 heat treatment. Because Low-Pressure Die Casting parts have extremely low gas content, they do not develop surface blisters during high-temperature heat treatment, allowing for higher mechanical strength.
How to Optimize Low-Pressure Die Casting for Thin-Wall Castings
To successfully produce thin-wall parts using the low-pressure process, engineers must refine the mold structure and process parameters to further unlock the potential of the technology:
Temperature Control System
Increasing the mold temperature in thin-wall areas is key to delaying solidification. By placing heating elements near thin sections or optimizing cooling circuits, ensure the metal maintains enough fluidity to fill the cavity.
Pressure Curve
Design a sophisticated pressurization logic specifically for thin walls. Use a faster rising speed in the early stages of filling to reduce heat loss, and switch to high holding pressure in the final stages to force-feed fine structures.
Fluidity and Venting
Select alloy grades with slightly higher silicon content for better fluidity. Meanwhile, add vent plugs or vacuum systems at the ends of thin-wall sections to eliminate back-pressure resistance and help the metal spread smoothly.
Gating Design
Shorten the distance between the riser tube and the thin-wall features to reduce the temperature drop of the metal in the runners. Use multi-point feeding or wide-flat gate designs to distribute the metal more evenly into thin areas.
Limitations of Low-Pressure Die Casting for Thin-Wall Castings
Despite its many advantages, Low-Pressure Die Casting has physical boundaries that must be considered for certain extreme designs:
Forming Limits
Because the filling pressure is relatively low, for parts with extremely thin walls or excessively long flow paths, the metal may lose fluidity prematurely. In these cases, high-pressure die casting usually has the advantage.
Production Cycles
Low-Pressure Die Casting focuses on quality and feeding effects, making the filling and solidification process relatively slow. Its production rhythm cannot match the high output rates of traditional high-pressure die casting.
Conclusion
Low-Pressure Die Casting is a precision tool for manufacturing high-demand thin-wall industrial components. It finds the balance between lightweighting and high reliability. In the early stages of a project, the functional attributes of the part should be evaluated—for thin-wall parts that require not just thinness, but also strength and density, Low-Pressure Die Casting is often the best path to project success.
With over 20 years of industry experience, Minghe Casting is dedicated to providing professional low-pressure die casting services. We excel at delivering full-process support—from initial design evaluation and mold development to process parameter optimization—tailored to complex part geometries, wall thickness distributions, and performance requirements. Leveraging decades of practical expertise in aluminum and non-ferrous alloys, we provide proven solutions to the technical challenges of filling and solidification in thin-walled components, ensuring that every delivered part reliably meets rigorous assembly and application standards.




