Le moulage en sable est l'une des méthodes de moulage des métaux les plus utilisées dans la fabrication. Elle consiste à créer une cavité de moulage dans du sable préparé, à y verser du métal en fusion et à former la pièce finale après solidification. Parce que le processus est largement applicable et adaptable, le moulage en sable reste un choix courant pour de nombreux composants industriels moulés.
Qu'est-ce que le moulage au sable ?
Le moulage au sable est un procédé de formage des métaux qui utilise un moule en sable pour produire une pièce. Un modèle est d'abord utilisé pour créer une cavité dans le sable de moulage qui correspond à la forme de la pièce. Le métal en fusion est ensuite versé dans la cavité, on le laisse refroidir et se solidifier, puis on le retire après avoir cassé le moule. Du point de vue du processus, le moulage en sable est une méthode de moulage non réutilisable. Contrairement aux procédés de moulage permanent, le moule utilisé dans le moulage en sable est généralement détruit après chaque coulée. Pour les pièces comportant des trous internes, des passages ou une géométrie interne plus complexe, les noyaux de sable peuvent également être utilisés pour former ces caractéristiques internes.
Processus de moulage au sable
Un projet de moulage au sable typique comprend généralement la préparation du modèle, fabrication de moulesLe processus de production comprend les étapes suivantes : le noyautage et l'assemblage du moule, la coulée, le refroidissement et l'ébranlement, ainsi que le post-traitement et l'inspection. Les détails exacts de la production peuvent varier en fonction du matériau, de la géométrie de la pièce et du volume de production, mais la séquence globale du processus est généralement similaire.
Préparation du modèle
Le processus commence par le modèle. Le modèle représente la forme de base de la pièce moulée, mais dans la production réelle, il comprend souvent une surépaisseur de retrait, une surépaisseur d'usinage et une surépaisseur de dépouille, le cas échéant. Ces ajustements permettent à la pièce finale de mieux répondre aux exigences dimensionnelles et de fabrication après la solidification et la finition.
Fabrication de moules
Une fois le modèle prêt, le sable de moulage est tassé et compacté autour de lui pour créer une cavité correspondant à la géométrie de la pièce. La qualité de la fabrication du moule a une incidence directe sur la stabilité de la coulée ultérieure. La compacité, la résistance et la perméabilité du sable sont donc toutes importantes.
Mise en place du noyau et assemblage du moule
Pour les pièces moulées comportant des cavités internes, des passages ou des caractéristiques internes plus complexes, les noyaux de sable sont placés avant que le moule ne soit entièrement assemblé. Ensuite, les moitiés supérieure et inférieure du moule sont alignées et fermées. À ce stade, la cavité externe et la géométrie interne sont toutes deux établies.
Fusion et coulée
Après l'assemblage du moule, le métal est chauffé à une température de coulée appropriée et introduit dans le moule. Le métal en fusion s'écoule à travers le système d'obturation et remplit progressivement la cavité. La température de coulée, la vitesse de coulée et la stabilité de l'écoulement sont autant d'éléments qui influencent la qualité finale de la coulée.
Refroidissement, secouage et nettoyage
Après la coulée, le métal se refroidit et se solidifie à l'intérieur de la cavité du moule. Lorsque les conditions adéquates sont réunies, le moule en sable est démantelé et la pièce coulée est retirée. La pièce moulée est ensuite généralement nettoyée en retirant les vannes et les contremarches, puis en procédant à un nettoyage au sable, à un meulage ou à un grenaillage.
Post-traitement et inspection
Pour de nombreuses pièces industrielles, le moulage en sable n'est que la première étape de la mise en forme. Avant la livraison finale, le moulage peut encore nécessiter un usinage, un traitement thermique ou un contrôle de qualité. En fonction des exigences du produit, un contrôle dimensionnel, des essais non destructifs ou des essais de pression peuvent également être effectués.
