In the complex world of precision casting, gas defects are one of the most common casting defects and can be difficult to control. These tiny, hidden flaws not only affect the appearance of a casting but can also severely impact its mechanical properties and reliability, ultimately leading to costly scrap and rework.
Understanding the causes of gas defects and mastering effective prevention methods are essential skills for every casting engineer and quality control professional. This guide serves as a practical resource, guiding you to a deeper understanding of the definition and causes of gas defects, as well as how to use scientific methods to eliminate them.
What are Gas Defects and Porosity Defects in Casting?
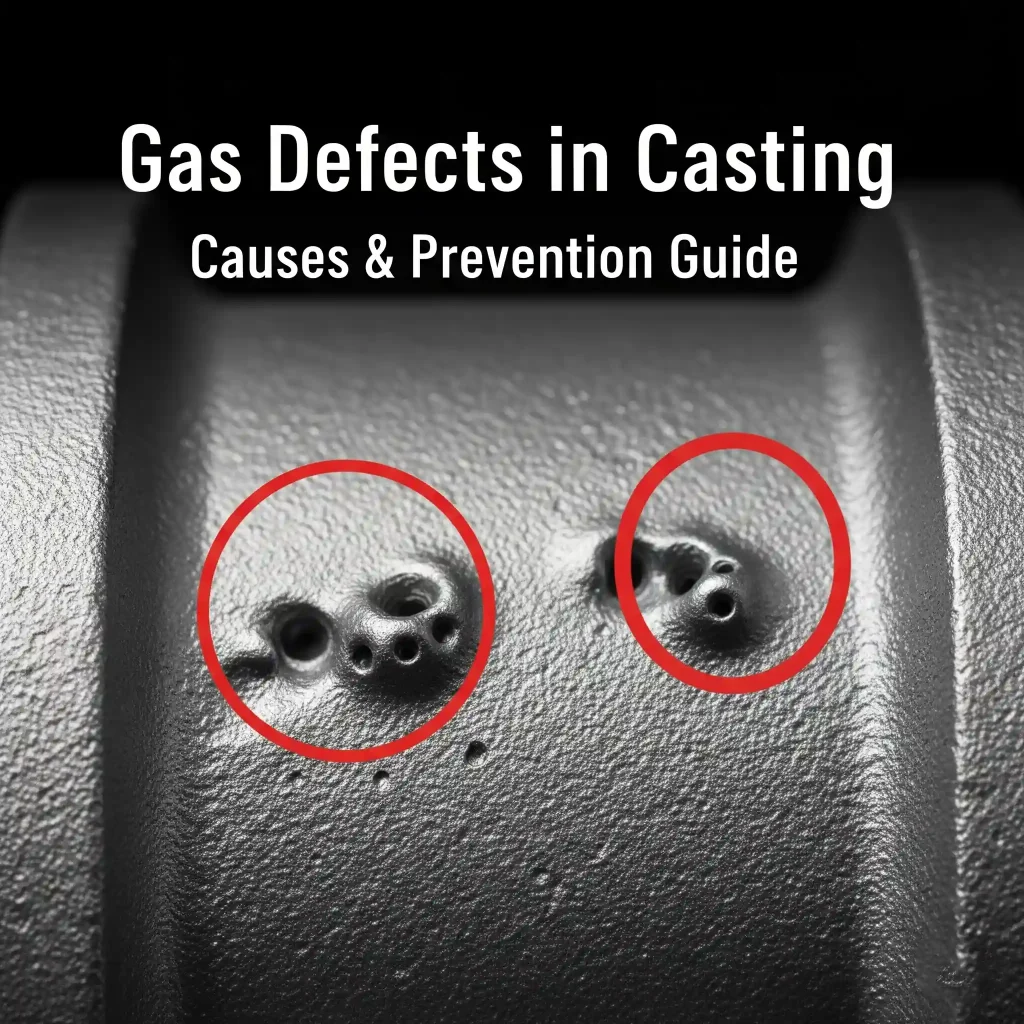
Gas defects in casting are generally defined as voids that form inside the solidifying metal or on its surface due to various gases being unable to escape. These defects, including the common porosity defects in casting, can be divided into several main types based on their shape and location:
Porosity This is the most common type of gas defect, often referred to as porosity defect. Porosity typically appears as spherical, elliptical, or irregular cavities inside or on the surface of the casting. They can be isolated or appear in a honeycomb-like cluster.
