
Литье в формы из зеленого песка — один из наиболее широко используемых методов методы литья в песчаные формы в промышленном производстве. Оно широко применяется для производства чугуна с высокой пластичностью, серого чугуна и многих традиционных промышленные отливки где важны как стоимость, так и скорость производства, а также гибкость в выборе размеров.
Для инженерно-технических работников и специалистов по подбору поставщиков понимание принципов работы литья в зеленую смесь помогает в выборе практического процесса. Это не всегда лучший способ для каждой детали, но для многих проектов по литью чугуна он остается надежным и экономически эффективным выбором.
Что такое литье в зеленый песок?
Литье в зеленый песок - это процесс литья, в котором используется влажная песчаная смесь, обычно связанная с глиной, для формирования полости формы перед заливкой в нее расплавленного металла.
Слово "зеленый" не относится к цвету песка. В литейной терминологии оно означает, что к моменту заливки металла форма все еще находится во влажном, незатвердевшем состоянии. Другими словами, форма не запекается всухую и не зависит от химического отверждения, чтобы набрать прочность.
Этот процесс широко используется, поскольку он обеспечивает практический баланс между стоимостью формы, эффективностью производства и гибкостью размеров деталей. Он особенно распространен в производстве чугунного литья, где этот процесс является зрелым и хорошо поддерживается устоявшимися системами литейного производства.
Происхождение литья в зеленый песок
Литье в зеленый песок - не новый метод производства. Уже в ранних литейных мастерских для изготовления форм использовались смеси песка, глины и воды, и основной принцип сохранился на протяжении долгого времени.
С течением времени изменилась не основная концепция, а уровень управления процессом. Современные литейные цеха по производству зеленой смеси теперь используют автоматизированные формовочные линии, системы тестирования и возврата песка, а также более жесткий контроль процесса. В результате литье в зеленую смесь превратилось из традиционного цехового метода в масштабируемый промышленный процесс, пригодный для средне- и крупносерийного производства.
Его долгая история не делает его устаревшим. Напротив, она показывает, что этот процесс по-прежнему имеет реальную ценность в тех случаях, когда стоимость, производительность и структурные характеристики важнее сверхтонких деталей.
Из чего сделан зеленый песок?
Эффективность зеленой смеси в значительной степени зависит от состава формовочной системы и от того, насколько последовательно она контролируется. Типичная система зеленой смеси обычно включает следующие элементы:
- кварцевый песок
Кремнеземный песок служит основной огнеупорной основой формы. Он обеспечивает объемную структуру и помогает форме выдерживать температуру расплавленного металла. - Бентонитовая глина
Бентонитовая глина выступает в качестве основного связующего вещества. Активируясь под воздействием воды, она помогает песчинкам скрепиться и сохранить форму полости формы. - Вода
Вода активирует глину и влияет на пластичность, уплотняемость, прочность и проницаемость формы. Контроль влажности - один из важнейших аспектов управления зеленым песком. - Добавки
Такие добавки, как морской уголь, могут использоваться для улучшения качества поверхности, уменьшения проникновения металла и контроля поведения формы при заливке.
На практике зеленый песок - это не просто песок плюс вода. Это контролируемая система формовки. Изменения влажности, содержания глины, уплотняемости и соотношения регенерированного песка могут повлиять на конечное качество отливки.
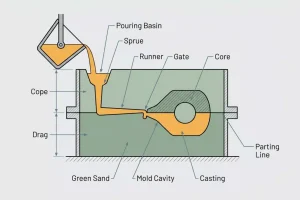
Как работает литье в зеленый песок
Литье в зеленую смесь - зрелый процесс, но качество литья зависит не только от того, существует ли каждый этап, но и от того, насколько хорошо каждый этап контролируется. В производственных условиях качество шаблона, уплотнение формы, размещение стержня и консистенция заливки влияют на конечный результат. Основной рабочий процесс обычно включает следующие этапы.
Подготовка выкройки
Сначала создается чертеж на основе геометрии детали, припуск на усадку, а также технологических требований. В зависимости от объема производства и требований к точности, модель может быть изготовлена из дерева, пластика или металла.
Образование плесени
Зеленый песок набивается вокруг шаблона внутри колбы для формирования конуса и тяги. Качество уплотнения формы напрямую влияет на стабильность полости, соответствие размеров и состояние поверхности.
Основное место
Если деталь требует внутренних полостей или проходов, в пресс-форму вставляются предварительно изготовленные сердечники. Позиционирование сердечника очень важно, поскольку оно влияет на внутреннюю геометрию и точность конструкции.
