Литье в песчаные формы - один из наиболее широко используемых в производстве методов литья металлов. При этом в подготовленном песке создается полость для формы, в эту полость заливается расплавленный металл, а после застывания формируется конечная деталь. Поскольку этот процесс широко применим и адаптируем, литье в песчаные формы остается распространенным выбором для многих промышленных литых компонентов.
Что такое литье в песок
Литье в песчаную форму - это процесс обработки металла, при котором для изготовления детали используется песчаная форма. Сначала по шаблону в формовочной смеси создается полость, соответствующая форме отливки. Затем в полость заливают расплавленный металл, дают ему остыть и затвердеть, а затем извлекают из формы после ее разрушения. С точки зрения технологического процесса литье в песчаные формы - это метод литья в расходуемые формы. В отличие от постоянных форм, форма, используемая при литье в песчаные формы, обычно разрушается после каждой заливки. Для деталей с внутренними отверстиями, проходами или более сложной внутренней геометрией также можно использовать песчаные стержни для формирования этих внутренних элементов.
Процесс литья в песчаные формы
Типичный проект литья в песчаные формы обычно включает в себя подготовку шаблона, изготовление пресс-формУстановка стержня и сборка формы, заливка, охлаждение и вытряхивание, а также последующая обработка с контролем. Точные детали производства могут варьироваться в зависимости от материала, геометрии детали и объема производства, но общая последовательность процессов в целом схожа.
Подготовка выкройки
Процесс начинается с изготовления детали. Деталь представляет собой основную форму отливки, но в реальном производстве она часто включает припуски на усадку, припуски на механическую обработку и черновую обработку, если это необходимо. Эти корректировки помогают конечной детали лучше соответствовать размерным и производственным требованиям после затвердевания и отделки.
Изготовление пресс-форм
После того как шаблон готов, формовочная смесь укладывается и уплотняется вокруг него, чтобы создать полость, соответствующую геометрии детали. Качество изготовления формы напрямую влияет на стабильность последующей заливки, поэтому уплотнение, прочность и проницаемость песка имеют большое значение.
Установка стержня и сборка пресс-формы
Для отливок с внутренними полостями, проходами или более сложными внутренними элементами песчаные стержни устанавливаются до полной сборки формы. После этого верхняя и нижняя половины формы выравниваются и закрываются. На этом этапе определяется внешняя полость и внутренняя геометрия.
Плавление и заливка
После сборки формы металл нагревается до подходящей температуры заливки и вводится в форму. Расплавленный металл проходит через литниковую систему и постепенно заполняет полость. Температура заливки, скорость заливки и стабильность потока влияют на конечное качество отливки.
Охлаждение, встряхивание и очистка
После заливки металл остывает и затвердевает в полости формы. После достижения подходящих условий песчаную форму разбивают и извлекают отливку. Затем отливку обычно очищают, удаляя литники и стояки, после чего проводят пескоструйную, шлифовальную или дробеструйную очистку.
Постобработка и контроль
Для многих промышленных деталей литье в песчаные формы является лишь первичным этапом формообразования. Перед окончательной поставкой отливка может потребовать механической обработки, термообработки или проверки качества. В зависимости от требований к изделию может также проводиться контроль размеров, неразрушающий контроль или испытание давлением.
