
グリーンサンド鋳造は、最も広く用いられている手法の一つである 砂型鋳造法 工業生産において。ダクタイル鋳鉄、ねずみ鋳鉄、および多くの従来の 工業用鋳物 コスト、生産速度、サイズの柔軟性がすべて重要な要素となる場合。
エンジニアリングチームやソーシングチームにとって、グリーンサンド鋳造がどのように機能するかを理解することは、実用的なプロセス選択に役立ちます。すべての部品にとって常に最良の方法というわけではありませんが、多くの鉄鋳物プロジェクトでは、信頼性が高く費用対効果の高い選択肢であり続けています。
グリーンサンドキャスティングとは?
生砂鋳造は、一般的に粘土と結合させた湿った砂の混合物を用いて鋳型の空洞を形成し、そこに溶融金属を流し込む鋳造法である。
グリーンという言葉は砂の色を指すのではない。鋳造用語では、金属を流し込むときに鋳型がまだ湿った未硬化の状態であることを意味する。言い換えれば、鋳型は乾燥した状態で焼かれておらず、強度を得るために化学的硬化に頼っていない。
このプロセスは、金型コスト、生産効率、部品サイズの柔軟性の間で実用的なバランスを提供するため、広く使用されています。特に鉄鋳物製造では一般的で、このプロセスは成熟しており、確立された鋳造システムによって十分にサポートされている。
グリーンサンドキャスティングの起源
生砂鋳造は新しい製造方法ではない。初期の鋳物工場ではすでに砂、粘土、水の混合物を使って鋳型を形成しており、その基本原理は長い間使われ続けている。
時代とともに変化したのは、核となるコンセプトではなく、工程管理のレベルです。現代の生型砂鋳物工場は、自動化された造型ライン、砂試験、再生システム、より厳密な工程監視に依存している。その結果、生砂鋳造は伝統的なワークショップ方式から、中・大量生産に適したスケーラブルな工業プロセスへと進化した。
その長い歴史は、それを時代遅れにするものではない。むしろ、コスト、生産性、構造的性能が超微細なディテールよりも重要な用途において、この製法が真の価値を提供し続けていることを示している。
グリーンサンドは何でできているのか?
生砂の性能は、成形システムの構成と、それがいかに一貫して管理されているかに大きく依存する。典型的な生砂システムには、通常以下の要素が含まれる:
- 珪砂
珪砂は鋳型の主な耐火物としての役割を果たす。これはバルク構造を提供し、鋳型が溶融金属の温度に耐えるのを助けます。 - ベントナイト・クレイ
ベントナイト粘土は主要な結合材として機能する。水によって活性化されると、砂粒が結合し、鋳型の空洞の形状を維持するのを助けます。 - 水
水は粘土を活性化し、鋳型の可塑性、圧縮性、強度、透水性に影響を与える。水分管理は生砂管理の最も重要な側面のひとつである。 - 添加物
海炭のような添加剤は、表面仕上げを改善し、金属の浸透を抑え、注湯中の特定の鋳型挙動を制御するのに役立つ。
実際には、グリーンサンドは単なる砂+水ではない。管理された造型システムなのだ。水分、粘土の含有量、圧縮性、再生砂の比率のばらつきは、すべて最終的な鋳物の品質に影響します。
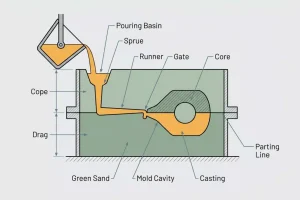
グリーンサンドキャスティングの仕組み
生型砂型鋳造は成熟したプロセスですが、鋳造品質は各工程が存在するかどうかだけでなく、各工程がいかにうまく制御されているかに左右されます。生産環境では、パターンの品質、鋳型の圧縮、中子の配置、注湯の一貫性など、すべてが最終結果に影響します。基本的なワークフローには通常、以下の段階が含まれる。
パターンの準備
まず、部品の形状に基づいてパターンが作成され、 縮み代、および工程上の要件に応じて。生産量や精度要件に応じて、型は木材、プラスチック、または金属で作られることがあります。
金型の形成
生型砂は、フラスコ内のパターンの周囲に充填され、コーピングとドラッグを形成する。型締めの良し悪しは、キャビティの安定性、寸法安定性、表面状態に直接影響する。
コア・プレイスメント
部品に内部空洞や通路が必要な場合は、あらかじめ作られたコアを金型に挿入する。コアの位置決めは、内部形状と構造精度に影響するため重要である。
金型組立
コープとドラグを整列させて閉じ、金型システムを完成させる。この段階で、キャビティ、ゲートシステム、ライザーが一体となった金型として機能します。
注ぐ
溶融金属は湯口システムに注入され、鋳型キャビティに充填される。注湯温度、注湯速度、金属の流動挙動はすべて、最終的な鋳造品質に影響します。
冷却とシェイクアウト
凝固後、鋳型を壊して鋳物を取り出す。冷却時間は部品の大きさ、肉厚、合金系によって異なる。
クリーニングと仕上げ
ゲート、ライザー、付着砂が除去される。部品の要件に応じて、鋳物はその後、ショットブラスト、研削、または後の機械加工工程を経ることができる。
砂型鋳造で使用する砂の種類は?
