砂型鋳造は、製造業で最も広く使われている金属鋳造法のひとつである。砂型鋳造は、砂の中に鋳型の空洞を作り、その空洞に溶融金属を注ぎ、凝固後に最終部品を形成します。このプロセスは広く適用可能で適応性があるため、砂型鋳造は多くの工業用鋳造部品の一般的な選択肢であり続けています。
砂型鋳造とは
砂型鋳造は、砂型を使って部品を製造する金属成形プロセスである。まずパターンを使って、鋳物の形状に合った空洞を砂型に作ります。その後、溶けた金属をキャビティに流し込み、冷やして固め、最後に鋳型を壊して取り出します。プロセスの観点からは、砂型鋳造は消耗型鋳造法である。永久鋳型プロセスとは異なり、砂型鋳造で使用される鋳型は通常、注湯のたびに破壊されます。内部の穴や通路、より複雑な内部形状を持つ部品には、砂中子を使用してそれらの内部形状を形成することもできます。
砂型鋳造プロセス
典型的な砂型鋳造プロジェクトには、通常、パターンの準備が含まれる、 金型製作コア・セッティングと鋳型の組み立て、注湯、冷却とシェイクアウト、検査を伴う後工程。正確な生産内容は、材料、部品形状、生産量によって異なる場合があるが、全体的な工程順序は概ね同様である。
パターンの準備
工程はパターンから始まる。型紙は鋳物の基本的な形状を表しますが、実際の生産では、収縮代、機械加工代、必要な場合は抜き勾配が含まれることがよくあります。これらの調整は、凝固および仕上げ後の最終部品が寸法および製造要件をよりよく満たすのに役立ちます。
金型製作
型紙が出来上がると、その周りに成形砂を詰めて圧縮し、部品の形状に合ったキャビティを作る。鋳型造りの良し悪しは後の注湯の安定性に直接影響するため、砂の圧縮性、強度、浸透性がすべて重要である。
コア・セッティングと金型組み立て
内部空洞、通路、またはより複雑な内部特徴を持つ鋳物の場合、砂中子は鋳型が完全に組み立てられる前に配置される。その後、上型と下型を合わせて閉じます。この段階で、外部キャビティと内部形状の両方が確立されます。
溶融と注湯
鋳型の組み立て後、金属は適切な注湯温度まで加熱され、鋳型に導入される。溶湯はゲートシステムを通って流れ、キャビティを徐々に満たしていきます。注湯温度、注湯速度、流動安定性はすべて、最終的な鋳造品質に影響します。
冷却、シェイクアウト、クリーニング
注湯後、金属は鋳型の空洞内で冷え固まる。適切な状態に達すると、砂型は解体され、鋳物が取り出される。その後、ゲートやライザーを取り外して鋳物を洗浄し、砂型洗浄、研磨、ショットブラストを行うのが一般的です。
後処理と検査
多くの工業部品にとって、砂型鋳造は第一の成形段階にすぎません。最終納品前に、機械加工、熱処理、品質検査が必要になることもあります。製品の要件によっては、寸法検査、非破壊検査、圧力検査が実施されることもあります。
砂型の構造と基本部品
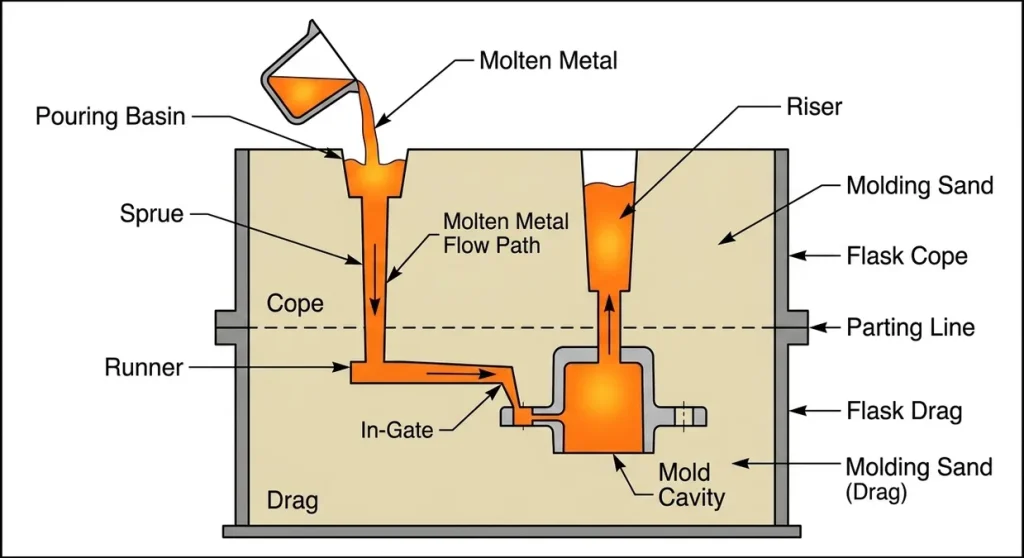
