No complexo mundo da fundição de precisão, os defeitos de gás são um dos mais comuns defeitos de fundição e podem ser difíceis de controlar. Estes pequenos defeitos ocultos não só afectam a aparência de uma peça fundida, como também podem afetar gravemente as suas propriedades mecânicas e a sua fiabilidade, conduzindo, em última análise, a desperdícios e retrabalhos dispendiosos.
Compreender as causas dos defeitos de gás e dominar métodos de prevenção eficazes são competências essenciais para todos os engenheiros de fundição e profissionais de controlo de qualidade. Este guia serve como um recurso prático, orientando-o para uma compreensão mais profunda da definição e das causas dos defeitos de gás, bem como da forma de utilizar métodos científicos para os eliminar.
O que são defeitos de gás e defeitos de porosidade na fundição?
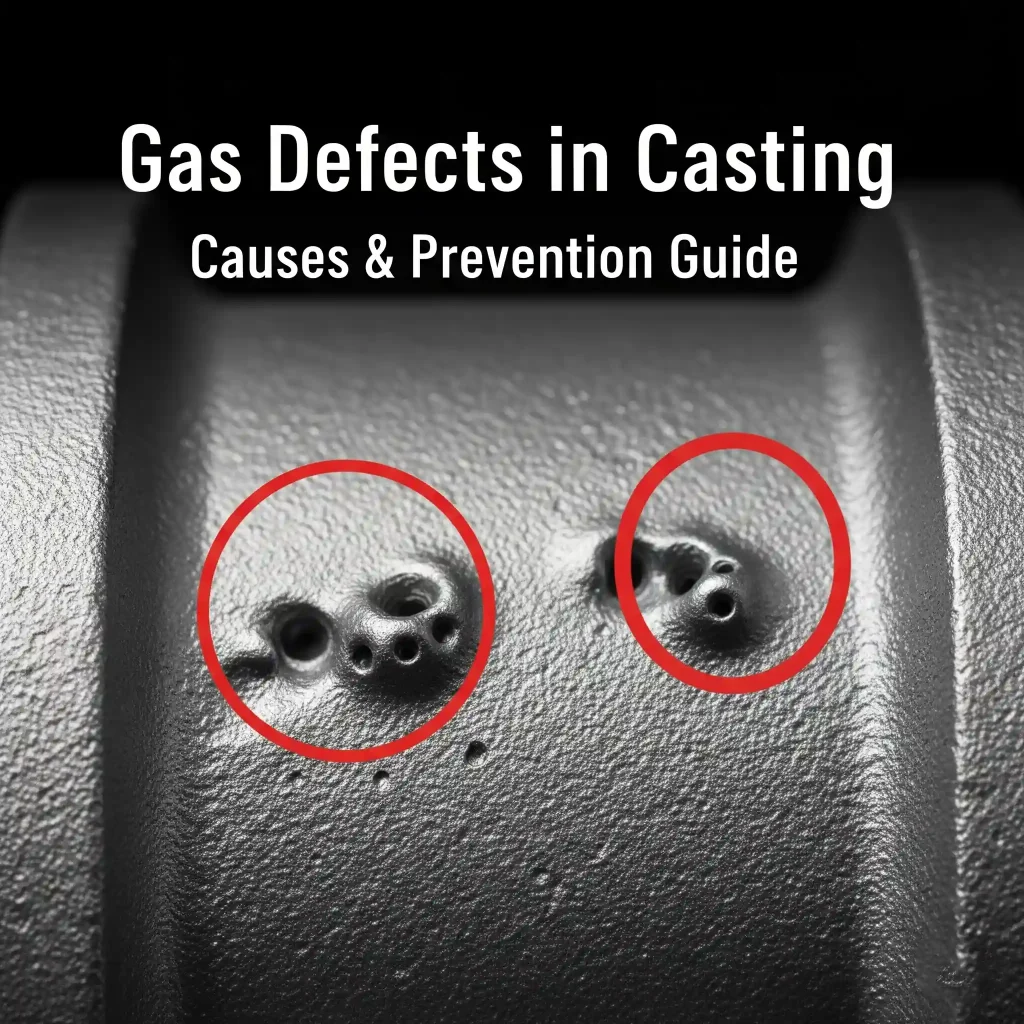
Os defeitos de gás na fundição são geralmente definidos como vazios que se formam no interior do metal em solidificação ou na sua superfície devido ao facto de vários gases não conseguirem sair. Estes defeitos, incluindo os defeitos de porosidade comuns na fundição, podem ser divididos em vários tipos principais com base na sua forma e localização:
Porosidade Este é o tipo mais comum de defeito de gás, muitas vezes referido como defeito de porosidade. A porosidade aparece tipicamente como cavidades esféricas, elípticas ou irregulares no interior ou na superfície da peça fundida. Podem ser isoladas ou aparecer num aglomerado tipo favo de mel.