Сборка пресс-формы
Кожух и тяги выравниваются и закрываются для завершения системы пресс-формы. На этом этапе полость, литниковая система и стояки работают как единая интегрированная пресс-форма.
Заливка
Расплавленный металл заливается в литниковую систему и заполняет полость формы. Температура заливки, скорость заливки и текучесть металла влияют на конечное качество отливки.
Охлаждение и встряска
После затвердевания форма разрушается, и отливка извлекается. Время охлаждения зависит от размера детали, толщины стенок и системы сплавов.
Чистка и отделка
Затворы, стояки и налипший песок удаляются. В зависимости от требований к детали отливка может подвергаться дробеструйной обработке, шлифованию или последующей механической обработке.
Какие виды песка используются при литье в песчаные формы?
При литье в песчаные формы можно использовать не один тип песка, а несколько различных систем. Точный выбор зависит от прочности формы, типа связующего, требований к размерам, объема производства и сложности отливки. В литейной практике наиболее распространены такие варианты, как зеленый песок, сухой песок, песок со смолой и песок без запекания. Среди них зеленый песок является наиболее широко используемой системой для производства общего назначения.
Зеленый песок
Зеленый песок - это стандартный формовочный песок, используемый во многих литейных цехах. Обычно она изготавливается из кварцевого песка, смешанного с бентонитовой глиной и водой. Эта система влажной смеси ценится за низкую стоимость, возможность многократного использования и быстрый цикл формовки, что делает ее подходящей для средне- и крупносерийного производства.
Сухой песок
Сухой песок использует аналогичную песчаную основу, но форма высушивается после формовки для повышения прочности и термостойкости. Этот тип менее распространен в высокоскоростном производстве, но он может быть полезен, когда форма требует большей устойчивости к нагреву и деформации при заливке.
Смоляной песок
В смоляном песке используются химические связующие вместо глиняно-водной системы. По сравнению с зеленым песком, он обычно обеспечивает более высокую прочность формы, лучшую точность размеров и более чистую поверхность полости. Она часто используется для изготовления более сложных отливок, стержней или изделий, требующих более жесткого контроля качества.
Песок без выпечки
Незапекаемый песок - это химически связанная песчаная система, которая затвердевает при комнатной температуре без сушки в печи. Он обычно используется для изготовления крупных отливок, для мелкосерийного производства и для форм, которым требуется хорошая жесткость без использования глины, связанной с влагой.
Почему зеленый песок - это не то же самое, что все песчаные отливки
Для данной статьи ключевым моментом является то, что зеленое песчаное литье основано на системе формовки с использованием влажной глины, в то время как песчаное литье как более широкая категория включает в себя несколько других подходов к формовке. Другими словами, все зеленое песчаное литье относится к песчаному литью, но не все песчаное литье - это зеленое песчаное литье.
Преимущества литья в зеленый песок
Литье в зеленый песок по-прежнему широко используется не потому, что оно лидирует по всем показателям, а потому, что оно обеспечивает практический баланс между стоимостью, скоростью, гибкостью размеров и производственной мощностью. Для многих проектов по литью чугуна этот баланс имеет очевидную производственную ценность.
- Относительно низкие затраты на инструменты и материалы
В системах Green Sand используется широко доступное сырье, а оборудование для формовки является относительно готовым. Для средне- и крупносерийных проектов это часто помогает контролировать первоначальные инвестиции и стоимость каждой детали. - Высокая эффективность производства
Поскольку формы не требуют длительных циклов запекания или химического отверждения, литье в зеленую смесь обычно позволяет ускорить формовочные операции. Это преимущество усиливается при использовании автоматизированных формовочных линий. - Широкая гибкость размеров деталей
Зеленый песок может использоваться для изготовления широкого диапазона размеров отливок, от небольших кронштейнов и корпусов до крупных станин машин и коробчатых конструктивных деталей. - Хорошо подходит для отливок из черных металлов
Зеленый песок особенно распространен в производстве серого чугуна и ковкого чугуна. Для многих деталей из черных металлов, где требуется баланс между прочностью, стоимостью и производительностью, он является практичным вариантом технологического процесса. - Зрелая производственная система
По сравнению с некоторыми более точными, но более сложными маршрутами, зеленый песок имеет преимущества в виде хорошо отлаженного оборудования, систем материалов и ноу-хау литейного производства. Эта зрелость - одна из причин, по которой он остается конкурентоспособным.
Ограничения литья в зеленый песок
Литье в зеленый песок не является универсальным решением для всех деталей. Хотя оно дает значительные преимущества по стоимости и производительности, оно также имеет четкие границы размерных возможностей, состояния поверхности и геометрической приспособляемости. Эти границы следует учитывать на ранних этапах выбора процесса.