Pinholes Similar to porosity but much smaller, pinholes are tiny voids, usually less than 2mm in diameter, that often appear in clusters on or just below the casting surface.
Blowholes These are larger cavities with smooth walls, typically found at the top or sides of the casting. They are usually formed when gas is trapped in the mold cavity.
Common Causes of Gas Defects
To effectively prevent gas defects and related porosity defects, it’s essential to first understand their root causes. The formation of pores in a casting is not due to a single factor but is the result of multiple interacting elements. These causes can be broadly classified into the following categories:
Molten Metal Issues
Excessive Dissolved Gas: Molten metal can absorb gases, especially hydrogen, at high temperatures. As the metal cools and solidifies, the solubility of the gas decreases, and the excess gas forms pores.
Moisture and Oil in Materials: If the raw materials or remelted scrap contain moisture, oil, or rust, these substances will decompose during the melting process and produce gas.
Sand Mold and Core Issues
Poor Sand Mold Permeability: Sand mold permeability is critical for gas to escape. If the sand grains are too fine, the clay content is too high, or the compaction is excessive, it can lead to insufficient permeability, preventing gases from escaping smoothly.
Moisture and Binders in Cores: Moisture or organic binders in the core can generate a large amount of gas at high temperatures. Without adequate venting, these gases can be trapped inside the casting. Proper core making helps control binder use, core drying, and venting paths, reducing the risk of porosity.
Gating and Pouring Process Issues
Improper Gating System: A poorly designed gating system can cause turbulence in the molten metal, leading to air entrapment. Similarly, improperly placed vents or risers can hinder gas from escaping.
Excessively High Pouring Temperature: A high pouring temperature increases the gas content in the molten metal and prolongs the solidification time, creating conditions for gas formation.
Effective Methods for Preventing Gas Defects
Fortunately, gas defects are not unavoidable. Through comprehensive control from materials, equipment, and processes, their occurrence can be significantly reduced.
Material Control and Preparation
Pre-melt Treatment: Thoroughly dry all remelted scrap and raw materials to remove moisture and oil.
Degassing Treatment: Degas the molten metal before pouring, for example, by purging with an inert gas (such as argon).
Control Pouring Temperature: Strictly control the pouring temperature within the recommended range to avoid overheating.
Sand Mold and Core Design
Improve Permeability: Use sand with coarser grains and better permeability, and control the compaction density.
Create Venting Channels: Design reasonable vents and risers in the mold cavity and core to provide a smooth escape path for gases. Better sand casting design also helps reduce isolated thick sections, improve metal flow, and lower the risk of gas entrapment.
Gating System and Process Optimization
Optimize the Gating System: Design an appropriate gating system and runners to ensure the molten metal flows smoothly into the mold cavity, reducing turbulence.
Control Pouring Speed: Maintain a stable pouring speed to avoid inconsistent flow, which can lead to air entrapment.
Summary and Recommendations
Through comprehensive quality control, gas defects—especially porosity defects—can be effectively reduced. Every step matters, from raw material preparation and molten metal treatment to mold permeability, core venting, gating design, and final pouring control.
Preventing these defects is not only about improving surface appearance. It also helps reduce scrap, rework, machining risk, and potential part failure, especially for castings that require stable mechanical performance.
For casting projects with recurring porosity, blowholes, or gas-related defects, a practical process review can help identify whether the problem comes from melting, mold permeability, core venting, gating design, or pouring control.