Structure et composants de base du moule à sable
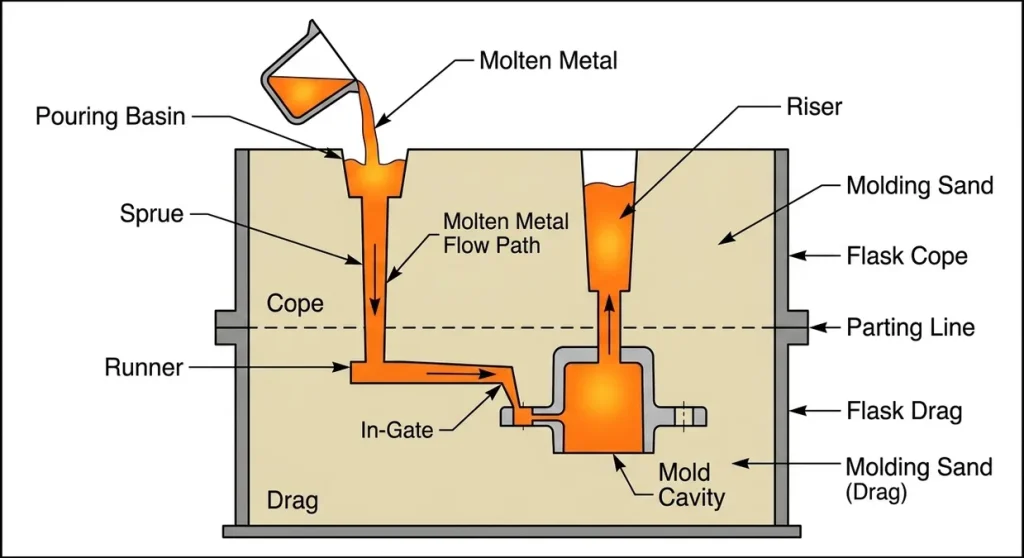
Pour comprendre le moulage en sable, il est également important de connaître les principales parties du système de moulage lui-même. Un système de moulage en sable complet comprend généralement la cavité du moule, les noyaux de sable, le plan de joint, le système d'obturation et les colonnes montantes. La cavité du moule définit la forme extérieure de la pièce moulée et sert de noyau au système de moulage. Les noyaux de sable sont utilisés pour former des trous internes, des passages ou une géométrie interne plus complexe. Le plan de joint détermine la façon dont les moitiés supérieure et inférieure du moule se séparent et se ferment, ce qui a une incidence sur la fabrication du moule et le travail de nettoyage. Le système d'obturation dirige le métal en fusion dans la cavité, tandis que les élévateurs aident principalement à alimenter la pièce moulée pendant la solidification afin de réduire les défauts liés à la contraction. Ensemble, ces éléments influencent la forme, la solidité interne et la stabilité de la production de la pièce moulée.
Métaux courants utilisés dans le moulage au sable
L'une des principales raisons pour lesquelles le moulage en sable reste largement utilisé est sa grande compatibilité avec les matériaux. Les différents métaux varient en termes de fluidité, de comportement de retrait, de température de fusion et d'exigences d'utilisation finale, de sorte que la sélection des matériaux doit toujours être basée sur les performances de la pièce, les objectifs de coût et les conditions de service.
Fonte de fer
La fonte grise et la fonte ductile sont parmi les matériaux les plus couramment utilisés dans le moulage au sable. Ces matériaux sont largement utilisés dans les bases de machines, les boîtiers, les composants de tuyauterie et les pièces liées à l'automobile.
Pièces moulées en acier
Les pièces moulées en acier sont utilisées dans des applications qui requièrent une plus grande solidité, une plus grande ténacité ou une plus grande résistance aux chocs. Par rapport aux moulages en fer, les moulages en acier présentent généralement des défis plus importants en matière de contrôle de la coulée et du retrait, mais ils sont largement utilisés dans les pièces structurelles lourdes, les corps de vanne et les composants d'ingénierie.
Pièces moulées en alliage d'aluminium
Le moulage au sable d'alliages d'aluminium convient mieux aux pièces dont le poids est réduit, comme certaines structures mécaniques, boîtiers et supports. Par rapport au fer et à l'acier, les alliages d'aluminium offrent une densité plus faible, mais ils apportent également leurs propres considérations en matière de contrôle de la coulée et de stabilité dimensionnelle.
Pièces coulées en alliage de cuivre
Les alliages de cuivre tels que le laiton et le bronze peuvent également être produits par moulage au sable. Ces matériaux sont couramment utilisés dans les pompes, les vannes, les composants résistants à la corrosion et certaines pièces industrielles spécialisées.
Applications typiques du moulage au sable
Le moulage en sable convient à une large gamme de produits industriels, en particulier aux pièces dont la géométrie est plus complexe, dont la taille est plus importante ou dont les exigences en matière de sélection des matériaux sont plus larges. Par rapport à certaines méthodes de moulage qui conviennent mieux à une très grande précision ou à un volume de production très élevé, le moulage en sable est souvent plus pratique pour les pièces moulées de grande taille et les composants industriels personnalisés.
Machines et composants structurels
Le moulage en sable est souvent utilisé pour les bases de machines, les composants de support, les éléments de châssis et les grands boîtiers. Ces pièces sont généralement plus grandes et nécessitent souvent un équilibre entre la flexibilité du processus et le contrôle des coûts de fabrication.
