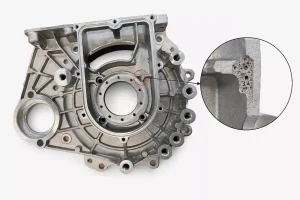
アルミニウム鋳物の製造では、鋳造後の表面に直接現れない欠陥もあります。目視検査には合格しても、CNC加工後に内部の空洞が露出したり、圧力試験中に漏れが発生したりすることがあります。収縮空洞や収縮ポロシティは、このような隠れた鋳造欠陥の典型的な例です。
低圧鋳造用、 重力ダイカスト砂型鋳造やアルミダイキャスト部品では、収縮欠陥はさまざまな形で現れるが、基本的なメカニズムは似ている。
この記事では、引け巣の原因、検出方法、防止策、実践的なケーススタディについて説明し、エンジニアがアルミニウム鋳造プロジェクトにおけるこの欠陥リスクを低減できるよう支援します。
アルミニウム鋳物における収縮空洞と空隙とは?
収縮不良の根本的な原因は、次の点にある。 溶湯からの十分な供給がないと、凝固段階でアルミニウムの体積が収縮すること。
アルミニウム合金は通常、液体から固体に移行する際、約4%から6%の体積収縮を起こす。鋳物の特定の部分が凝固する一方で、外部供給経路がすでに凍結またはチョークしている場合、その部分は質量不足に陥り、その結果、粗く不規則な内部空洞が生じます。
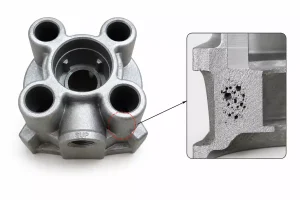
収縮欠陥の典型的な形態には、収縮空洞と収縮空隙がある。収縮空洞は通常、厚い断面やホットスポット、最後に凝固する部分に集中した大きな空洞として現れ、その内面は粗く不規則であることが多い。収縮巣は通常より細かく分散しており、樹枝状結晶粒の間に小さな連通孔やスポンジ状の空隙として形成されることが多い。
収縮不良の主な原因
アルミニウム鋳物における収縮の問題は、単独の要因によって引き起こされることはほとんどありません。むしろ、部品設計、金型の熱バランス、およびプロセス・パラメータの総合的な結果です。
製品構造と肉厚
断面が厚い部分、交差する部分、重いボスのある部分は最も冷却が遅く、"ホットスポット "と呼ばれる。凝固中、薄い断面は金型冷却により急速に凍結し、厚い断面(ホットスポット)を孤立させる。供給経路が早期に詰まると、収縮空洞や空隙がこれらのホットスポットの中心に必然的に形成される。
ゲートとフィーディング・システムのレイアウト
これが給餌不良の直接の引き金となります。砂型ダイカストや重力ダイカストでは、サイズ不足のライザーやライザーネックの早期凍結として現れます。また 低圧ダイカスト (LPDC)では、保持時間が不十分であるか、ライザー・チューブが早期に凍結した場合に発生する。高圧ダイカスト鋳造(HPDC)では、比較的薄いインゲートが増圧段階が完了する前に凍結することが多く、離れた厚い部分への二次供給が遮断される。
金型温度と冷却の不均衡
不適切な冷却ラインの設計や、連続生産中の局所的な熱の蓄積は、人為的なホットスポットを発生させる可能性があります。これは、鋳物が最も遠い部分からゲート/供給源に向かって徐々に凍結することを必要とする、方向性凝固の原理を破壊します。
合金組成と凝固特性
凝固挙動はアルミニウムの等級によって大きく異なります。広い凝固帯(ある種のAl-Cu系やAl-Mg系のような液相線と固相線の間の温度ギャップ)を持つ合金は、ムシャムシャした凝固モードになる傾向がある。これは、デンドライト間の溶融アルミニウムの流動抵抗を著しく増加させ、供給を非常に困難にし、分散した微小ポロシティをもたらす。逆に、標準的なAl-Si系合金(A356など)は、正しく処理された場合、流動性が良く、微小収縮の傾向が低い。
一般的な工業検査方法
製造段階と品質管理基準に応じて、鋳物工場は通常、以下の非破壊検査(NDT)と破壊検査法を組み合わせて利用する:
| 検査方法 | 生産段階 | 特定可能な課題 | 制限事項 |
| 加工後の目視検査 | ポストマシニング | 重要なシール面やねじ穴に露出したマクロ収縮を検出。 | 反応的なアプローチ。未加工部分の表面下の欠陥は検出できない。 |
| X線検査(RT) | 鋳造/完成部品サンプリング | 大きな内部収縮空洞とクラスター空隙率を評価(2Dイメージング)。 | 極薄壁の微細孔や微細ボイドの影響を受けにくい。 |
| 産業用CTスキャン | プロトタイピング/故障解析 | 空隙率、体積、空間的連結性の3次元定量分析を提供。 | 設備コストが高く、サイクルタイムが長いため、100%の大量生産検査には実用的でない。 |
| 気密性圧力試験 | 100% 完成部品 | 連通気孔による壁貫通漏れを検出(気泡または圧力減衰テスト)。 | 漏れの有無のみを特定し、非貫通の潜在的収縮空洞を特定することはできない。 |
| 切断と金属組織分析 | プロセス承認/サンプリング | 顕微鏡下で気孔、収縮、粒界を区別。 | 破壊試験:研究開発段階または欠陥の根本原因追跡に限定される。 |
アルミニウム鋳物の収縮不良を防ぐには?
シュリンクをなくすための核となる哲学はシンプルだ: 凝固順序を制御し、妨げのない供給路を確保する。
製品構造設計
可能な限り均一な肉厚を確保するため、製品設計の初期段階から介入する。厚い取り付けボスの場合は、コアアウト設計を実施して質量を減らし、後でリブを追加して構造剛性を維持する。局所的な熱集中を防ぐため、肉厚の変化には余裕のあるフィレットと緩やかな移行部を使用する。
ゲートと給餌システム
適切な温度勾配を人為的に作り出し、方向性のある凝固を確保する。砂型鋳造、重力鋳造、低圧鋳造では、ゲート位置を調整したり、局所的な冷却水ラインを使用したり、ホットスポットの外壁に熱伝導率の高い金属チルを埋め込んだりして、急速凝固を強制し、引け巣を効果的に押し込む。
局部的な厚肉が避けられない高圧ダイカストの場合、スクイーズピン(局部的な機械的増圧)または目標とするポイント冷却構成を配備し、半凝固金属マトリックスを圧縮・供給する。
金型熱バランス制御
金型温度コントローラー(TCU)と精密な冷却回路(高圧スポット冷却など)を活用して、ホットスポット付近のコアピンやブロックの温度を個別に調整します。金型を安定した目標温度ウィンドウ内に保つことで、局所的な過熱や人工的なホットスポットの形成を防ぎます。
溶解および注湯プロセス制御
注湯温度を厳密に監視すること。キャビティへの完全な充填を確保する一方で、注湯 温度を現実的に可能な限り低く保ち、全液体の収縮を 最小限に抑える。さらに、鋳造CAEシミュレーション・ソフトウェア(MAGMA、ProCASTなど)の使用を義務付け、工具鋼を切断する前に、湯口レイアウトと冷却ラインの配置をデジタル的に最適化する。