砂型鋳造では、1種類の砂だけでなく、数種類の砂を使用することができます。正確な選択は、鋳型の強度、結合剤の種類、寸法要件、生産量、鋳造の複雑さによって異なります。鋳造の実務では、最も一般的な選択肢として生砂、乾燥砂、樹脂砂、ノーベーク砂があります。その中でも、生砂は汎用生産に最も広く使用されているシステムです。
グリーンサンド
グリーンサンドは、多くの鋳物工場で使用されている標準的な成形砂です。通常、珪砂にベントナイト粘土と水を混ぜて作られる。この湿った砂システムは、低コスト、再利用性、速い成形サイクルで評価され、中量から大量生産に適しています。
ドライサンド
ドライサンドは、同様の砂をベースとするが、成形後に鋳型を乾燥させ、強度と熱安定性を向上させる。このタイプは高速生産ではあまり一般的ではないが、鋳型が注湯時の熱や変形に対してより優れた耐性を必要とする場合に有効である。
樹脂サンド
レジンサンドは、粘土と水のシステムの代わりに化学バインダーを使用します。生型砂と比較すると、一般的に鋳型強度が高く、寸法精度に優れ、キャビティ表面がきれいに仕上がります。より複雑な鋳物や中子、より厳しい品質管理を必要とする用途によく使用されます。
ノー・ベイク・サンド
ノーベークサンドは、オーブンで乾燥させることなく室温で硬化する化学結合砂システムです。大型の鋳物や小ロット生産、湿気と結合した粘土に頼らずに良好な剛性を必要とする鋳型によく使用されます。
グリーンサンドがすべての砂型鋳造と同じではない理由
この記事で重要なのは、グリーンサンドキャスティングは湿った粘土を結合させた造型システムに依存しているのに対し、より広いカテゴリーとしての砂型鋳造は他のいくつかの造型アプローチを含んでいるということである。言い換えれば、すべてのグリーンサンドキャスティングはサンドキャスティングに属するが、すべてのサンドキャスティングがグリーンサンドキャスティングというわけではない。
グリーン・サンド・キャスティングの利点
生型砂型鋳造が広く使われているのは、それがあらゆる指標でリードしているからではなく、コスト、スピード、サイズの柔軟性、生産能力の間で実用的なバランスを提供しているからである。多くの鉄鋳物プロジェクトにとって、そのバランスは明確な製造価値を持っている。
- 比較的低い金型費用と材料費
グリーンサンドシステムは、広く入手可能な原材料を使用し、成形のセットアップも比較的成熟している。中・大量生産のプロジェクトでは、先行投資や部品単価の抑制に役立つことが多い。 - 高い生産効率
鋳型は長いベーキング・サイクルや化学的硬化を必要としないため、グリーンサンドキャスティングは通常、より迅速な造型作業をサポートする。この利点は、自動化された造型ラインが使用される場合に強くなる。 - 幅広い部品サイズの柔軟性
グリーンサンドは、小型のブラケットやハウジングから大型のマシンベースや箱状の構造部品まで、幅広いサイズの鋳物に使用できます。 - 鉄鋳物に最適
生砂は、特にねずみ鋳鉄やダクタイル鋳鉄の生産で一般的である。強度、コスト、製造スループットのバランスを必要とする多くの鉄系部品にとって、グリーンサンドは実用的なプロセスオプションです。 - 成熟した生産システム
より精度は高いが複雑なルートに比べ、グリーンサンドは確立された設備、材料システム、鋳造ノウハウの恩恵を受けている。この成熟度が、競争力を維持している理由のひとつである。
生砂鋳造の限界
生型砂型鋳造は、あらゆる部品に対応できる万能のソリューションではありません。コストと生産性において有意義な利点がある一方で、寸法能力、表面状態、幾何学的適応性において明確な限界があります。これらの限界は、プロセス選択の初期段階で考慮されるべきです。
- 寸法精度は通常、高精度鋳造法より低い
金型自体にある程度の柔軟性があるため、インベストメント鋳造、ダイカスト、または硬い永久金型プロセスよりも寸法の一貫性は通常低い。重要な特徴には、機械加工代が必要になることが多い。 - 表面仕上げには実用的な限界がある
