
No processo de fundição de metais, o metal fundido encolhe à medida que arrefece e se solidifica. Se este encolhimento não for compensado pelo fornecimento de metal líquido adicional, isso conduz a fissuras internas cavidades de contração e porosidade. O riser foi especificamente concebido para evitar estes defeitos. Este artigo explica a definição de um riser, o seu princípio de funcionamento, os tipos mais comuns e os principais requisitos de conceção.
O que é um riser?
Um canal de alimentação é um reservatório adicional de metal fundido integrado no molde, em vez de fazer parte da própria peça fundida final. Assim que a peça fundida arrefecer e o canal de alimentação tiver cumprido a sua função de alimentação, é normalmente removido ou retificado.
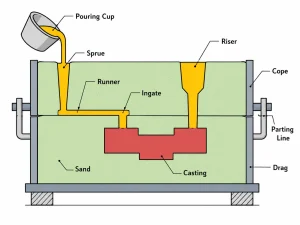
A função de um canal de alimentação difere significativamente da do sistema de canais de injeção. Enquanto os canais de injeção e os canais de distribuição introduzem o metal fundido na cavidade do molde, o canal de alimentação só cumpre a sua função depois de o molde estar cheio. Compensa a contração volumétrica que ocorre durante a transição do estado líquido para o estado sólido. Ao fornecer um abastecimento constante de metal líquido aos «pontos quentes» (tais como secções espessas ou junções) durante o processo de solidificação, o canal de alimentação afasta os defeitos de contração da peça fundida e retém-nos no seu interior.
Tipos comuns de tubos ascendentes
Os canais de alimentação são normalmente classificados de acordo com a sua posição e com o facto de serem abertos ou fechados. Os tipos mais comuns incluem canais superiores, canais laterais, canais abertos e canais cegos. As principais diferenças prendem-se com o percurso de alimentação, a perda de calor, a visibilidade durante o vazamento e a área onde o canal será removido após a solidificação.
Os que mais subiram
Os canais de alimentação superiores são colocados acima da secção de fundição que necessita de alimentação. São frequentemente utilizados para secções espessas superiores ou pontos quentes que solidificam mais tarde do que as áreas circundantes. Como o percurso de alimentação é normalmente curto e direto, os canais de alimentação superiores são frequentemente mais fáceis de dispor quando o ponto quente se encontra próximo da superfície superior.
Ao utilizar um riser superior, deve ter-se em conta a área de remoção. Se a superfície superior for uma superfície de maquinagem, uma face de vedação ou uma área visível, deve prever-se uma margem de maquinagem e um espaço de limpeza suficientes antes da construção do molde.
Apoios laterais
Os canais de alimentação laterais são ligados à parte lateral da peça fundida, normalmente através de um colo de alimentação. São utilizados quando o espaço acima da peça fundida é limitado ou quando o ponto quente pode ser alimentado de forma mais direta a partir do lado.
O ponto-chave no caso dos canais de alimentação laterais é a distância de alimentação. O canal de alimentação deve estar suficientemente próximo do ponto quente. Se o percurso de alimentação for demasiado longo, ou se o colo do canal de alimentação solidificar demasiado cedo, o metal líquido poderá não chegar à zona de contração durante a solidificação.
Colunas abertas
Os canais de alimentação abertos ficam expostos à atmosfera na parte superior do molde. Permitem observar o nível do metal durante o vazamento, o que facilita a verificação de se o canal de alimentação foi preenchido. Os canais de alimentação abertos são comuns em fundição em areia onde o tubo ascendente possa ser colocado e observado a partir de cima.
A desvantagem de um canal ascendente aberto é a perda de calor mais rápida. Não deve ser escolhido apenas pelo facto de ser fácil de observar. O canal ascendente tem ainda de permanecer no estado líquido durante tempo suficiente para alimentar o ponto quente durante a solidificação.
Escadas cegas
Os canais de alimentação fechados ficam dentro do molde e não podem ser observados diretamente durante o vazamento. Como estão rodeados por areia de moldagem ou pelo material do molde, retêm normalmente o calor melhor do que os canais de alimentação abertos e podem proporcionar um período de alimentação mais prolongado.
Os canais cegos são frequentemente utilizados quando o espaço exterior é limitado, quando se deve evitar um canal exposto ou quando o ponto de alimentação fica melhor posicionado no interior do molde. Uma vez que não podem ser verificados visualmente durante o vazamento, o seu volume, posição e ligação à peça fundida devem ser cuidadosamente definidos durante a conceção do molde.
Conclusão
O objetivo final da conceção dos canais de alimentação é maximizar o rendimento da fundição, garantindo simultaneamente a integridade interna (densidade). Um canal de alimentação com dimensões e posicionamento adequados retém os defeitos de contração no seu interior, eliminando eficazmente a porosidade interna na peça fundida. Além disso, ao utilizar cálculos precisos do módulo para evitar canais de alimentação sobredimensionados, minimizamos o consumo excessivo de metal — um fator crítico para melhorar o rendimento da fundição e controlar os custos de produção.


