Sand casting is one of the most widely used metal casting methods in manufacturing. It creates a mold cavity in prepared sand, pours molten metal into that cavity, and forms the final part after solidification. Because the process is widely applicable and adaptable, sand casting remains a common choice for many industrial cast components.
What Is Sand Casting
Sand casting is a metal forming process that uses a sand mold to produce a part. A pattern is first used to create a cavity in molding sand that matches the shape of the casting. Molten metal is then poured into the cavity, allowed to cool and solidify, and finally removed after the mold is broken apart. From a process standpoint, sand casting is an expendable mold casting method. Unlike permanent mold processes, the mold used in sand casting is usually destroyed after each pour. For parts with internal holes, passages, or more complex internal geometry, sand cores can also be used to form those internal features.
Sand Casting Process
A typical sand casting project usually includes pattern preparation, mold making, core setting and mold assembly, pouring, cooling and shakeout, and post-processing with inspection. The exact production details may vary depending on the material, part geometry, and production volume, but the overall process sequence is generally similar.
Pattern Preparation
The process starts with the pattern. The pattern represents the basic shape of the casting, but in actual production it often includes shrinkage allowance, machining allowance, and draft where required. These adjustments help the final part better meet dimensional and manufacturing requirements after solidification and finishing.
Mold Making
Once the pattern is ready, molding sand is packed and compacted around it to create a cavity that matches the part geometry. The quality of mold making directly affects later pouring stability, so sand compactability, strength, and permeability are all important.
Core Setting and Mold Assembly
For castings with internal cavities, passages, or more complex internal features, sand cores are placed before the mold is fully assembled. After that, the upper and lower mold halves are aligned and closed. At this stage, the external cavity and internal geometry are both established.
Melting and Pouring
After mold assembly, the metal is heated to a suitable pouring temperature and introduced into the mold. The molten metal flows through the gating system and gradually fills the cavity. Pouring temperature, pouring speed, and flow stability all influence the final casting quality.
Cooling, Shakeout, and Cleaning
After pouring, the metal cools and solidifies inside the mold cavity. Once suitable conditions are reached, the sand mold is broken apart and the casting is removed. The casting is then usually cleaned by removing gates and risers, followed by sand cleaning, grinding, or shot blasting.
Post-Processing and Inspection
For many industrial parts, sand casting is only the primary shaping stage. Before final delivery, the casting may still require machining, heat treatment, or quality inspection. Depending on the product requirements, dimensional inspection, non-destructive testing, or pressure testing may also be carried out.
Sand Mold Structure and Basic Components
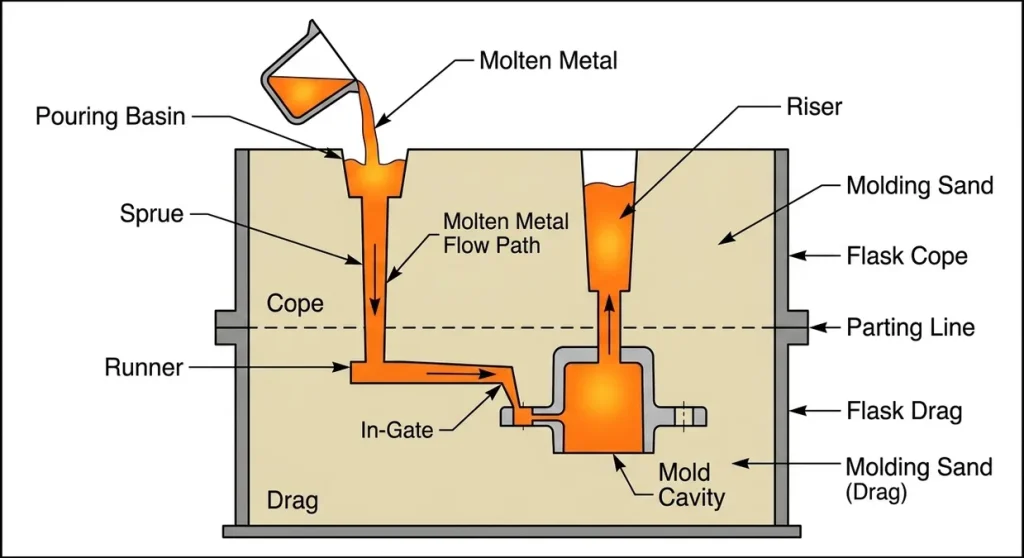
To understand sand casting, it is also important to understand the main parts of the mold system itself. A complete sand mold system typically includes the mold cavity, sand cores, parting line, gating system, and risers. The mold cavity defines the external shape of the casting and serves as the core of the mold system. Sand cores are used to form internal holes, passages, or more complex internal geometry. The parting line determines how the upper and lower mold halves separate and close, which affects mold making and cleaning work. The gating system directs molten metal into the cavity, while risers mainly help feed the casting during solidification to reduce shrinkage-related defects. Together, these elements influence the shape, internal soundness, and production stability of the casting.
