Sandguss ist eines der am häufigsten verwendeten Metallgussverfahren in der Fertigung. Dabei wird ein Formhohlraum in aufbereitetem Sand geschaffen, geschmolzenes Metall in diesen Hohlraum gegossen und das fertige Teil nach der Erstarrung geformt. Da das Verfahren weithin anwendbar und anpassungsfähig ist, ist Sandguss nach wie vor eine gängige Wahl für viele industrielle Gussteile.
Was ist Sandgießen?
Sandguss ist ein Metallumformungsverfahren, bei dem eine Sandform zur Herstellung eines Teils verwendet wird. Zunächst wird mit Hilfe eines Modells ein Hohlraum im Formsand geschaffen, der der Form des Gussteils entspricht. Das geschmolzene Metall wird dann in den Hohlraum gegossen, abkühlen und erstarren gelassen und schließlich entfernt, nachdem die Form auseinandergebrochen wurde. Aus verfahrenstechnischer Sicht handelt es sich beim Sandguss um ein Verbrauchsformgießverfahren. Im Gegensatz zu Dauerformverfahren wird die beim Sandguss verwendete Form in der Regel nach jedem Guss zerstört. Für Teile mit inneren Löchern, Durchgängen oder komplexeren inneren Geometrien können auch Sandkerne verwendet werden, um diese inneren Merkmale zu formen.
Sandgussverfahren
Ein typisches Sandgussprojekt umfasst in der Regel die Modellvorbereitung, FormenbauKernsetzen und Formenbau, Gießen, Abkühlen und Ausschlagen sowie Nachbearbeitung mit Prüfung. Die genauen Produktionsdetails können je nach Material, Teilegeometrie und Produktionsvolumen variieren, aber der Gesamtprozessablauf ist im Allgemeinen ähnlich.
Vorbereitung des Musters
Der Prozess beginnt mit dem Modell. Das Modell stellt die Grundform des Gussteils dar, aber in der tatsächlichen Produktion enthält es oft Schrumpfungszugaben, Bearbeitungszugaben und gegebenenfalls Verzug. Diese Anpassungen tragen dazu bei, dass das endgültige Teil nach dem Erstarren und der Endbearbeitung die Maß- und Fertigungsanforderungen besser erfüllt.
Formenbau
Sobald das Modell fertig ist, wird der Formsand darum herum gepackt und verdichtet, um einen Hohlraum zu schaffen, der der Teilegeometrie entspricht. Die Qualität der Formherstellung wirkt sich direkt auf die spätere Gussstabilität aus, daher sind die Verdichtbarkeit, Festigkeit und Durchlässigkeit des Sandes wichtig.
Kernfixierung und Formenbau
Bei Gussstücken mit inneren Hohlräumen, Durchgängen oder komplexeren inneren Merkmalen werden Sandkerne eingesetzt, bevor die Form vollständig zusammengebaut wird. Danach werden die obere und untere Formhälfte ausgerichtet und geschlossen. In dieser Phase werden sowohl der äußere Hohlraum als auch die innere Geometrie festgelegt.
Schmelzen und Gießen
Nach dem Zusammenbau der Form wird das Metall auf eine geeignete Gießtemperatur erhitzt und in die Form eingebracht. Das geschmolzene Metall fließt durch das Anschnittsystem und füllt den Hohlraum allmählich aus. Die Gießtemperatur, die Gießgeschwindigkeit und die Fließstabilität beeinflussen die endgültige Gussqualität.
Kühlung, Ausschütteln und Reinigung
Nach dem Gießen kühlt das Metall ab und erstarrt im Inneren des Formhohlraums. Sobald geeignete Bedingungen erreicht sind, wird die Sandform auseinandergebrochen und das Gussteil entfernt. Das Gussteil wird dann in der Regel durch Entfernen von Anschnitten und Speisern gereinigt, gefolgt von Sandreinigung, Schleifen oder Kugelstrahlen.