- Точность размеров обычно ниже, чем при высокоточном литье
Поскольку сама форма обладает некоторой гибкостью, согласованность размеров обычно ниже, чем при литье по выплавляемым моделям, литье под давлением или жестких процессах изготовления постоянных форм. Критические элементы часто требуют припуска на механическую обработку. - Отделка поверхности имеет практические пределы
На состояние поверхности отливки влияют размер зерен песка и качество формы. Хотя более мелкий песок и добавки могут улучшить результат, отлитые поверхности обычно нуждаются во вторичной отделке или механической обработке в зависимости от требований к детали. - Тонкостенные и очень сложные элементы могут быть сложной задачей
Очень тонкие стенки, узкие щели и сложные детали может быть сложнее заполнить и стабилизировать в формах из зеленого песка. Пригодность должна оцениваться по фактической геометрии и поведению сплава. - Процесс зависит от хорошего контроля песка
Литье из зеленой смеси может показаться простым, но стабильное производство требует дисциплины. Колебания влажности, смещение соотношения регенерируемого песка и недостаточная проницаемость могут увеличить риск дефектов.
Взаимосвязь между литьем в зеленый песок и литьем в песок
На практике термины "литье в песок" и "литье в зеленый песок" часто употребляются в разговорной речи, но они не являются параллельными понятиями.
- Литье в песок Это более широкая категория и относится к методам литья, в которых в качестве материала для формы используется песок.
- Отливка из зеленого песка Это один из специфических способов литья из песка, определяемый системой форм на основе влажной глины.
- К другим способам производства на основе песка относятся песок со смолой, песок без запекания, формование в оболочке и подобные процессы с различными связующими и системами отверждения.
Таким образом, с инженерной точки зрения, реальное решение обычно не заключается в том, что литьё в песок или литьё в зелёную смесь. Более полезный вопрос заключается в том, является ли зеленая смесь правильным способом формовки по сравнению с системами на основе смолы, оболочек или других песчаных систем.
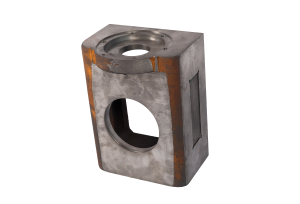
Типовые применения
| Категория приложения | Типичные детали | Почему это подходит |
|---|---|---|
| Компоненты насосов и клапанов | Корпуса насосов, клапаны, фланцы, рабочие колеса | Важна прочность конструкции, а внутренние проходы можно создать с помощью стержней |
| Корпуса силовых передач | Корпуса коробок передач, корпуса редукторов, корпуса подшипников | Подходит для средних и крупных корпусов из черных металлов со сбалансированной стоимостью и производственными потребностями |
| Конструкции промышленного оборудования | Станины, коробки, кронштейны, противовесы | Широкий диапазон размеров и пригодность для литья несущих конструкций |
| Запчасти для сельскохозяйственной и строительной техники | Ступицы, крюки, корпуса, структурные элементы | Проекты часто требуют хорошей прочности, контроля затрат и стабильной доставки. |
| Отливки для городской инфраструктуры | Крышки люков, трубопроводная арматура, пожарные гидранты | Спрос часто бывает стабильным, а долговечность имеет значение |
Общей чертой для всех этих применений является необходимость баланса между структурными характеристиками, стабильностью производства и стоимостью каждой детали.
Стоимость и рекультивация песка
Одним из практических преимуществ систем "зеленого" песка является их способность поддерживать повторное использование песка. Современные литейные заводы часто охлаждают, просеивают, восстанавливают и повторно используют использованный песок, чтобы сократить расход сырья и уменьшить количество отходов.
Это не означает, что система работает без пополнения запасов. В реальном производстве свежий песок, глину и воду все равно необходимо добавлять в контролируемых количествах для поддержания стабильности процесса. Однако для средне- и крупносерийных проектов такая возможность повторного использования часто помогает повысить общую эффективность производственных затрат.
Заключение
Литье в зеленый песок предлагает практичный баланс между стоимостью, производительностью и диапазоном применения. Для многих проектов, связанных с ковким чугуном, серым чугуном и обычным промышленным литьем, оно остается распространенным и конкурентоспособным способом производства.
Если вы оцениваете, подходит ли деталь для литья в зеленый песок, лучше всего рассмотреть материал, толщину стенок, ожидаемую поверхность, объем производства и необходимость механической обработки. Для конкретных проектов, наша команда инженеров Мы также можем помочь проанализировать ваши требования к проектированию и производству и предоставить более целенаправленные рекомендации по технологическому процессу.





