
金属鋳造の工程では、溶融金属は冷却・凝固するにつれて収縮します。この収縮を、追加の溶融金属を供給して補わないと、内部に 収縮空洞 および気孔率。ライザーは、こうした欠陥を防ぐために特別に設計されています。本記事では、ライザーの定義、その動作原理、一般的な種類、および主要な設計要件について解説します。
ライザーとは何ですか?
ライザーとは、最終的な鋳物そのものの一部ではなく、鋳型に組み込まれた溶融金属の追加の貯留部です。鋳物が冷却され、ライザーが供給の役割を果たし終えると、通常は取り除かれるか、削り取られます。
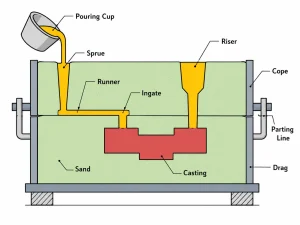
ライザーの機能は、ゲートシステムとは大きく異なります。ゲートやランナーが溶融金属を金型キャビティに送り込むのに対し、ライザーはその役割を果たすのは金型が充填された後です。ライザーは、液相から固相への移行時に生じる体積収縮を補う役割を果たします。 凝固過程において、「ホットスポット」(肉厚部分や接合部など)へ溶融金属を絶えず供給することで、ライザーは鋳物から収縮欠陥を引き離し、それを自身の内部に閉じ込めます。
一般的なライザーの種類
鋳込みライザーは、一般的にその位置や、開放型か密閉型かによって分類されます。代表的な種類としては、トップライザー、サイドライザー、オープンライザー、ブラインドライザーなどがあります。主な違いは、鋳込み経路、熱損失、鋳込み時の視認性、および凝固後にライザーを取り除く箇所にあります。
上昇率上位銘柄
上部ライザーは、鋳造部の中で鋳込みが必要な箇所の上に配置されます。これらは、上部の肉厚部分や、周囲の領域よりも固化が遅れる「ホットスポット」によく使用されます。鋳込み経路は通常短く直線的であるため、ホットスポットが上面に近い場合、上部ライザーの配置は比較的容易です。
トップライザーを使用する場合は、取り出し範囲を考慮する必要があります。上面が加工面、シール面、または目に見える部分である場合は、金型製作の前に、十分な加工余量と清掃スペースを確保するよう計画する必要があります。
サイドライザー
サイドライザーは、通常はライザーネックを介して鋳物の側面に接続されます。これらは、鋳物上部のスペースが限られている場合や、ホットスポットに側面からより直接的に溶湯を供給できる場合に用いられます。
サイドライザーの重要なポイントは、供給距離です。ライザーはホットスポットに十分に近くなければなりません。供給経路が長すぎたり、ライザーのネック部分が早すぎる段階で凝固してしまったりすると、凝固中に溶融金属が収縮領域に到達しない可能性があります。
オープンライザー
開放式ライザーは、金型の上部で大気中に露出しています。これにより、鋳込み中に金属の液面を確認できるため、ライザーが充填されたかどうかを容易に確認することができます。開放式ライザーは、 砂型鋳造 ライザーを設置し、上部から確認できる場所。
オープンライザーの欠点は、熱損失が速いことです。観察しやすいという理由だけでこれを選択すべきではありません。凝固中にホットスポットに溶湯を供給するためには、ライザーが十分な時間、液体の状態を維持できる必要があります。
ブラインド・ライザー
ブラインドライザーは鋳型内に封入されているため、鋳込み中は直接観察することができません。鋳型砂や鋳型材料に囲まれているため、通常、オープンライザーよりも保温性に優れており、より長い鋳込み時間を確保することができます。
ブラインドライザーは、外部のスペースが限られている場合、ライザーの露出を避けたい場合、あるいは鋳込み口を金型レイアウト内のより適切な位置に配置したい場合に、よく使用されます。鋳込み中に目視で確認することができないため、その体積、位置、および鋳物との接続方法は、金型設計の段階で慎重に決定する必要があります。
結論
ライザー設計の最終的な目的は、鋳造品の内部完全性(密度)を確保しつつ、鋳造歩留まりを最大化することです。 適切なサイズと位置に配置されたライザーは、収縮による欠陥をその内部に閉じ込め、鋳物の内部気孔を効果的に排除します。さらに、正確なモジュラス計算を用いてライザーの過大化を回避することで、余分な金属消費を最小限に抑えます。これは、鋳造歩留まりの向上と生産コストの抑制に向けた重要な要素です。