Common Metals Used in Sand Casting
One of the major reasons sand casting remains widely used is its broad material compatibility. Different metals vary in fluidity, shrinkage behavior, melting temperature, and end-use requirements, so material selection should always be based on part performance, cost targets, and service conditions.
Iron Castings
Gray iron and ductile iron are among the most common materials used in sand casting. These materials are widely applied in machine bases, housings, pipe components, and automotive-related parts.
Steel Castings
Steel castings are used in applications that require higher strength, toughness, or impact resistance. Compared with iron castings, steel casting usually presents greater challenges in pouring and shrinkage control, but it is widely used in heavy-duty structural parts, valve bodies, and engineering components.
Aluminum Alloy Castings
Aluminum alloy sand casting is more suitable for parts where reduced weight is important, such as certain mechanical structures, housings, and brackets. Compared with iron and steel, aluminum alloys offer lower density, but they also bring their own process considerations in pouring control and dimensional stability.
Copper Alloy Castings
Copper alloys such as brass and bronze can also be produced by sand casting. These materials are commonly used in pumps, valves, corrosion-resistant components, and certain specialized industrial parts.
Typical Applications of Sand Casting
Sand casting is suitable for a wide range of industrial products, especially parts with more complex geometry, larger overall size, or broader material selection requirements. Compared with some casting methods that are better suited to very high precision or ultra-high production volume, sand casting is often more practical for large castings and custom industrial components.
Machinery and Structural Components
Sand casting is often used for machine bases, support components, frame elements, and large housings. These parts are typically larger in size and often require a balance between process flexibility and manufacturing cost control.
Pumps, Valves, and Flow-Control Parts
Pump housings, valve bodies, pipe connection parts, and other flow-control components are also important applications for sand casting. These parts often contain internal passages or cavities, and the use of sand cores makes those geometries easier to achieve.
Automotive and Transportation Components
Engine-related parts, housings, supports, and certain structural components are also frequently produced through sand casting. For these products, the decision to use sand casting usually depends on the required material, dimensional tolerance, and downstream machining plan.
General Custom Industrial Parts
For industrial components that are not produced in extremely high volumes, have unusual shapes, or need design adjustments based on project requirements, sand casting is often more flexible than high-investment mold-based processes. This is why it is widely used in non-standard machinery, agricultural equipment, engineering systems, and replacement parts.
Advantages of Sand Casting
Sand casting remains widely used because it offers a good balance between cost, flexibility, and material adaptability.
-
Relatively low tooling and mold cost
-
Compatible with many ferrous and non-ferrous metals
-
Suitable for large parts and complex shapes
-
Works well for prototypes, low-volume production, and medium production runs
-
Mature and widely applied manufacturing process
Limitations of Sand Casting
Although sand casting is highly adaptable, it is not the best option for every project.
-
Surface finish is usually rougher than investment casting or die casting
-
Dimensional accuracy is relatively limited
-
Cleaning and secondary machining are often required
-
May not be the best choice for thin-wall or high-precision parts
-
Consistency and cosmetic quality depend heavily on process control
Common Casting Defects and Prevention
To achieve high-quality sand castings, it is essential to identify common defects and implement proactive process controls to minimize their occurrence.
Gas Porosity and Shrinkage
Gas porosity appears as small bubbles or holes trapped within or on the surface of the casting, often caused by inadequate sand permeability. Shrinkage defects, which manifest as depressions or internal voids, occur when the metal does not receive enough feed during solidification.
-
Prevention: Ensure high sand permeability and utilize venting channels to allow gases to escape. Design effective riser systems to provide molten metal replenishment during the cooling process.
Inclusions and Cold Shuts
Inclusions consist of non-metallic materials like slag or sand trapped in the casting, while cold shuts occur when two metal streams fail to fuse properly due to premature cooling.
-
Prevention: Maintain clean melting practices and incorporate filters in the gating system to trap slag and sand particles. Carefully regulate pouring temperatures to ensure uniform metal flow and solidification.
Dimensional Inaccuracies
Dimensional deviations often result from mold wall movement or erosion caused by insufficient mold strength or poor sand compaction.
-
Prevention: Ensure consistent and uniform sand compaction throughout the molding process to provide sufficient mold strength, preventing the mold from deforming under the pressure of the molten metal.
Conclusion
Sand casting remains one of the most practical and widely used casting processes in industrial manufacturing. It supports a broad range of metals, works well for many part sizes and shapes, and continues to be a reliable option for machinery components, valve and pump housings, automotive parts, and other custom industrial castings. For projects that need to balance material flexibility, structural complexity, and production cost, sand casting is often one of the first processes worth evaluating. If you want to look further at how this process is applied in production, you can also explore our sand casting services. In actual manufacturing, the right process choice still depends on the part geometry, material, tolerance target, surface requirements, and expected volume.