Структура и основные компоненты песчаной формы
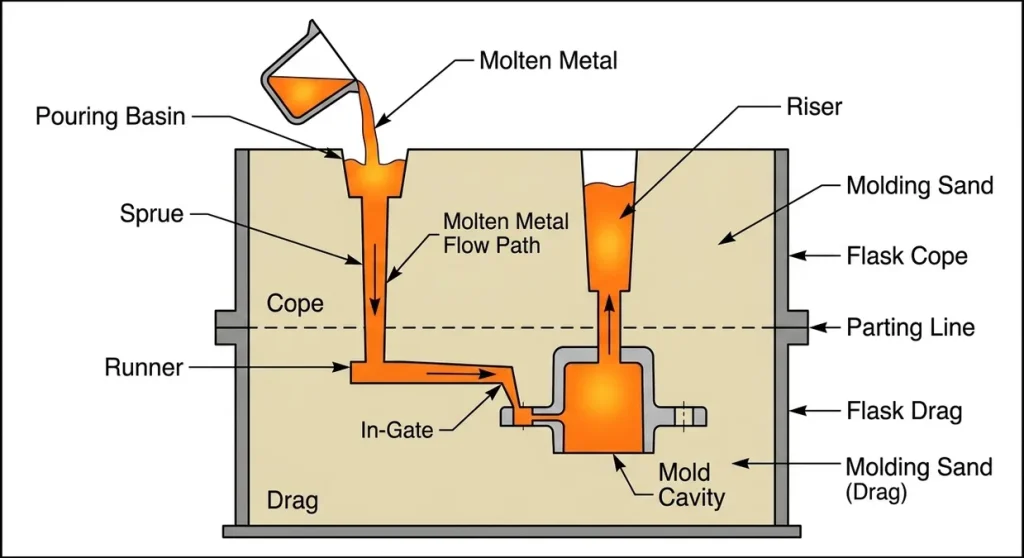
Чтобы понять, что такое литье в песчаные формы, важно также разобраться в основных элементах самой системы литья. Полная система песчаной формы обычно включает в себя полость формы, песчаные стержни, разделительную линию, литниковую систему и стояки. Полость формы определяет внешнюю форму отливки и служит ядром системы форм. Песчаные сердечники используются для формирования внутренних отверстий, проходов или более сложной внутренней геометрии. Линия раздела определяет, как разделяются и смыкаются верхняя и нижняя половины формы, что влияет на изготовление формы и работу по очистке. Литниковая система направляет расплавленный металл в полость, а стояки в основном помогают подавать отливку во время затвердевания, чтобы уменьшить дефекты, связанные с усадкой. Все вместе эти элементы влияют на форму, внутреннюю целостность и стабильность производства отливки.
Распространенные металлы, используемые при литье в песчаные формы
Одной из основных причин, по которой литье в песчаные формы по-прежнему широко используется, является широкая совместимость материалов. Различные металлы отличаются по текучести, усадке, температуре плавления и требованиям конечного использования, поэтому выбор материала всегда должен основываться на характеристиках детали, стоимости и условиях эксплуатации.
Чугунное литье
Серый чугун и ковкий чугун - одни из самых распространенных материалов, используемых при литье в песчаные формы. Эти материалы широко применяются для изготовления оснований машин, корпусов, деталей трубопроводов и автомобильных деталей.
Стальные отливки
Стальные отливки используются в тех областях, где требуется повышенная прочность, вязкость или ударопрочность. По сравнению с чугунным литьем, стальное литье обычно сопряжено с большими трудностями при заливке и контроле усадки, но оно широко используется в тяжелых конструкционных деталях, корпусах клапанов и инженерных компонентах.
Отливки из алюминиевых сплавов
Литье в песчаные формы из алюминиевых сплавов больше подходит для деталей, для которых важен сниженный вес, например, для некоторых механических конструкций, корпусов и кронштейнов. По сравнению с железом и сталью алюминиевые сплавы обладают меньшей плотностью, но при этом имеют свои технологические особенности, связанные с контролем заливки и стабильностью размеров.
Отливки из медных сплавов
Медные сплавы, такие как латунь и бронза, также могут быть получены методом литья в песчаные формы. Эти материалы обычно используются в насосах, клапанах, коррозионно-стойких компонентах и некоторых специализированных промышленных деталях.
Типичные области применения литья в песчаные формы
Литье в песчаные формы подходит для широкого спектра промышленных изделий, особенно для деталей с более сложной геометрией, большими габаритными размерами или более широкими требованиями к выбору материалов. По сравнению с некоторыми методами литья, которые лучше подходят для очень высокой точности или сверхвысоких объемов производства, литье в песчаные формы часто более практично для крупных отливок и нестандартных промышленных компонентов.
Машины и структурные компоненты
Литье в песчаные формы часто используется для изготовления оснований машин, опорных компонентов, элементов рам и крупных корпусов. Эти детали, как правило, имеют большие размеры и часто требуют баланса между гибкостью процесса и контролем производственных затрат.
Насосы, клапаны и детали для управления потоком
Корпуса насосов, клапанов, соединительные детали трубопроводов и другие компоненты систем управления потоком также являются важными областями применения литья в песчаные формы. Эти детали часто содержат внутренние проходы или полости, и использование песчаных стержней облегчает получение таких геометрических форм.