Nachbearbeitung und Inspektion
Für viele Industrieteile ist das Sandgießen nur die erste Formgebungsstufe. Vor der endgültigen Auslieferung muss das Gussteil möglicherweise noch bearbeitet, wärmebehandelt oder einer Qualitätsprüfung unterzogen werden. Je nach den Anforderungen an das Produkt können auch eine Maßprüfung, eine zerstörungsfreie Prüfung oder eine Druckprüfung durchgeführt werden.
Aufbau und Grundkomponenten von Sandformen
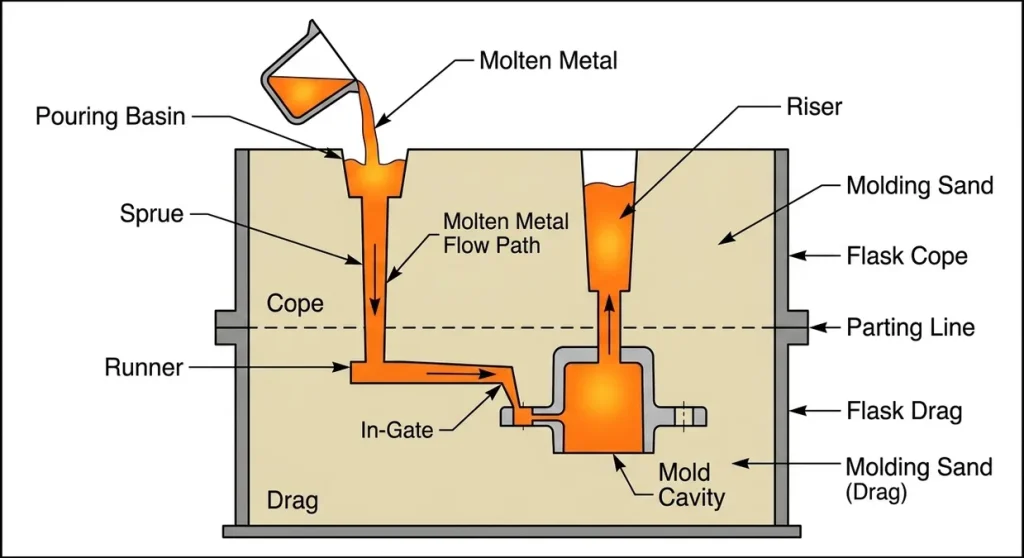
Um den Sandguss zu verstehen, ist es auch wichtig, die Hauptbestandteile des Formsystems selbst zu kennen. Ein komplettes Sandformsystem umfasst in der Regel den Formhohlraum, die Sandkerne, die Trennebene, das Anschnittsystem und die Speiser. Der Formhohlraum definiert die äußere Form des Gussteils und dient als Kern des Formsystems. Sandkerne werden verwendet, um innere Löcher, Durchgänge oder eine komplexere innere Geometrie zu bilden. Die Trennebene bestimmt, wie sich die obere und untere Formhälfte trennen und schließen, was sich auf den Formenbau und die Reinigungsarbeiten auswirkt. Das Anschnittsystem leitet das geschmolzene Metall in den Hohlraum, während Speiser hauptsächlich dazu beitragen, das Gussteil während der Erstarrung zu speisen, um schrumpfungsbedingte Fehler zu reduzieren. Zusammen beeinflussen diese Elemente die Form, die innere Festigkeit und die Produktionsstabilität des Gussteils.
Gängige Metalle im Sandgussverfahren
Einer der Hauptgründe für die weite Verbreitung des Sandgusses ist seine breite Materialkompatibilität. Die verschiedenen Metalle unterscheiden sich in Bezug auf Fließfähigkeit, Schrumpfungsverhalten, Schmelztemperatur und Endanwendungsanforderungen, so dass die Materialauswahl immer auf der Grundlage der Teileleistung, der Kostenziele und der Einsatzbedingungen erfolgen sollte.
Eisengussteile
Grauguss und Sphäroguss gehören zu den am häufigsten verwendeten Werkstoffen beim Sandguss. Diese Werkstoffe werden in großem Umfang für Maschinensockel, Gehäuse, Rohrkomponenten und Teile für die Automobilindustrie verwendet.