Furos Semelhantes à porosidade, mas muito mais pequenos, os pinholes são pequenos espaços vazios, normalmente com menos de 2 mm de diâmetro, que aparecem frequentemente em grupos na superfície da fundição ou logo abaixo dela.
Buracos São cavidades maiores com paredes lisas, normalmente encontradas na parte superior ou nas laterais da peça fundida. São normalmente formadas quando o gás fica preso na cavidade do molde.
Causas comuns de defeitos de gás
Para prevenir eficazmente os defeitos de gás e os defeitos de porosidade relacionados, é essencial compreender primeiro as suas causas. A formação de poros numa peça fundida não se deve a um único fator, mas é o resultado da interação de vários elementos. Estas causas podem ser classificadas nas seguintes categorias:
Questões relacionadas com o metal fundido
Excesso de gás dissolvido: O metal fundido pode absorver gases, especialmente hidrogénio, a altas temperaturas. À medida que o metal arrefece e solidifica, a solubilidade do gás diminui e o excesso de gás forma poros.
Humidade e óleo nos materiais: Se as matérias-primas ou a sucata refundida contiverem humidade, óleo ou ferrugem, estas substâncias decompor-se-ão durante o processo de fusão e produzirão gás.
Problemas de molde de areia e núcleo
Permeabilidade deficiente do molde de areia: A permeabilidade do molde de areia é fundamental para a saída do gás. Se os grãos de areia forem demasiado finos, o teor de argila for demasiado elevado ou a compactação for excessiva, a permeabilidade pode ser insuficiente, impedindo que os gases saiam sem problemas.
Humidade e ligantes nos núcleos: A humidade ou os ligantes orgânicos no núcleo podem gerar uma grande quantidade de gás a altas temperaturas. Sem uma ventilação adequada, estes gases podem ficar presos no interior da peça fundida. Adequado fabrico de núcleo ajuda a controlar a utilização de ligantes, a secagem do núcleo e as vias de ventilação, reduzindo o risco de porosidade.
Questões relacionadas com o processo de passagem e vazamento
Sistema de portões inadequado: Um sistema de comportas mal concebido pode causar turbulência no metal fundido, levando ao aprisionamento de ar. Do mesmo modo, as aberturas de ventilação ou os tubos de elevação mal colocados podem impedir a saída do gás.
Temperatura de vazamento excessivamente alta: Uma temperatura de vazamento elevada aumenta o teor de gás no metal fundido e prolonga o tempo de solidificação, criando condições para a formação de gás.
Métodos eficazes de prevenção de defeitos de gás
Felizmente, os defeitos de gás não são inevitáveis. Através de um controlo abrangente dos materiais, equipamentos e processos, a sua ocorrência pode ser significativamente reduzida.
Controlo e preparação de materiais
Tratamento pré-fusão: Secar cuidadosamente todas as sucatas e matérias-primas refundidas para remover a humidade e o óleo.
Tratamento de desgaseificação: Desgasificar o metal fundido antes do vazamento, por exemplo, purgando-o com um gás inerte (como o árgon).
Controlo da temperatura de vazamento: Controlar rigorosamente a temperatura de vazamento dentro do intervalo recomendado para evitar o sobreaquecimento.
Conceção do molde de areia e do núcleo
Melhorar a permeabilidade: Utilizar areia com grãos mais grossos e melhor permeabilidade, e controlar a densidade de compactação.
Criar canais de ventilação: Projetar aberturas e risers razoáveis na cavidade e no núcleo do molde para fornecer um caminho de escape suave para os gases. Uma melhor conceção da fundição em areia também ajuda a reduzir as secções espessas isoladas, a melhorar o fluxo de metal e a diminuir o risco de aprisionamento de gás.
Sistema de Gating e Otimização do Processo
Otimizar o sistema de portas: Conceber um sistema de canais adequado e corrediças para assegurar que o metal fundido flui suavemente para a cavidade do molde, reduzindo a turbulência.
Controlo da velocidade de vazamento: Manter uma velocidade de vazamento estável para evitar um fluxo inconsistente, que pode levar ao aprisionamento de ar.
Resumo e recomendações
Através de um controlo de qualidade abrangente, os defeitos de gás - especialmente os defeitos de porosidade - podem ser eficazmente reduzidos. Cada passo é importante, desde a preparação da matéria-prima e o tratamento do metal fundido até à permeabilidade do molde, à ventilação do núcleo, à conceção das comportas e ao controlo do vazamento final.
Prevenir estes defeitos não se trata apenas de melhorar o aspeto da superfície. Também ajuda a reduzir o desperdício, o retrabalho, o risco de maquinação e a potencial falha da peça, especialmente para peças fundidas que requerem um desempenho mecânico estável.
Para projectos de fundição com porosidade recorrente, bolhas de ar ou defeitos relacionados com gás, uma análise prática do processo pode ajudar a identificar se o problema tem origem na fusão, na permeabilidade do molde, na ventilação do núcleo, na conceção da porta ou no controlo do vazamento.