Автомобильные и транспортные компоненты
Детали, связанные с двигателем, корпуса, опоры и некоторые конструктивные элементы также часто производятся методом литья в песчаные формы. Для этих изделий решение об использовании литья в песчаные формы обычно зависит от требуемого материала, допуска на размеры и плана последующей механической обработки.
Промышленные детали общего назначения
Для промышленных компонентов, которые не производятся в больших объемах, имеют необычную форму или нуждаются в корректировке конструкции в зависимости от требований проекта, литье в песчаные формы часто является более гибким, чем высокоинвестиционные процессы, основанные на литье в формы. Именно поэтому оно широко используется в нестандартных машинах, сельскохозяйственном оборудовании, инженерных системах и запасных частях.
Преимущества литья в песчаные формы
Литье в песчаные формы по-прежнему широко используется, поскольку оно предлагает хороший баланс между стоимостью, гибкостью и возможностью адаптации материала.
-
Относительно низкая стоимость оснастки и пресс-форм
-
Совместим со многими черными и цветными металлами
-
Подходит для крупных деталей и сложных форм
-
Хорошо подходит для прототипов, малосерийного и среднесерийного производства
-
Развитый и широко применяемый производственный процесс
Ограничения литья в песчаные формы
Несмотря на то, что литье из песка отличается высокой адаптивностью, оно не является лучшим вариантом для каждого проекта.
-
Поверхность обычно грубее, чем при литье по выплавляемым моделям или литье под давлением
-
Точность размеров относительно ограничена
-
Часто требуется очистка и вторичная обработка
-
Возможно, это не лучший выбор для тонкостенных или высокоточных деталей
-
Постоянство и качество косметики в значительной степени зависят от контроля процесса
Распространенные дефекты литья и их предотвращение
Для получения высококачественных отливок из песка необходимо выявлять распространенные дефекты и внедрять упреждающие меры управления процессом, чтобы свести их к минимуму.
Пористость и усадка газа
Газовая пористость проявляется в виде мелких пузырьков или отверстий, застрявших внутри или на поверхности отливки, что часто вызвано недостаточной проницаемостью песка. Дефекты усадки, проявляющиеся в виде впадин или внутренних пустот, возникают, когда металл не получает достаточной подачи во время затвердевания.
-
Профилактика: Обеспечьте высокую проницаемость песка и используйте вентиляционные каналы для отвода газов. Разработайте эффективные системы стояков для обеспечения пополнения расплавленного металла в процессе охлаждения.
Включения и холодные затворы
Включения - это неметаллические материалы, такие как шлак или песок, попавшие в отливку, а холодные затворы возникают, когда два потока металла не могут сплавиться должным образом из-за преждевременного охлаждения.
-
Профилактика: Поддерживайте чистоту плавки и включайте фильтры в литниковую систему для улавливания частиц шлака и песка. Тщательно регулируйте температуру заливки, чтобы обеспечить равномерное течение и застывание металла.
Неточности в размерах
Размерные отклонения часто возникают из-за смещения стенок формы или эрозии, вызванной недостаточной прочностью формы или плохим уплотнением песка.
-
Профилактика: Обеспечьте постоянное и равномерное уплотнение песка в процессе формовки, чтобы обеспечить достаточную прочность формы и предотвратить ее деформацию под давлением расплавленного металла.
Заключение
Литье в песчаные формы остается одним из самых практичных и широко используемых процессов литья в промышленном производстве. Он поддерживает широкий диапазон металлов, хорошо подходит для деталей различных размеров и форм и остается надежным вариантом для изготовления компонентов машин, корпусов клапанов и насосов, автомобильных деталей и других промышленных отливок на заказ. Для проектов, в которых необходимо найти баланс между гибкостью материала, сложностью конструкции и стоимостью производства, литье в песчаные формы часто является одним из первых процессов, которые стоит оценить. Если вы хотите узнать больше о том, как этот процесс применяется в производстве, вы также можете изучить наш раздел услуги по литью в песчаные формы. В реальном производстве правильный выбор технологического процесса зависит от геометрии детали, материала, заданного допуска, требований к поверхности и ожидаемого объема.





