現代の工業製造において、軽量化は重要な性能指標となっている。自動車、新エネルギー、または航空宇宙分野のいずれにおいても、エンジニアは肉厚を薄くすることで重量を減らし、効率を向上させようと努力している。しかし、薄肉化は鋳造工程に厳しい物理的課題をもたらします。
低圧ダイカスト半精密成形技術として、薄肉要求への対応能力がよく議論される。高品質の内部構造を提供しながら薄肉部の充填を完了できるかどうかは、工程選択の重要な要素である。
低圧ダイカストとは?
低圧ダイカストは、以下の中間に位置する成形プロセスです。 重力鋳造 と高圧ダイカスト。制御されたガス圧を利用して溶融金属を金型内に送り込み、重力鋳造の緻密な構造の利点を維持しながら、より強力な充填力を提供する。
動作原理
低圧ダイカストのシステム構成は、その充填プロセスの安定性を決定します。コア構造は、溶融金属を含む密閉保持炉からなり、セラミックまたは金属製のライザー管を介して金型(通常は金属製の永久金型)に接続されています。
- 制御された充填: 圧縮空気の作用により、炉内の液面は加圧され、金属はライザー管を通って金型キャビティへと着実に上昇します。圧力は通常0.02~0.15MPaに維持されます。
- 層流: 高圧鋳造のスプレー状の充填とは異なり、低圧ダイカストの金属は層状に流れるため、空気の巻き込みや酸化が大幅に減少します。
- 圧力給餌: 金属が凝固する間、炉圧は部品が完全に硬化するまで維持される。このボトムアップの連続供給が、鋳物の密度を確保する鍵である。
薄肉鋳物とは?
薄肉鋳物には絶対的な数値定義はない。一般的には、厚みが非常に小さく、表面積対体積比が大きい部品を指す。鋳造品では アルミニウム合金工業ある厚み範囲内の構造部品は、半薄肉部品または薄肉部品とみなされる。
典型的なケース
設計が高度になるにつれて、薄肉構造はより多くの機能部品に見られるようになる。代表的な例としては以下のようなものがある:
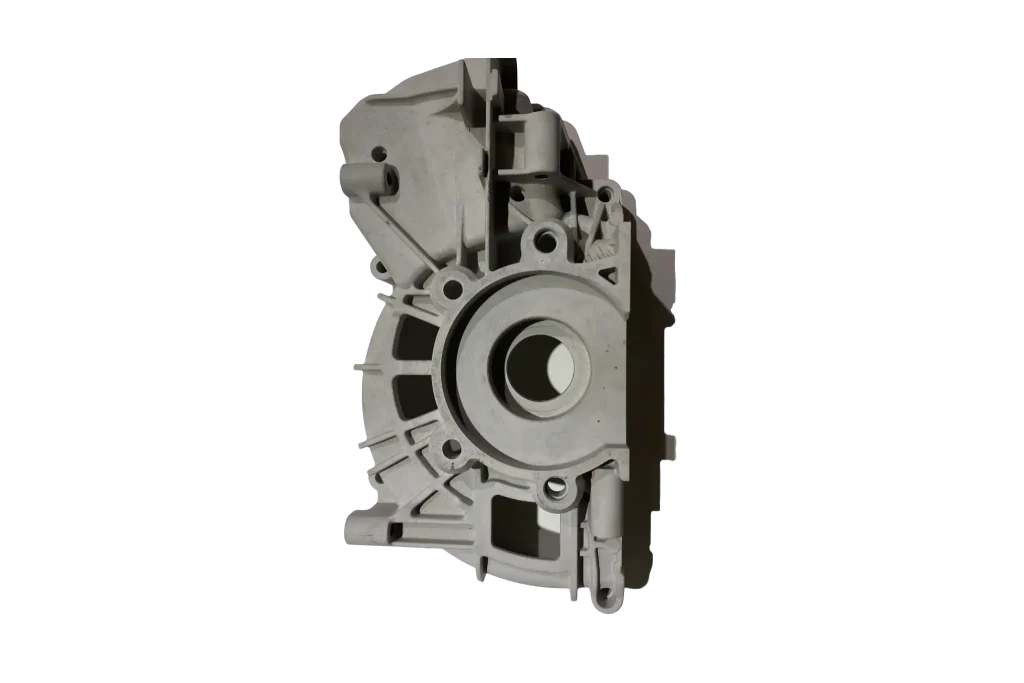
- 電気自動車のモーターハウジングとインバーターシェル。
- 軽量シャーシ・ブラケットとサスペンション・システム・コンポーネント。
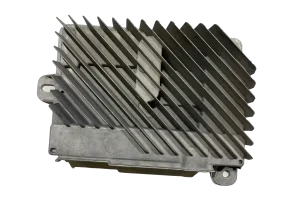
- 精密流路または電子ヒートシンクを備えたポンプ本体。
薄肉鋳造の課題
薄肉部品の製造の難しさは、金属が極めて狭いスペースに完全に充填されなければならないだけでなく、凝固後の品質も確保しなければならないという事実にある。以下は、最も一般的なエンジニアリング上の課題である:
固化リスク
断面が薄いため、溶融金属は金型に入るとほぼ瞬時に熱を失う。流動性が不十分な場合、金属はキャビティを満たす前に早期に凝固し、コールド・シャットやミスランにつながる。
充填抵抗
狭い流路は、大きな摩擦抵抗と表面張力を発生させる。充填中、これらの物理的障壁を克服するために、プロセスでは安定した連続的な圧力サポートを提供しなければならない。
摂食障害
肉厚の薄い部品には、厚い取り付けボスや補強リブがあることが多い。薄い部分が先に凍結し、厚い部分の供給経路が遮断される傾向があり、厚い部分の内部収縮につながりやすい。
構造密度
薄肉部では、微細な気孔や収縮でも肉厚全体を貫通する可能性がある。圧力に耐える必要がある薄肉部品では、気密性試験中に漏れが生じます。
低圧ダイカストは薄肉鋳物に適しているか?