砂型鋳造を理解するには、鋳型システム自体の主要部分を理解することも重要です。完全な砂型システムには通常、鋳型キャビティ、砂中子、パーティングライン、ゲートシステム、ライザーが含まれます。鋳型キャビティは鋳物の外形を決定し、鋳型システムの中核となります。砂中子は、内部の穴や通路、より複雑な内部形状を形成するために使用されます。パーティングラインは、上型と下型の分離・閉鎖方法を決定し、鋳型造型や洗浄作業に影響を与えます。湯口は溶融金属をキャビティ内に誘導し、押湯は主に凝固中に鋳物を送り込み、引けによる欠陥を減らすのに役立つ。これらの要素が一体となって、鋳物の形状、内部健全性、生産安定性に影響を与える。
砂型鋳造に使用される一般的な金属
砂型鋳造が広く使用されている主な理由の一つは、その幅広い材料適合性です。金属によって流動性、収縮挙動、溶解温度、最終用途の要件が異なるため、材料の選択は常に部品の性能、コスト目標、使用条件に基づいて行う必要があります。
鉄鋳物
砂型鋳造に使われる最も一般的な材料は、ねずみ鋳鉄とダクタイル鋳鉄である。これらの材料は、機械ベース、ハウジング、パイプ部品、自動車関連部品などに広く応用されている。
鋳鋼品
鋼鋳物は、より高い強度、靭性、耐衝撃性を必要とする用途に使用されます。鉄鋳物に比べ、鋼鋳物は通常、注湯や収縮の制御に大きな課題がありますが、頑丈な構造部品、バルブボディ、エンジニアリング部品などに広く使用されています。
アルミニウム合金鋳物
アルミニウム合金の砂型鋳造は、特定の機械構造、ハウジング、ブラケットなど、軽量化が重要な部品に適しています。鉄や鋼と比較すると、アルミニウム合金は密度が低いですが、注湯制御や寸法安定性において、独自のプロセス上の考慮事項ももたらします。
銅合金鋳物
真鍮や青銅などの銅合金も砂型鋳造で製造することができます。これらの材料は、ポンプ、バルブ、耐腐食性部品、および特定の特殊な工業部品に一般的に使用されています。
砂型鋳造の代表的な用途
砂型鋳造は広範な工業製品に適しており、特に形状が複雑な部品、全体のサイズが大きい部品、または材料の選択要件が広い部品に適しています。超高精度や超高生産量に適した鋳造方法と比較すると、砂型鋳造は大型鋳物やカスタム工業部品に実用的です。
機械および構造部品
砂型鋳造は、機械ベース、サポート部品、フレーム要素、大型ハウジングによく使用される。これらの部品は一般的にサイズが大きく、工程の柔軟性と製造コスト管理のバランスが求められることが多い。
ポンプ、バルブ、流量制御部品
ポンプハウジング、バルブボディ、配管接続部品、その他の流量制御部品も砂型鋳造の重要な用途です。これらの部品には内部通路や空洞が含まれることが多く、砂中子を使用することでこれらの形状を容易に実現できます。
自動車・輸送機器部品
エンジン関連部品、ハウジング、サポート、および特定の構造部品も、砂型鋳造で製造されることが多い。これらの製品の場合、砂型鋳造を使用するかどうかは通常、必要な材料、寸法公差、下流の機械加工計画によって決まります。
一般カスタム工業部品