鋳物の表面状態は、砂の粒度と鋳型の品質に影響される。砂を細かくしたり、添加物を加えたりすることで、仕上がりを改善することができますが、鋳造されたままの表面は通常、部品の要件に応じて二次的な仕上げ加工や機械加工が必要になります。 - 薄肉で非常に複雑なフィーチャーは困難な場合がある
非常に薄い壁、狭い溝、複雑な細部は、生成りの砂型では充填と安定が難しいかもしれない。適否は、実際の形状と合金の挙動に基づいて判断されるべきである。 - プロセスは良好な砂管理にかかっている
生砂鋳造は簡単そうに見えるが、安定した生産には規律が必要である。水分のばらつき、再生砂の比率のずれ、浸透性の不足などはすべて、欠陥のリスクを高める可能性があります。
生砂鋳造と砂型鋳造の関係
実際には、砂型鋳造と生砂型鋳造は会話の中で緩やかに使われることが多いが、並列の用語ではない。
- 砂型鋳造 はより広いカテゴリーで、鋳型の媒体として砂を使用する鋳造法を指す。
- グリーン・サンド・キャスティング は砂型鋳造のひとつの特殊なルートであり、湿った粘土と結合した鋳型システムによって定義される。
- その他の砂を使用するルートとしては、レジンサンド、ノーベークサンド、シェルモールド、バインダーや硬化システムが異なる同様のプロセスなどがある。
つまり、技術的な観点から言えば、本当の決断は通常、砂型鋳造か生砂型鋳造かということではありません。より有益なのは、レジンボンド、シェル、その他の砂システムと比べて、生型砂が正しい成形ルートかどうかということです。
代表的なアプリケーション
| 応募カテゴリー | 代表的な部品 | なぜフィットするのか |
|---|---|---|
| ポンプおよびバルブ部品 | ポンプ本体、バルブ本体、フランジ、インペラ | 構造的強度が重要であり、中子で内部通路を作ることができる。 |
| パワートランスミッションハウジング | ギアボックスハウジング、ギアケース、ベアリングハウジング | コストと生産ニーズのバランスが取れた中型から大型の鉄ハウジングに適している。 |
| 産業機器構造 | マシンベース、ボックス、ブラケット、カウンターウェイト | サイズ範囲が広く、耐荷重構造鋳物に最適 |
| 農業・建設機械部品 | ハブ、フック、ハウジング、構造部材 | プロジェクトには、優れた強度、コスト管理、安定した納期が求められることが多い。 |
| 地方自治体のインフラ鋳物 | マンホール蓋、管継手、消火栓 | 需要は安定していることが多く、耐久性が重要 |
これらの用途に共通する特徴は、構造性能、製造の一貫性、部品当たりのコストのバランスを取る必要性である。
コストと砂の埋め立て
グリーンサンドシステムの実用的な利点の一つは、砂の再利用をサポートする能力である。最近の鋳物工場では、原材料の消費と廃棄物の取り扱いを減らすために、使用済みの砂を冷却、選別、再調整して再利用することがよくあります。
だからといって、補給なしでシステムが動くわけではない。実際の生産では、プロセスの安定性を維持するために、新鮮な砂、粘土、水を管理された量だけ添加する必要があります。しかし、中・大量生産のプロジェクトでは、この再利用機能が製造コスト全体の効率向上に役立つことが多い。
結論
生型砂型鋳造は、コスト、生産性、適用範囲の間で実用的なバランスを提供します。多くのダクタイル鋳鉄、ねずみ鋳鉄、および従来型の工業用鋳造プロジェクトでは、一般的で競争力のある製造ルートであり続けています。
ある部品が生型砂型鋳造に適しているかどうかを評価する場合、材料、肉厚、期待される表面、生産量、機械加工の必要性を合わせて検討するのが最良の方法です。特定のプロジェクトの場合 エンジニアリングチーム また、お客様の設計および生産要件を検討し、より的を絞ったプロセス指導を行うこともできます。





