
In the metal casting process, molten metal shrinks as it cools and solidifies. If this shrinkage is not compensated for by a supply of additional liquid metal, it leads to internal shrinkage cavities and porosity. The riser is specifically designed to prevent these defects. This article explains the definition of a riser, its working principle, common types, and the key design requirements.
What is a Riser?
A riser is an additional reservoir of molten metal integrated into the mold, rather than being part of the final casting itself. Once the casting has cooled and the riser has fulfilled its feeding task, it is typically removed or ground off.
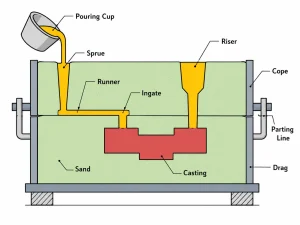
The function of a riser differs significantly from the gating system. While the gates and runners introduce molten metal into the mold cavity, the riser serves its purpose only after the mold is filled. It compensates for the volumetric contraction that occurs during the transition from liquid to solid state. By providing a constant supply of liquid metal to the “hot spots” (such as thick sections or junctions) during the solidification process, the riser draws shrinkage defects away from the casting and traps them within itself.
Common Types of Risers
Casting risers are commonly classified by their position and whether they are open or enclosed. Typical types include top risers, side risers, open risers, and blind risers. The main differences are feeding path, heat loss, visibility during pouring, and the area where the riser will be removed after solidification.
Top Risers
Top risers are placed above the casting section that needs feeding. They are often used for upper thick sections or hot spots that solidify later than the surrounding areas. Because the feeding path is usually short and direct, top risers are often easier to arrange when the hot spot is close to the upper surface.
When using a top riser, the removal area should be considered. If the top surface is a machining surface, sealing face, or visible area, enough machining allowance and cleaning space should be planned before mould making.
Side Risers
Side risers are connected to the side of the casting, usually through a riser neck. They are used when there is limited space above the casting, or when the hot spot can be fed more directly from the side.
The key point for side risers is feeding distance. The riser should be close enough to the hot spot. If the feeding path is too long, or if the riser neck freezes too early, liquid metal may not reach the shrinking area during solidification.
Open Risers
Open risers are exposed to the atmosphere at the top of the mould. They allow the metal level to be observed during pouring, which makes it easier to check whether the riser has been filled. Open risers are common in sand casting where the riser can be placed and observed from the top.
The limitation of an open riser is faster heat loss. It should not be selected only because it is easy to observe. The riser still needs to remain liquid long enough to feed the hot spot during solidification.
Blind Risers
Blind risers are enclosed inside the mould and cannot be directly observed during pouring. Because they are surrounded by moulding sand or mould material, they usually retain heat better than open risers and can provide a longer feeding period.
Blind risers are often used when external space is limited, when an exposed riser should be avoided, or when the feeding point is better placed inside the mould layout. Since they cannot be checked visually during pouring, their volume, position, and connection to the casting should be decided carefully during mould design.
Conclusion
The ultimate goal of riser design is to maximize casting yield while ensuring internal integrity (density). A properly sized and positioned riser traps shrinkage defects within itself, effectively eliminating internal porosity in the casting. Furthermore, by utilizing precise modulus calculations to avoid oversized risers, we minimize excess metal consumption—a critical path for improving casting yield and controlling production costs.