Pompes, vannes et pièces pour le contrôle du débit
Les corps de pompe, les corps de vanne, les pièces de raccordement de tuyauterie et d'autres composants de contrôle du débit sont également des applications importantes du moulage en sable. Ces pièces contiennent souvent des passages internes ou des cavités, et l'utilisation de noyaux de sable facilite la réalisation de ces géométries.
Composants automobiles et de transport
Les pièces liées au moteur, les boîtiers, les supports et certains composants structurels sont également fréquemment produits par moulage en sable. Pour ces produits, la décision d'utiliser le moulage en sable dépend généralement du matériau requis, de la tolérance dimensionnelle et du plan d'usinage en aval.
Pièces industrielles générales sur mesure
Pour les composants industriels qui ne sont pas produits en très grandes quantités, qui ont des formes inhabituelles ou qui nécessitent des ajustements de conception en fonction des exigences du projet, le moulage en sable est souvent plus souple que les procédés à base de moules qui nécessitent des investissements importants. C'est pourquoi il est largement utilisé pour les machines non standard, les équipements agricoles, les systèmes d'ingénierie et les pièces de rechange.
Avantages du moulage en sable
Le moulage en sable reste largement utilisé car il offre un bon équilibre entre le coût, la flexibilité et l'adaptabilité des matériaux.
-
Coût relativement faible de l'outillage et du moule
-
Compatible avec de nombreux métaux ferreux et non ferreux
-
Convient pour les grandes pièces et les formes complexes
-
Convient parfaitement aux prototypes, à la production de faibles volumes et à la production de séries moyennes.
-
Processus de fabrication mature et largement appliqué
Limites du moulage en sable
Bien que le moulage en sable soit très adaptable, il n'est pas la meilleure option pour tous les projets.
-
La finition de la surface est généralement plus rugueuse que celle du moulage à la cire perdue ou du moulage sous pression.
-
La précision dimensionnelle est relativement limitée
-
Le nettoyage et l'usinage secondaire sont souvent nécessaires
-
Peut ne pas être le meilleur choix pour les pièces à parois minces ou de haute précision
-
La constance et la qualité cosmétique dépendent fortement du contrôle du processus
Défauts de coulée courants et prévention
Pour obtenir des moulages en sable de haute qualité, il est essentiel d'identifier les défauts courants et de mettre en œuvre des contrôles de processus proactifs afin de minimiser leur apparition.
Porosité et retrait du gaz
Porosité du gaz se présente sous la forme de petites bulles ou de trous piégés à l'intérieur ou à la surface de la pièce coulée, souvent dus à une perméabilité insuffisante du sable. Les défauts de retrait, qui se manifestent par des dépressions ou des vides internes, se produisent lorsque le métal n'est pas suffisamment alimenté pendant la solidification.
-
La prévention : Assurer une perméabilité élevée du sable et utiliser des canaux d'aération pour permettre aux gaz de s'échapper. Concevoir des systèmes de remontée efficaces pour assurer la réalimentation en métal fondu pendant le processus de refroidissement.
Inclusions et fermetures à froid
Les inclusions sont des matériaux non métalliques tels que le laitier ou le sable piégés dans la coulée, tandis que les fermetures à froid se produisent lorsque deux flux de métal ne fusionnent pas correctement en raison d'un refroidissement prématuré.
-
La prévention : Maintenir des pratiques de fusion propres et incorporer des filtres dans le système de fermeture pour piéger les scories et les particules de sable. Réglez soigneusement les températures de coulée pour garantir un écoulement et une solidification uniformes du métal.
Imprécisions dimensionnelles
Les écarts dimensionnels résultent souvent d'un mouvement ou d'une érosion des parois du moule causé par une résistance insuffisante du moule ou un mauvais compactage du sable.
-
La prévention : Assurer un compactage cohérent et uniforme du sable tout au long du processus de moulage afin d'assurer une résistance suffisante du moule et d'éviter qu'il ne se déforme sous la pression du métal en fusion.
Conclusion
Le moulage en sable reste l'un des procédés de moulage les plus pratiques et les plus largement utilisés dans la fabrication industrielle. Il prend en charge une large gamme de métaux, fonctionne bien pour de nombreuses tailles et formes de pièces et reste une option fiable pour les composants de machines, les boîtiers de vannes et de pompes, les pièces automobiles et d'autres pièces industrielles moulées sur mesure. Pour les projets qui doivent trouver un équilibre entre la flexibilité des matériaux, la complexité structurelle et le coût de production, le moulage en sable est souvent l'un des premiers procédés à évaluer. Si vous souhaitez en savoir plus sur l'application de ce procédé dans la production, vous pouvez également consulter notre rubrique services de moulage en sable. Dans la fabrication réelle, le choix du bon procédé dépend toujours de la géométrie de la pièce, du matériau, de l'objectif de tolérance, des exigences en matière de surface et du volume prévu.