Stahlgussteile
Stahlguss wird für Anwendungen verwendet, die eine höhere Festigkeit, Zähigkeit oder Schlagzähigkeit erfordern. Im Vergleich zu Eisenguss ist Stahlguss in der Regel mit größeren Herausforderungen beim Gießen und bei der Schrumpfungskontrolle verbunden, aber er wird häufig für hochbelastbare Strukturteile, Ventilgehäuse und technische Komponenten verwendet.
Gussteile aus Aluminiumlegierungen
Sandguss aus Aluminiumlegierungen eignet sich besser für Teile, bei denen eine Gewichtsreduzierung wichtig ist, wie z. B. bei bestimmten mechanischen Strukturen, Gehäusen und Halterungen. Im Vergleich zu Eisen und Stahl bieten Aluminiumlegierungen eine geringere Dichte, aber sie bringen auch ihre eigenen verfahrenstechnischen Erwägungen in Bezug auf die Gusssteuerung und die Maßhaltigkeit mit sich.
Gussstücke aus Kupferlegierungen
Kupferlegierungen wie Messing und Bronze können ebenfalls im Sandgussverfahren hergestellt werden. Diese Materialien werden häufig für Pumpen, Ventile, korrosionsbeständige Komponenten und bestimmte spezialisierte Industrieteile verwendet.
Typische Anwendungen des Sandgusses
Sandguss eignet sich für eine breite Palette von Industrieprodukten, insbesondere für Teile mit komplexerer Geometrie, größeren Abmessungen oder breiteren Anforderungen an die Materialauswahl. Im Vergleich zu einigen Gießverfahren, die besser für sehr hohe Präzision oder extrem hohe Produktionsmengen geeignet sind, ist Sandguss oft praktischer für große Gussteile und kundenspezifische Industriekomponenten.
Maschinen und strukturelle Komponenten
Sandguss wird häufig für Maschinensockel, Stützkomponenten, Rahmenelemente und große Gehäuse verwendet. Diese Teile sind in der Regel größer und erfordern oft ein Gleichgewicht zwischen Prozessflexibilität und Fertigungskostenkontrolle.
Pumpen, Ventile und Teile zur Durchflussregelung
Pumpengehäuse, Ventilkörper, Rohrverbindungsteile und andere Komponenten zur Durchflussregelung sind ebenfalls wichtige Anwendungen für Sandguss. Diese Teile enthalten oft interne Durchgänge oder Hohlräume, und durch die Verwendung von Sandkernen lassen sich diese Geometrien leichter realisieren.
Automobil- und Transportkomponenten
Auch Motorenteile, Gehäuse, Halterungen und bestimmte Strukturteile werden häufig im Sandgussverfahren hergestellt. Bei diesen Produkten hängt die Entscheidung für Sandguss in der Regel vom benötigten Material, der Maßtoleranz und dem nachgeschalteten Bearbeitungsplan ab.
Allgemeine kundenspezifische Industrieteile
Für industrielle Bauteile, die nicht in extrem hohen Stückzahlen produziert werden, ungewöhnliche Formen haben oder je nach Projektanforderungen angepasst werden müssen, ist Sandguss oft flexibler als die auf Formen basierenden Verfahren mit hohem Investitionsaufwand. Aus diesem Grund wird es häufig für nicht standardisierte Maschinen, landwirtschaftliche Geräte, technische Systeme und Ersatzteile verwendet.
Vorteile des Sandgusses
Sandguss ist nach wie vor weit verbreitet, da er ein gutes Gleichgewicht zwischen Kosten, Flexibilität und Materialanpassung bietet.