極端に大量生産されない、特殊な形状を持つ、またはプロジェクトの要件に基づいて設計の調整が必要な工業部品では、砂型鋳造は、多くの場合、高投資の金型ベースのプロセスよりも柔軟性があります。そのため、非標準的な機械、農業機械、エンジニアリング・システム、交換部品などに広く使用されています。
砂型鋳造の利点
砂型鋳造は、コスト、柔軟性、材料適応性のバランスが良いため、今でも広く使われている。
-
比較的低い金型費用
-
多くの鉄および非鉄金属に適合
-
大型部品や複雑な形状に最適
-
プロトタイプ、少量生産、中規模生産に最適
-
成熟し、広く適用されている製造プロセス
砂型鋳造の限界
砂型鋳造は適応性が高いが、すべてのプロジェクトに最適な選択肢というわけではない。
-
表面仕上げは通常、インベストメント鋳造やダイカスト鋳造よりも粗い。
-
寸法精度は比較的限られている
-
洗浄と二次加工が必要な場合が多い
-
薄肉部品や高精度部品には最適ではないかもしれない。
-
一貫性と化粧品の品質は、工程管理に大きく依存する。
一般的な鋳造欠陥とその予防
高品質の砂型鋳物を実現するためには、一般的な欠陥を特定し、その発生を最小限に抑えるための積極的な工程管理を実施することが不可欠である。
ガス気孔率と収縮率
ガス気孔率 は、鋳物の内部や表面に閉じ込められた小さな気泡や穴として現れ、多くの場合、砂の浸透性が不十分なために発生する。収縮欠陥は、窪みや内部空洞として現れ、金属が凝固中に十分な供給を受けなかった場合に発生する。
-
予防だ: 高い砂の浸透性を確保し、ガスが抜けるようにベントチャンネルを利用する。冷却プロセス中に溶融金属を補給するための効果的なライザーシステムを設計する。
インクルージョンとコールドシャット
介在物は、鋳物中に閉じ込められたスラグや砂のような非金属材料からなり、コールドシャットは、2つの金属流が早すぎる冷却のために適切に融合しなかった場合に発生する。
-
予防だ: 清潔な溶解を維持し、ゲートシステムにフィルターを組み 込んでスラグや砂の粒子を捕捉する。注湯温度を注意深く調整し、均一なメタルフローと凝固を確保する。
寸法の不正確さ
寸法の狂いは、鋳型の強度不足や砂の締め固め不良による鋳型の壁の移動や浸食によって生じることが多い。
-
予防だ: 十分な鋳型強度を確保し、溶湯の圧力で鋳型が変形するのを防ぐため、造型工程全体で一貫した均一な砂の締め固めを行う。
結論
砂型鋳造は、工業生産において最も実用的で広く使用されている鋳造プロセスの1つです。幅広い金属に対応し、多くの部品のサイズや形状に適しており、機械部品、バルブやポンプのハウジング、自動車部品、その他のカスタム工業鋳物にとって信頼できる選択肢であり続けています。材料の柔軟性、構造の複雑さ、製造コストのバランスを取る必要があるプロジェクトでは、砂型鋳造はしばしば評価に値する最初のプロセスの1つです。このプロセスが生産にどのように適用されるか、さらに詳しくお知りになりたい場合は、以下のサイトもご覧ください。 砂型鋳造サービス.実際の製造では、正しいプロセスの選択は、部品の形状、材料、公差目標、表面要件、および予想される体積に依存します。