低圧ダイカストはすべての薄肉要求に適しているわけではありません。スマートフォンのフレームや家電製品のシェルなど、強度は低いが体積が非常に大きい超薄肉部品を追求する場合は、高圧ダイカストが適しています。

しかし 薄肉構造部品, 低圧ダイカスト が理想的なソリューションです。部品が内圧に耐える必要がある、強化のために熱処理が必要である、気孔の露出が禁止されている精密CNC機械加工が必要である、厚みから薄みへの遷移がある構造が特徴である、などの特徴がある場合、このプロセスは優れています。
薄肉鋳物における低圧ダイカストの利点
低圧ダイカストは万能ではありませんが、機能的な薄肉部品を扱う際に提供される材料特性は、他のプロセスでは一致させることが困難です:
気孔率の低下
低圧ダイカストは層流充填を利用するため、金属は極めて安定して上昇します。薄肉部品の場合、これは空気や酸化物がほとんど捕捉されないことを意味し、高い内部純度を保証します。
連続給餌
凝固プロセス全体を通して圧力が維持されるため、金属は収縮する部分に連続的に押し込まれます。このメカニズムにより、複雑な薄肉ハウジングによく見られる内部収縮が大幅に解消されます。
熱処理適合性
構造用薄肉部品は、しばしばT6熱処理を必要とします。低圧ダイカスト部品はガス含有量が極めて少ないため、高温熱処理中に表面にブリスターが発生せず、機械的強度を高めることができます。
薄肉鋳物のための低圧ダイカストの最適化方法
低圧プロセスを用いて薄肉部品の製造を成功させるためには、技術者は金型構造とプロセスパラメーターを改良し、この技術の可能性をさらに引き出す必要がある:
温度制御システム
薄肉部の金型温度を上げることは、凝固を遅らせる鍵です。薄い部分の近くに発熱体を配置したり、冷却回路を最適化することで、金属がキャビティを満たすのに十分な流動性を維持できるようにします。
圧力曲線
薄肉用に特別に洗練された加圧ロジックを設計する。充填の初期段階では上昇速度を速くして熱損失を減らし、最終段階では高い保持圧力に切り替えて微細構造を強制的に送り込む。
流動性と通気性
流動性をよくするために、ケイ素含有量がやや高めの合金グレードを選択する。一方、薄肉部の端にベントプラグやバキュームシステムを追加して、背圧抵抗をなくし、メタルがスムーズに広がるようにする。
ゲートデザイン
ランナー内のメタルの温度降下を抑えるため に、ライザー・チューブと薄肉部との間の距離を短 くする。多点給電またはワイド・フラット・ゲート設計を使用し、薄肉部により均等にメタルが行き渡るようにする。
薄肉鋳物における低圧ダイカストの限界
その多くの利点にもかかわらず、低圧ダイカストには、特定の極端な設計のために考慮しなければならない物理的な境界があります:
成形限界
充填圧力が比較的低いため、極端に薄い壁や過度に長い流路を持つ部品では、金属が早期に流動性を失う可能性がある。このような場合は、通常、高圧ダイカストが有利です。
生産サイクル
低圧ダイカスト鋳造は、品質と供給効果に重点を置き、充填と凝固のプロセスを比較的ゆっくりとしたものにしています。その生産リズムは、伝統的な高圧ダイカストの高出力率には及ばない。
結論
低圧ダイカストは、高需要の薄肉工業部品を製造する精密ツールです。軽量化と高い信頼性のバランスを見出すことができます。プロジェクトの初期段階では、部品の機能特性を評価する必要があります。薄さだけでなく、強度や密度も要求される薄肉部品では、低圧ダイカストがプロジェクト成功への最良の道となることがよくあります。
を超える。 20年の業界経験, 明和キャスティング は、プロフェッショナルな 低圧ダイカストサービス.当社は、複雑な部品形状、肉厚分布、および性能要件に合わせて、初期設計評価や金型開発からプロセスパラメータの最適化まで、全工程のサポートを提供することを得意としています。アルミニウムと非鉄合金の数十年にわたる実践的な専門知識を活用し、薄肉部品の充填と凝固の技術的な課題に対する実証済みのソリューションを提供することで、納品されるすべての部品が厳格な組立基準と用途基準を確実に満たすことを保証します。