-
Relativ niedrige Kosten für Werkzeuge und Formen
-
Kompatibel mit vielen eisenhaltigen und nicht eisenhaltigen Metallen
-
Geeignet für große Teile und komplexe Formen
-
Gut geeignet für Prototypen, Kleinserien und mittlere Produktionsläufe
-
Ausgereiftes und weit verbreitetes Herstellungsverfahren
Beschränkungen des Sandgusses
Obwohl der Sandguss sehr anpassungsfähig ist, ist er nicht die beste Option für jedes Projekt.
-
Die Oberflächenbeschaffenheit ist in der Regel rauer als beim Feinguss oder Druckguss.
-
Die Maßhaltigkeit ist relativ begrenzt.
-
Reinigung und Nachbearbeitung sind häufig erforderlich
-
Möglicherweise nicht die beste Wahl für dünnwandige oder hochpräzise Teile
-
Konsistenz und kosmetische Qualität hängen stark von der Prozesskontrolle ab
Häufige Gussfehler und ihre Vermeidung
Um qualitativ hochwertige Sandgussstücke zu erhalten, ist es wichtig, häufige Fehler zu erkennen und proaktive Prozesskontrollen durchzuführen, um deren Auftreten zu minimieren.
Gasporosität und Schrumpfung
Gasporosität erscheint als kleine Blasen oder Löcher, die in oder auf der Oberfläche des Gussstücks eingeschlossen sind, oft verursacht durch unzureichende Sanddurchlässigkeit. Schrumpfungsfehler, die sich als Vertiefungen oder innere Hohlräume zeigen, treten auf, wenn das Metall während der Erstarrung nicht genügend Speisung erhält.
-
Prävention: Sorgen Sie für eine hohe Sanddurchlässigkeit und verwenden Sie Entlüftungskanäle, damit Gase entweichen können. Entwerfen Sie wirksame Steigrohrsysteme, um den Nachschub an geschmolzenem Metall während des Abkühlungsprozesses zu gewährleisten.
Einschlüsse und Cold Shuts
Einschlüsse bestehen aus nichtmetallischen Materialien wie Schlacke oder Sand, die im Gussstück eingeschlossen sind, während Kaltverschweißungen auftreten, wenn zwei Metallströme aufgrund einer vorzeitigen Abkühlung nicht richtig verschmelzen können.
-
Prävention: Achten Sie auf saubere Schmelzverfahren und bauen Sie Filter in das Anschnittsystem ein, um Schlacke und Sandpartikel abzufangen. Regeln Sie die Gießtemperaturen sorgfältig, um ein gleichmäßiges Fließen und Erstarren des Metalls zu gewährleisten.
Maßliche Ungenauigkeiten
Maßabweichungen resultieren häufig aus Formwandbewegungen oder Erosion, die durch unzureichende Formfestigkeit oder schlechte Sandverdichtung verursacht werden.
-
Prävention: Sorgen Sie während des gesamten Formprozesses für eine konsistente und gleichmäßige Sandverdichtung, um eine ausreichende Formfestigkeit zu gewährleisten und zu verhindern, dass sich die Form unter dem Druck des geschmolzenen Metalls verformt.
Schlussfolgerung
Sandguss ist nach wie vor eines der praktischsten und am weitesten verbreiteten Gießverfahren in der industriellen Fertigung. Es eignet sich für eine breite Palette von Metallen, eignet sich für viele Teilegrößen und -formen und ist nach wie vor eine zuverlässige Option für Maschinenkomponenten, Ventil- und Pumpengehäuse, Automobilteile und andere kundenspezifische industrielle Gussteile. Für Projekte, bei denen es auf ein ausgewogenes Verhältnis zwischen Materialflexibilität, struktureller Komplexität und Produktionskosten ankommt, ist Sandguss oft eines der ersten Verfahren, das es zu bewerten gilt. Wenn Sie mehr darüber erfahren möchten, wie dieses Verfahren in der Produktion eingesetzt wird, können Sie sich auch unsere Sandgussdienstleistungen. In der tatsächlichen Fertigung hängt die Wahl des richtigen Verfahrens immer noch von der Teilegeometrie, dem Material, dem Toleranzziel, den Oberflächenanforderungen und dem erwarteten Volumen ab.





